

Аэрокосмическая техника высокие технологии и инновации – 2015
..pdfУДК 621.9
СИСТЕМЫ АВТОМАТИЗИРОВАННОГО ПРОЕКТИРОВАНИЯ И ПРИМЕНЕНИЕ МЕТОДОВ ПРОЕКТИРОВАНИЯ ДЛЯ ПОВЫШЕНИЯ ПРОИЗВОДИТЕЛЬНОСТИ
В СПЕЦИАЛЬНОМ МАШИНОСТРОЕНИИ
С.И. Кожевников, В.Ф. Макаров
Пермский национальный исследовательский политехнический университет, Пермь, Россия
ООО «ПК Дэми», Пермь, Россия e-mail: Kozhevnikovsergeyigorevich@gmail.com
Статья посвящена решению проблем систем автоматизированного проектирования и применению адаптивного сквозного метода проектирования криволинейных поверхностей штампов и пресс-форм. Рассмотрен метод параметризированного проектирования поверхностей. Метод основан на использовании NURBS-кривых для конструирования и написания ЧПУ обработки. Применение NURBS-кривых и NURBS-по- верхностей, у которых параметризированы геометрические параметры, позволяет снизить период разработки изделия, снизить издержки, повысить производительность, снизить себестоимость производимого изделия и повысить конкурентную способность предприятия.
Ключевые слова: система автоматизированного проектирования, параметризированное проектирование поверхностей, NURBS кривые, штампы, пресс-формы.
Системы автоматизированного проектирования в специальном машиностроении решают многие проблемы современного машиностроения. В данный момент предприятие сталкивается с такими проблемами, как проектирование, создание компьютерных моделей с определенными геометрическими параметрами, написание ЧПУ программ для обработки криволинейных поверхностей штампов и пресс-форм.
101
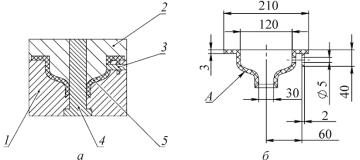
Представителями деталей с криволинейной поверхностью являются пуансон, матрица и сложнопрофилируемые знаки или подвижные части – шиберы пресс-формы для литья под давлением, представленные на рис. 1, где деталью является крышкакронштейн, а материал назначается в зависимости от требуемых эксплуатационных характеристик. Материалом может являться любой полимерный материал. В связи с этим необходима повышенная точность обработки формообразующих пресс-формы. Криволинейная поверхность А должна быть выполнена в прессформе по 6-му квалитету, а сопрягаемые детали пресс-формы должны быть подогнаны друг к другу с зазором не более 0,02 мм. Исходя из этого точность выполненной отливки в зависимости от материала будет на 1–2 квалитета ниже, чем выполненная пресс-форма.
Рис. 1. Общий вид пресс-формы (а) и отлитой детали (б): 1 – матрица; 2 – пуансон; 3 – шибер; 4 – знак; 5 – деталь
Данная типовая конструкция пресс-формы с наличием криволинейных поверхностей обусловливает наличие проблемы проектирования изделия и проблемы производства изделия, объединяя в себе работу конструктора и технолога. В какой CAD-системе проектировать изделие и с помощью каких средств, чтобы был минимален период разработки изделия, период его производства и чтобы обработка сложных криволинейных поверхностей была максимально приближена к их формам
102
по 3D-модели? Целью является комплексное решение проблем проектирования и обработки.
В настоящее время на предприятии было опробовано адаптивное сквозное проектирование криволинейных поверхностей с использованием метода параметризированного проектирования.
При реализации метода и использовании ЧПУ-обработки применялись универсальные способы проектирования штампов и пресс-форм, так как развитие CAD- и CAM-систем, и особенно связей между ними, достигло повышения простоты исполь-
зования и |
скорости, позволяя проектировать и производить |
в системе, |
которая осуществляется с использованием одной |
и той же системы кодирования геометрических данных.
Применение Solid Works.
Модель создается при помощи параметризации всех ее параметров. Таким образом, при изменении продукта цикл разработки продукта значительно сокращается [1].
Применение Pro Engineer.
Использование параметрического проектирования может значительно повысить скорость проектирования и уменьшить объем сохраняемой информации, что немаловажно, так как некоторые 3D-модели, а особенно сборки, могут занимать большое количество места на диске.
Применение NURBS-кривых.
Кривая NURBS – это неоднородно-кривой сплайн. Очень гибкая кривая, где существует сразу несколько узлов. В существующем программном обеспечении CAD/CAM сплайн-функция
ифункция Безье широко используются для создания модели
иописываются уравнением
B t |
n Pb |
t , 0 t 1, |
|
i i,n |
|
i 0
где Pi – функция компонент векторов опорных вершин; bi,n –
базисные функции кривой Безье, называемые также полиномами Бернштейна.
103
|
|
|
|
|
n |
t |
n i |
, |
|
|
|
|
|
|
bi,n t ti 1 |
|
|||
|
|
|
|
|
i |
|
|
|
|
где |
n |
|
n! |
|
– число сочетаний из n по i, где n – степень |
||||
|
|||||||||
i! n i ! |
|||||||||
|
i |
|
|
|
|
|
|||
полинома, i – порядковый номер опорной вершины.
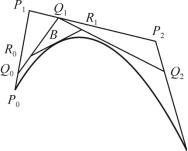
Для построения кривых Безье высших порядков следует задавать больше промежуточных точек. Для кубической кривой, показанной на рис. 2, это промежуточные точки Q0, Q1 и Q2, описывающие линейные кривые, а также точки R0 и R1, которые описывают квадратичные кривые более простым уравнением [2]:
P Q |
|
PQ |
|
BQ |
||||
0 |
0 |
1 |
1 |
|
0 |
. |
||
P Q |
|
|
||||||
|
P P |
|
Q Q |
|||||
0 |
1 |
|
1 |
2 |
|
0 |
1 |
|
Рис. 2. Построение кривой Безье при t = 0,25
Существует три вида построения поверхности:
Метод поверхностной структуры – метод, основанный на треугольниках Безье с изогнутой поверхностью. Неадекватность модели поверхности структуры заключается в том, что она не соответствует описанию продукта и имеет трудности
вобобщении с CAD/CAM-системами [1, 2].
Метод описания поверхности многогранными способами, в котором поверхность разбивается на маленькие линейные участки. Недостаток модели, созданной таким методом, заклю-
104
чается в том, что она имеет интерполированный вид и не приближена к геометрии самого продукта [3].
Метод криволинейной поверхности на основании NURBS поверхности. Метод моделирования и написания ЧПУ обработки на основе NURBS поверхности является относительно сложным, так как точки обработки данных, как правило, являются результатом приближения, а не интерполяции. Такой же принцип имеют системы CAD/CAM, поэтому легко интегрировать геометрию продукта непосредственно в существующую систему CAD/CAM [3].
Выводы
Применение NURBS кривых и параметризированных NURBS поверхностей позволило незначительно повысить производительность, но удалось существенно снизить период времени от разработки до готового изделия. Существует перспектива применения NURBS кривых и параметризированных NURBS поверхностей для снижения издержек, связанных с проектировкой, снижения себестоимости производимого изделия и повышения конкурентной способности.
Библиографический список
1.Deqiang X. The Application of Reverse Engineering Technology in Mould Manufacturing // Equipment manufacturing technology. – 2013. – Vol. 12, no. 11.
2.Вишневский В.В., Рысцов И.К., Волжева М.В. Итерационный алгоритм построения кривой Безье по заданным точкам // Математические машины и системы. – 2004. – № 4.
3.Zhiliang X. Application of Reverse Engineering based on Computer in Product Design // International Journal of Multimedia and Ubiquitous Engineering. – 2014. – Vol. 9, no. 5.
105
УДК 539.43; 620.191.3
ЗАВИСИМОСТЬ ВЕЛИЧИНЫ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ И ШУМОВ БАРКГАУЗЕНА ОБРАЗЦОВ ИЗ ВЖМ-4 И 09Г2С ОТ РЕЖИМОВ ФРЕЗЕРОВАНИЯ
В.Н. Трофимов, А.А. Ширяев
Пермский национальный исследовательский политехнический университет, Пермь, Россия
e-mail: tvn_perm@mail.ru
Целью статьи является оценка влияния режимов фрезерования на величину остаточных технологических напряжений в поверхности образцов, определяемых методом рентгеновской дифрактометрии, а также на уровень шумов Баркгаузена.
Ключевые слова: остаточные технологические напряжения, предварительные испытания, опытные образцы, метод рентгеновской дифрактометрии, метод шумов Баркгаузена.
Эксплуатационные свойства (износостойкость, усталостная прочность, контактная прочность и др.), характеризующие долговечность и надежность работы различных машин, зависят от исходного состояния материала и параметров качества поверхностного слоя деталей (твердости, шероховатости, остаточных напряжений первого рода), которые задаются при проектировании и формируются различными технологическими методами обработки [1–3].
Различные виды механической обработки резанием, в частности фрезерование, приводит к пластическим деформациям обрабатываемой поверхности. При пластической деформации происходит формирование дислокационных структур, изменение энергетического состояния металла и накопление латентной энергии, что ведет к образованию системы остаточных напряжений (ОН), которые могут приводить к возникновению микродефектов и, как следствие, разрушению детали [4].
106

Для исследования были изготовлены прямоугольные образцы.
В ходе эксперимента варьировались величины скорости резания, подачи на зуб и глубины резания.
Геометрические параметры канавок приведены в табл. 1.
|
|
|
Таблица 1 |
|
Геометрические параметры канавок |
||
|
|
|
Ширина, мм |
Образец |
|
Длина, мм |
|
ВЖМ-4 |
|
30 |
6 |
09Г2С |
|
50 |
7 |
Таблица 2
Результаты эксперимента по исследованию влияния режимов фрезерования поверхности образца из сплава ВЖМ-4
на величину ОН
Номер |
Скорость |
Подача |
Глубина |
Результаты |
Среднее, |
||||||
опыта |
резания V, |
на зуб Sz, |
резания az, |
эксперимента σ11, МПа |
МПа |
||||||
|
м/мин |
мм/зуб |
|
м |
|
|
|
|
|||
|
X1 |
x1 |
X2 |
x2 |
X3 |
|
x3 |
1 |
2 |
3 |
R |
1 |
1 |
45 |
1 |
0,06 |
1 |
|
0,2 |
–207,8 |
–223,7 |
–219,6 |
–217,0 |
2 |
0 |
40 |
1 |
0,06 |
1 |
|
0,2 |
–424,9 |
–208,6 |
–179,8 |
–271,1 |
3 |
1 |
45 |
0 |
0,04 |
1 |
|
0,2 |
–348,9 |
–298,7 |
–317,4 |
–321,7 |
4 |
0 |
40 |
0 |
0,04 |
1 |
|
0,2 |
–389,3 |
–512,9 |
–459,1 |
–453,8 |
5 |
1 |
45 |
1 |
0,06 |
0 |
|
0,1 |
–268,7 |
–262,2 |
–167,3 |
–232,7 |
6 |
0 |
40 |
1 |
0,06 |
0 |
|
0,1 |
–242,8 |
–137,1 |
–199,9 |
–193,3 |
7 |
1 |
45 |
0 |
0,04 |
0 |
|
0,1 |
–354,1 |
–334,0 |
–339,0 |
–342,4 |
8 |
0 |
40 |
0 |
0,04 |
0 |
|
0,1 |
–883,2 |
–852,7 |
–809,8 |
–848,6 |
На основании полученных результатов эксперимента были получены уравнения регрессии. Для расчета коэффициентов уравнения регрессии используются осредненные значения величины ОН (МПа), полученные в результате эксперимента:
R0 217,0; R1 271,1; R2 321,7; R3 453,8; R4 232,7;
R5 193,3; R6 342,4; R7 848,6,
107

где Ri – члены матрицы средних результатов эксперимента на образце из сплава ВЖМ-4.
В качестве аргументов уравнения регрессии используются варьируемые параметры (режимы резания): 1) x1 – скорость резания, м/мин; 2) x2 – подача на зуб, мм/зуб; 3) x1 – глубина резания, мм.
Таблица 3
Результаты эксперимента по исследованию влияния режимов фрезерования поверхности образца из сплава 09Г2С
на величину ОН
Номер |
Скорость |
Подача |
Глубина |
Результаты |
Среднее, |
||||||
опыта |
резания V, |
на зуб Sz, |
резания az, |
эксперимента σ11, МПа |
МПа |
||||||
|
м/мин |
мм/зуб |
|
м |
|
|
|
|
|||
|
X1 |
x1 |
X2 |
x2 |
X3 |
|
x3 |
1 |
2 |
3 |
R |
1 |
1 |
45 |
1 |
0,06 |
1 |
|
0,2 |
74,3 |
73,4 |
107,5 |
85,1 |
2 |
0 |
40 |
1 |
0,06 |
1 |
|
0,2 |
50,4 |
10,5 |
11,4 |
24,1 |
3 |
1 |
45 |
0 |
0,04 |
1 |
|
0,2 |
–82,9 |
–41,4 |
–8,6 |
–44,3 |
4 |
0 |
40 |
0 |
0,04 |
1 |
|
0,2 |
–138,5 |
–68,1 |
–42,8 |
–83,1 |
5 |
1 |
45 |
1 |
0,06 |
0 |
|
0,1 |
–187,4 |
–262,2 |
–167,3 |
–205,6 |
6 |
0 |
40 |
1 |
0,06 |
0 |
|
0,1 |
–77,6 |
–106,2 |
–197,4 |
–127,1 |
7 |
1 |
45 |
0 |
0,04 |
0 |
|
0,1 |
–216,6 |
–253,2 |
–190,6 |
–220,1 |
8 |
0 |
40 |
0 |
0,04 |
0 |
|
0,1 |
–252,1 |
–344,8 |
–305,1 |
–300,7 |
Таблица 4
Результаты эксперимента по исследованию влияния режимов фрезерования поверхности образца из сплава 09Г2С
на величину МП ШБ
Номер |
Скорость |
Подача |
Глубина |
|
Результаты |
Среднее |
||||||
опыта |
резания V, |
на зуб Sz, |
резания az, |
эксперимента |
|
|||||||
|
м/мин |
мм/зуб |
|
м |
|
|
2 |
|
|
|||
|
X1 |
x1 |
X2 |
x2 |
X3 |
|
x3 |
1 |
|
3 |
R |
|
1 |
1 |
45 |
1 |
0,06 |
1 |
|
0,2 |
209,6 |
|
189,3 |
194,2 |
197,7 |
2 |
0 |
40 |
1 |
0,06 |
1 |
|
0,2 |
205,9 |
|
193,8 |
182,1 |
193,9 |
3 |
1 |
45 |
0 |
0,04 |
1 |
|
0,2 |
204,0 |
|
223,8 |
234,6 |
220,8 |
4 |
0 |
40 |
0 |
0,04 |
1 |
|
0,2 |
204,1 |
|
197,3 |
224,3 |
208,5 |
5 |
1 |
45 |
1 |
0,06 |
0 |
|
0,1 |
265,6 |
|
269,7 |
279,5 |
271,6 |
6 |
0 |
40 |
1 |
0,06 |
0 |
|
0,1 |
250,1 |
|
251,9 |
255,3 |
252,4 |
7 |
1 |
45 |
0 |
0,04 |
0 |
|
0,1 |
256,6 |
|
256,6 |
261,2 |
258,1 |
8 |
0 |
40 |
0 |
0,04 |
0 |
|
0,1 |
241,0 |
|
241,9 |
268,7 |
250,5 |
108
Уравнение регрессии |
для определения величины |
ОН |
в ВЖМ-4 имеет вид |
|
|
11 360,075 81,625 X1 |
131,55 X2 44,175 X3 |
(1) |
7795 X1 X2 35,075 X1 X3 59,7 X2 X3 58,45 X1 X2 X3. |
||
Результаты проведенной работы показывают, что при обработке резанием можно управлять величиной (МП, ОН) и знаком (ОН) и получать их требуемое значение путем выбора основных параметров технологического процесса. МП и ОН также имеют определенную функциональную связь, из чего следует, что при дальнейших исследованиях значения МП можно связывать со значением ОН в определенном диапазоне.
На основании данных эксперимента можно заметить, что на величину ОН оказывает влияние не только каждый из факторов в отдельности (скорость резания, подача на зуб, глубина резания), но и различное их сочетание. В результате варьирования этого сочетания с использованием теории планирования эксперимента было составлено уравнение регрессии (1). Данное уравнение позволит предсказывать уровень ОН в материале ВЖМ-4 при определенных режимах фрезерования. При проведении опытов на образцах из любых других материалов уравнение легко адаптируется и уточняется, поэтому может быть использовано для широкого спектра экспериментов.
Работа выполнена при финансовой поддержке Министерства образования и науки РФ (договор № 02.G25.31.0016) в рамках реализации Постановления Правительства РФ № 218 «О мерах государственной поддержки развития кооперации российских высших учебных заведений и организаций, реализующих комплексные проекты по создания высокотехнологичного производства».
Библиографический список
1. Маталин А.А. Качество поверхности и эксплуатационные свойства деталей машин. – М.; Л.: Машгиз, 1956. – 239 с.
109
2.Суслов А.Г. Технологическое обеспечение параметров состояния поверхностного слоя деталей. – М.: Машиностроение, 1987. – 193 с.
3.Лесин С.В. Влияние качества поверхностного слоя деталей после механической обработки на процесс формирования заданных свойств при азотировании высоколегированных кор- розионно-стойких сталей: дис. ... канд. техн. наук. – Саратов, 2006. – 177 с.
4.Студалл.Орг [Электронный ресурс] // Наклеп металла поверхностного слоя при механической обработке. – URL: http://studall.org/all-41001.html.
110