

Резание материалов
..pdfтального Ни и обрабатываемого Нм материалов. Вследствие этого абразивное изнашивание заметнее проявляется при работе инструментами из углеродистых и быстрорежущих сталей и в меньшей степени – при работе твердосплавными инструментами, твердость которых значительно выше.
Термический износ
Этому износу больше всего подвергаются быстрорежущие инструменты. При температуре в зоне резания выше температуры красностойкости происходит термический износ.
Адгезионное изнашивание
В процессе резания между инструментом и деталью имеются условия для образования адгезионного схватывания (адгезия – схватывание, слипание, сваривание). Для этого необходимо, чтобы поверхности были ювенильно чистыми и были приведены в очень плотный контакт, т.е. чтобы начали действовать межмолекулярные силы. Таким образом, силы адгезии возникают как результат межмолекулярного взаимодействия между твердыми телами.
Контактные поверхности стружки и передней грани резца не являются идеально гладкими, поэтому соприкосновение между ними происходит лишь по выступающим участкам. Это вызывает огромные удельные нагрузки, разрушающие защитные окисные пленки, в результате чего происходит «холодное сваривание» металла стружки и инструмента в местах истинного контакта. Это «сваривание» более вероятно при относительно высокой температуре, способствующей местной пластической деформации и разрушению защитной пленки. При непрерывном движении стружки по резцу в местах контакта возникают напряжения среза, и в результате на передней поверхности инструмента вырываются мельчайшие частицы металла. Возможность отрыва мягким обрабатываемым материалом частиц более твердого инструмента объясняют неоднородностью инстру-
221
ментального материала, имеющего на своей поверхности размягченные микроучастки, и изменением соотношения твердостей обрабатываемого и инструментального материалов в процессе резания при различных температурах резания.
Можно предположить, что подобный адгезионный износ происходит при обработке не только пластичных металлов, но и хрупких, например закаленной стали и чугуна. Иначе трудно объяснить износ теплостойкого твердосплавного инструмента только абразивным истиранием, поскольку закаленная сталь и цементит чугуна уступают по твердости карбидам вольфрама, титана или тантала, составляющим металлокерамические твердые сплавы.
Более глубокое исследование этого механизма изнашивания стало возможным благодаря применению микрорентгеноспектрального анализа и электроноскопии. На основании исследований, проведенных с рядом чистых металлов, установлено, что схватывание металлов, т.е. появление прочных временных соединений между соприкасающимися поверхностями, образуется в твердом состоянии в результате совместного пластического деформирования химически чистых находящихся в контакте поверхностей и может быть получено как при комнатной температуре, так и при повышенных температурах. Для наступления схватывания недостаточно только сближения поверхностей на расстояние порядка параметра кристаллической решетки, а необходимо превышение определенного для каждой пары материалов энергетического порога. Схватывание есть бездиффузионный процесс, близкий к мартенситному или полиморфному превращению. Необходимое для схватывания энергетическое состояние может достигаться как за счет повышения температуры, так и зa cчeт coвмеcтнoго плacтичecкo деформирования. Способность материалов к адгезионному взаимодействию резко повышается при температурах, близких к температуре рекристаллизации. При контакте одноименных материалов схватывание начинается при температурах, равных (0,3…0,4)Тпл (температуры плавления), а при контакте разноименных – при температурах, равных (0,35…0,5)Тпл. При очень высоких температурах термически активируемая адгезия по природе
222
отличается от адгезии при низких температурах и характеризуется способностью контактируемых материалов к спеканию. Прочность адгезионных связей оценивают коэффициентом адгезии, представляющим собой отношение силы, необходимой для разделения контактируемых поверхностей, к величине действующей нагрузки.
В процессе резания между инструментом и деталью имеются условия для образования адгезионного схватывания. Фактическая площадь контакта между контактными поверхностями инструмента, стружкой и поверхностью резания составляет незначительную часть от номинальной площади контакта. Вследствие высоких контактных давлений в точках соприкосновения выступов фактических площадок контакта инструмента, стружки и поверхности резания развиваются локальные пластические деформации с высокой температурой. В результате этого происходит соприкосновение химически чистых участков обрабатываемого и инструментальных материалов и их взаимное схватывание с образованием очагов мостиков схватывания. При перемещении инструмента по детали происходит непрерывное разрушение и возобновление мостиков схватывания. Срез в зоне контакта двух металлических поверхностей может происходить различным образом. Если прочность «сваривания» меньше прочности самих металлов, то срез осуществляется по поверхности самого соединения; при этом количество металла, вырванного с обеих поверхностей, т.е. износ, незначительно. Когда соединение прочнее обоих металлов, срез, как правило, происходит в среде одного из них, менее прочного. Инструментальные материалы обычно тверже обрабатываемого и, очевидно, срез должен располагаться в толще обрабатываемого материала. Однако при этом возможны вырывы и частиц инструментального материала.
По мнению Н.Н. Зорева, пepиoдичecки пoвтopяющeecя cxвaтывaниe и разрушение адгезионных соединений вызывает циклическое нагружение поверхностного слоя инструментального материала.
По сравнению с обрабатываемым материалом материал режущей части инструмента является более хрупким, и указанный характер нагружения приводит к его локальному разрушению. Вырванные
223

с контактных поверхностей инструмента объемы инструментального материала уносятся стружкой и передней поверхностью, а на его контактных поверхностях образуются борозды и кратеры. Масса инструментального материала, удаляемого с контактных поверхностей инструмента на единицу пути резания, зависит от прочности и твердости обрабатываемого материала. При прочих равных условиях,
чем меньше отношение Ни , тем сильнее изнашивание инструмента.
Нм
|
|
Чем |
выше циклическая |
прочность |
||
|
и ниже хрупкость инструментального ма- |
|||||
|
териала, тем выше его износостойкость |
|||||
|
при |
равной |
теплостойкости. |
Поэтому |
||
|
в зоне невысоких температур резания, ко- |
|||||
|
гда |
теплостойкость |
инструментального |
|||
|
материала не имеет решающего значения, |
|||||
|
износостойкость твердых сплавов может |
|||||
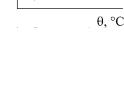
Рис. 102. Зависимость ин- |
быть ниже, чем износостойкость быстро- |
|||||
тенсивности адгезионного |
режущих сталей, имеющих более высокую |
|||||
износа hа от температуры θ |
прочность |
и |
лучше |
сопротивляющихся |
||
|
циклическим нагрузкам (рис. 102). |
|||||
По интенсивности |
протекания |
адгезионного изнашивания |
||||
инструментальные материалы различно реагируют на изменение температуры резания. Относительный износ инструментов из быстрорежущих сталей, хорошо сопротивляющихся циклическим контактным нагрузкам, до температур 500 °С остается почти постоянным или уменьшается при увеличении температуры резания. При нагреве твердых сплавов их хрупкость уменьшается, что способствует повышению сопротивляемости контактным нагрузкам. Поэтому в интервале температур 500…750 °С повышение температуры резания уменьшает относительный износ твердосплавного инструмента.
Адгезионный износ инструмента можно уменьшить, применяя жидкости, создающие на контактных поверхностях защитные пленки, уменьшающие силы адгезии и препятствующие схватыванию об-
224
рабатываемого и инструментального материалов. Например, применение химически активных жидкостей, образующих пленки химических соединений, при работе твердосплавными резцами в зоне малых и средних скоростей резания повышает время работы резцов до переточки. Этого нельзя сказать об инструментах из быстрорежущих сталей, так как химически активные жидкости, ослабляя адгезионные явления, одновременно способствуют усилению химического изнашивания контактных поверхностей, связанного с химическим растворением мартенситной основы стали.
Диффузионное изнашивание
Исследования, проведенные проф. Т.Н. Лоладзе, Н.Ф. Казаковым, Н.В. Талантовым и другими исследователями, показали, что интенсивность износа твердосплавного инструмента может происходить из-за взаимной диффузии инструментального и обрабатываемого материалов, т.е. при высоких температурах (более 800 °С) происходит диффузионное растворение инструментального материала в обрабатываемом. Резкое увеличение абсолютного и относительного износов при температурах резания выше 800…850 °С позволило проф. Т.Н. Лоладзе выдвинуть гипотезу существования диффузионного изнашивания. По этой гипотезе изнашивание инструмента при температурах выше 800…850 °С происходит в результате диффузионного растворения инструментального материала в обрабатываемом. Исследования диффузии в твердых телах показали, что в металлах способны диффундировать те элементы, которые в них растворяются.
Следует иметь в виду, что диффузионный износ зависит не только от непосредственного переноса атомов инструментального материала в деталь и стружку. При диффузионном износе происходит также разрушение контактных слоев инструмента, ослабленных диффузионными процессами, происходящими в этих слоях (включая фазовые превращения, разупрочнение и пр.). Следовательно, имеют место два процесса (диффузионное растворение и разрушение ослаб-
225
ленной диффузионными процессами поверхности), которые конкурируют в диффузионном износе.
Надо отметить, что интенсивность протекания диффузионных процессов заметно уменьшается при применении инструментальных материалов, химически инертных по отношению к обрабатываемому металлу, и увеличивается с ростом температуры в зоне резания (рис. 103).
Возможность протекания диффузионного процесса между инструментом и стружкой и деталью основывается на параболическом законе роста диффузионного слоя, по которому в начальный период диффузии скорость растворения чрезвычайно велика, после чего с течением времени эта скорость резко уменьшается. В процессе резания с контактными поверхностями инструмента вступают в соприкосновение все новые участки стружки и поверхности резания, в результате чего постоянно поддерживается весьма высокая скорость растворения, свойственная начальному периоду диффузии.
Различные компоненты твердого сплава диффундируют в обрабатываемый материал с различной скоростью. Наиболее быстро диффундирует углерод, медленнее – вольфрам, кобальт и титан. В результате неодинаковой скорости растворения между инструментом, стружкой и поверхностью резания образуется три диффузионных слоя. Наиболее удаленным от контактных поверхностей является науглероженный слой; под ним лежит слой белого цвета, представляющий собой твердый раствор углерода и вольфрама или углерода, вольфрама и титана в γ-железе. Третий слой является интерметаллидом в виде железовольфрамового или более сложного карбида. Структурные превращения в этом слое, лежащем на границе раздела твердого сплава и обрабатываемого материала, происходят в результате обеднения контактных поверхностей инструмента углеродом и диффузии в твердый сплав железа из обрабатываемого материала.
226
По сравнению с основным массивом твердого сплава третий слой является более хрупким и разупрочненным, что приводит к срезу с контактных поверхностей инструмента слоев инструментального материала движущимися стружкой и поверхностью резания. Таким образом, в общем случае изнашивание твердосплавного инструмента происходит вследствие собственно диффузионного растворения и диспергирования разупрочненных контактных поверхностей.
При резании инструментами из однокарбидных сплавов в изнашивании в той или иной степени участвуют оба указанных процесса. Изнашивание же инструментов из двухкарбидных сплавов происходит несколько иначе. Титановольфрамовые карбиды в обрабатываемом материале растворяются значительно медленнее, чем вольфрамовые. Поэтому на контактных поверхностях образуются выступы не полностью растворившихся зерен титановольфрамовых карбидов. Контактные слои стружки и поверхности резания заполняют обрабатываемым материалом впадины между зернами, создавая очаги застоя, что увеличивает время диффузии и замедляет диффузионное растворение. Поэтому при высоких скоростях (температурах) резания двухкарбидные сплавы имеют большую износостойкость, нежели однокарбидные. При температурах же резания, при которых диффузионное растворение еще не происходит (θ < 800 °С), износостойкость однокарбидных твердых сплавов мало отличается от износостойкости двухкарбидных, а иногда и превосходит ее. Интенсивность протекания диффузионных процессов заметно уменьшается при применении инструментальных материалов, химически инертных по отношению к обрабатываемому материалу.
Окислительное изнашивание
Гипотеза окислительного изнашивания основывается на известном факте коррозии твердых сплавов при нагреве их в среде кислорода и отсутствии изменения свойств поверхностных слоев сплавов при нагреве их в инертных газах (аргон, азот, гелий). Окисление может служить как защитой от интенсивного износа, так и причиной
227
интенсивного износа; все зависит от того, какие образуются окислы. В ряде случаев окислы приводят к довольно сильному повышению стойкости инструмента, о чем свидетельствуют, например, данные проф. Н. Орitz при обработке конструкционной стали (t = 2 мм;
S = 0,2 мм/об.; V = 120 м/мин) (табл. 14).
Таблица 14 Влияние различных сред на стойкость инструмента
Среда |
Стойкость, мин |
Повышение |
|
или понижение |
|||
|
|
||
Воздух |
11 |
– |
|
Азот |
45 |
повышение в 4 раза |
|
Кислород |
2 |
снижение в 5,5 раз |
|
Аргон |
17 |
повышение в 1,5 раза |
|
Углекислый газ |
6 |
снижение в 2 раза |
Применение аргона, гелия, азота существенно уменьшает интенсивность изнашивания инструмента. Наиболее сильными защитными свойствами обладает гелий, затем аргон и азот. Однако, как показали опыты В.А. Жилина, влияние газовой среды заметно только при температурах резания, не превышающих 900 °С. При более высоких температурах окислительные и защитные свойства газовых сред весьма мало влияет на интенсивность изнашивания.
Согласно гипотезе, при температурах резания 700…800 °С кислород воздуха вступает в химическую реакцию с кобальтовой фазой твердого сплава и карбидами вольфрама и титана, причем наиболее сильно окисляется кобальт. Вследствие значительной пористости металлокерамических твердых сплавов окислительным процессам подвергаются не только сами контактные поверхности инструмента, но и зерна твердого сплава, лежащие на некоторой глубине от этих поверхностей. Продуктами окисления кобальтовой фазы являются окислы Со3О4 и СоО и карбидов WO3 и TiO2. Твердость продуктов окисления в 40…60 раз ниже твердости твердых сплавов. В резуль-
228
тате значительного размягчения кобальтовой фазы нарушается монолитность сплава и ослабляются связи между зернами карбидов вольфрама и титана и цементирующей связкой. Это создает благоприятные условия для выравнивания карбидных зерен силами трения, действующими на передней и задней поверхностях инструмента, и изнашивания этих поверхностей.
Склонность твердых сплавов к окислению определяется их химическим составом. Однокарбидные сплавы окисляются сильнее, нежели двухкарбидные. С увеличением содержания кобальта в твердом сплаве интенсивность и скорость окисления возрастают. Развитию коррозионных явлений в значительной степени препятствует применение при резании инертных газовых сред. Применение аргона, гелия, азота существенно уменьшает интенсивность изнашивания инструмента. Наиболее сильными защитными свойствами обладает гелий, затем аргон и азот. Однако, как показали опыты, влияние газовой среды заметно только при температурах резания, не превышающих 900 °С. При более высоких температурах окислительные и защитные свойства газовых сред весьма мало влияют на интенсивность изнашивания, что свидетельствует о том, что в суммарном механизме изнашивания инструмента окислительные процессы имеют существенное значение только в интервале температур
700…900 °С.
Оценивая достоверность различных гипотез изнашивания инструментов, следует отметить, что только абразивное и адгезионное изнашивание получило экспериментальное подтверждение. Прямых экспериментальных доказательств, подтверждающих существование диффузионного иокислительного изнашивания, нет.
Хрупкий износ
Хрупкому износу подвергаются твердосплавные инструменты, алмазы, минералокерамика, керметы. Вследствие неравномерного строения, твердости, зернистости, вследствие вибраций в процессе резания часто происходит выкрашивание, осыпание лезвия. Хрупко-
229
му износу может способствовать истирание связки. Хрупкий износ проявляется главным образом в зоне низких скоростей резания.
В заключение можно отметить, что в действительности мы наблюдаем суммарный износ инструмента, и разграничить доли каждого износа довольно трудно. Измерение износа проводится по передней и задней граням с помощью измерительных луп и инструментальных микроскопов.
4.3. Понятие о стойкости режущих инструментов
4.3.1. График износа за время работы инструмента
Изображение закономерности нарастания износа за время работы инструмента называют кривой или графиком износа. Характерные кривые износа задней поверхности инструмента представлены на рис. 104.
Если инструмент изнашивается одновременно по передней и задней поверхностям, то кривая износа задней поверхности (рис. 104, а) состоит из трех более или менее отчетливо выраженных участков. Участок кривой износа ОА соответствует периоду приработки инструмента. На этом участке происходит интенсивное нарастание износа hз. При дальнейшей работе инструмента нарастание износа замедляется, так как это связано с уменьшением контактных касательных напряжений на площадке износа по мере увеличения ее размеров. Участок кривой АВ – участок, соответствующий периоду нормального изнашивания инструмента. По достижении некоторой величины В износ начинает резко расти и кривая износа идет круто вверх. Участок кривой за точкой В соответствует периоду катастрофического износа инструмента. В этом периоде износ нарастает настолько быстро, что если не прекратить дальнейшую работу, то это может привести к чрезмерно большому износу задней поверхности, при котором резко сократится число переточек, допускаемых инструментом, и увеличится время, затрачиваемое на переточку. Поэтому рациональная эксплуатация инструмента исключает работу в периоде катастрофического изнашивания. По мере износа инструмента
230