

Учебники / Статистические методы в управлении качеством ЧАСТЬ 1
.pdfМинистерство образования и науки Российской Федерации Федеральное агентство по образованию
Московский государственный институт электронной техники (технический университет)
__________________________________________
Д.Н. Гулидов, В.Г. Сиренко
Статистические методы в управлении качеством
Часть 1
Выборочный контроль по альтернативному признаку на основе параметра AQL
Учебное пособие
Допущено УМО по образованию в области прикладной математики и управления качеством в качестве учебного пособия для студентов высших учебных заведений, обучающихся по специальности 220501 «Управление качеством»
Москва 2008
PDF created with pdfFactory Pro trial version www.pdffactory.com

УДК 658.562.012.7 Г94
Рецензенты: В.П. Граб; канд. техн. наук, доц. П.С. Шильников
Гулидов Д.Н., Сиренко В.Г.
Г94 Статистические методы в управлении качеством. Ч.1: Выборочный контроль по альтернативному признаку на основе параметра AQL: Уч. пособие. - М.:
МИЭТ, 2008. - 104 с.: ил.
ISBN 978-5-7256-0526-6
В учебном пособии рассмотрено применение статистических методов для организации и осуществления выборочного контроля по альтернативному признаку на основе показателя приемлемого качества продукции AQL. Особенностью предлагаемого пособия является поддержка решений его задач нормами действующих в РФ стандартов серии ГОСТ Р 50779. Изучение алгоритмов реализации планов выборочного контроля проиллюстрировано решением задач на типовые сценарии контроля качества.
Учебное пособие может быть рекомендовано для студентов, обучающихся по направлению 220501 «Управление качеством», при изучении дисциплин «Статистические методы в управлении качеством» и «Экономика качества».
PDF created with pdfFactory Pro trial version www.pdffactory.com

Оглавление |
|
Введение ................................................................................................................................................... |
3 |
1. Приемочный выборочный контроль и его особенности................................................................. |
5 |
1.1. Статистическая обоснованность выборочного контроля ............................................................. |
5 |
1.2. Вероятностная оценка дефектности выборок по дефектности партии ........................................ |
6 |
1.3. Построение кривой оперативной характеристики по распределению Пуассона......................... |
8 |
1.4. Построение кривой оперативной характеристики с использованием таблиц Камерона............ |
10 |
2. Принципы AQL-системы организации |
|
выборочного контроля по альтернативному признаку................................................................ |
13 |
2.1. Понятие AQL и его связь с рисками поставщика и потребителя ................................................ |
13 |
2.2. AQL и AOQ как показатели среднего входного и выходного качества |
|
выборочного контроля ............................................................................................................... |
17 |
2.3. Определение AQL при двух и более видах несоответствий........................................................ |
19 |
3. Определение планов выборочного контроля разных уровней, |
|
одноступенчатого, нормальной жесткости .................................................................................... |
20 |
3.1. Атрибуты планов, схем и систем выборочного контроля ........................................................... |
20 |
3.2. Установление объема партий и их комплектование.................................................................... |
21 |
3.3. Уровни контроля и таблица их представлений ........................................................................... |
22 |
3.4. Определение выборочного плана по таблице.............................................................................. |
24 |
3.5. Использование расширенных таблиц для определения планов выборочного |
|
контроля и их α- и β-рисков ....................................................................................................... |
25 |
3.6. Определение объема выборки для продукции, содержащей критические |
|
несоответствия ........................................................................................................................... |
29 |
4. Выборочный контроль различных видов жесткости..................................................................... |
31 |
4.1. Экономическое обоснование контроля с переключениями по жесткости.................................. |
31 |
4.2. Таблично-графический метод оценки нормального и усиленного контроля ............................. |
32 |
4.3. Ослабленный контроль и его переключения ............................................................................... |
33 |
4.4. Правила переключения при статистическом приемочном контроле разной жесткости............. |
36 |
5. Ступенчатый контроль как процедура экономики качества ....................................................... |
38 |
5.1. Процедура двухступенчатого контроля....................................................................................... |
38 |
5.2. Многоступенчатый и усиленный контроль по ступеням |
|
последовательного отбора выборки........................................................................................... |
39 |
5.3. Сравнение одноступенчатых, двухступенчатых, многоступенчатых |
|
и последовательных планов выборочного контроля ................................................................. |
40 |
5.4. Непредпочтительные AQL........................................................................................................... |
42 |
6. Выборочный контроль с пропуском партий................................................................................... |
44 |
6.1. Понятие о контроле с пропуском партий .................................................................................... |
44 |
6.2. Одобрение (аттестация) поставщика и его продукции................................................................ |
45 |
6.3. Определение начальной частоты контроля партий или частоты ее уменьшения....................... |
47 |
6.4. Прерывание контроля с пропуском партий................................................................................. |
48 |
6.5. Повторное одобрение или неодобрение ...................................................................................... |
49 |
7. Выборочный контроль отдельных партий на основе предельного |
|
качества LQ....................................................................................................................................... |
51 |
7.1. Постановка задачи........................................................................................................................ |
51 |
7.2. Два вида процедур выборочного контроля на основе LQ ........................................................... |
51 |
7.3. Табличный метод определения плана выборочного контроля на предельном качестве ............ |
52 |
7.4. Оценка параметров выборочных процедур с непредпочтительными значениями LQ............... |
53 |
Заключение ............................................................................................................................................. |
55 |
Литература.............................................................................................................................................. |
56 |
Приложение ............................................................................................................................................ |
57 |
PDF created with pdfFactory Pro trial version www.pdffactory.com

Введение
В контуре управления качеством продукции и процессов ее производства становление статистического мышления как обязательного элемента снижения риска принятия ошибочного решения не могло не следовать временной шкале последовательного развития инженерии качества от «прошедшего» качества (backward quality) к «предстоящему» качеству (forward quality). В результате современное предприятие использует статистические методы, разработанные на всех перекрывающихся стадиях этого последовательного развития общего менеджмента качества, акцент которого перемещался от контроля и корректирующих действий управления по несоответствиям к предупреждающим по этапам:
-контроль или отбраковка (этап «прошедшего» качества);
-управление процессами (этап «текущего» качества);
-обеспечение качества (этап корректировки и предупреждения потенциальных источников несоответствий);
-планирование качества (этап улучшения результативности процесса);
-улучшение качества (этап улучшения эффективности).
Степень взаимоотношения «прошедшего», «текущего» и «предстоящего» качества можно оценить по компонентам затрат на качество, которые в соответствии со стандартом ГОСТ Р ВS 6143.2 - 2005 («Руководство по экономике качества. Ч. 2. Модель предотвращения, оценки и отказов») состоят из групп затрат превентивных (предотвращающих), затрат на оценку (включая контроль) и затрат на несоответствия - внутренние и внешние (рис.В1).
Затраты на внутренние несоответствия или издержки на внутренний брак - это потери производителя на устранение дефектов, выявленных им в процессе производства или оказания услуг. К ним относятся затраты на изготовление бракованной продукции и замену ее качественной, затраты на переработку, перепроверку проведенных исправлений, затраты на 100%-ную сортировку продукции (в случае отрицательных результатов ее выборочного контроля) и потери от уценки некачественной продукции. Наконец, к этому же типу затрат надо отнести обидные издержки на «исправление» качественной продукции, которая ошибочно была принята при контроле (выборочном или даже сплошном) за дефектную. Следовательно, здесь компонентом затрат выступают ошибки контроля.
Затраты на «внешние» несоответствия или издержки на «внешний брак» - это затраты производителя на исправление дефектов, обнаруженных потребителем в переданном ему продукте или оказанной услуге, затраты на гарантийный ремонт, расследование причин отказов, замену продуктов в течение гарантийного срока, снижение цены некачественной продукции, обнаруженной вне предприятия, и ее бесплатную замену качественным эквивалентом, наконец, затраты на штрафные санкции. Отметим, что помимо всех этих материальных потерь от внешнего брака производитель несет неизмеримые моральные издержки дискредитации бренда фирмы.
Можно задать вопрос: «Почему дефектная продукция была выявлена потребителем, а не поставщиком?». Ответ таков: «Она была пропущена последним при выход-
PDF created with pdfFactory Pro trial version www.pdffactory.com

Затраты, относящиеся к качеству
Полные затраты, относящиеся к качеству
Отказы
Оценка
Предотвращение
Осведомленность о качестве и улучшение
Рис.В1. Составляющие затрат на качество
ном контроле, когда дефектную продукцию он ошибочно принял как годную». Следовательно, брак явился следствием не только несовершенного производства, но и допущенной ошибки контроля.
Перенос акцента менеджмента на превентивные действия доказал, что значительное снижение всех совокупных затрат на различные формы оценок, включая контроль, а также затрат на несоответствия, в том числе и несоответствия самих оценок, обусловлено экономически: дешевле предупредить само появление брака (а тем более «пропуск» брака потребителю), чем искать его, а затем бороться с ним и его последствиями.
Настоящее учебное пособие можно рассматривать как своеобразную форму поддержки предупредительных действий, направленных на уменьшение затрат поставщика как на сами оценки продукции при ее контроле и отбраковки, так и на несоответствия этих оценок - их ошибок. В пособии рассматривается статистическое обоснование выборочного контроля по альтернативному признаку на основе параметра AQL в соответствии со следующими российскими стандартами серии ГОСТ Р
50779:
∙ГОСТ Р 50779.11 - 2000 «Статистические методы. Статистическое управление качеством. Термины и определения»;
∙ГОСТ Р 50779.70 - 99 «Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Ч. 0. Введение в систему выборочного контроля по альтернативному признаку на основе приемлемого уровня качества AQL»;
∙ГОСТ Р 50779.71 - 99 «Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Ч. 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества AQL»;
∙ГОСТ Р 50779.72 - 99 «Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Ч. 2. Планы выборочного контроля отдельных партий на основе предельного качества LQ»;
∙ГОСТ Р 50779.73 - 99 «Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Ч. 3. Планы выборочного контроля с пропуском партий».
Контроль по альтернативному признаку на основе показателя NQL будет рассматриваться в следующей части этого пособия.
PDF created with pdfFactory Pro trial version www.pdffactory.com

1. Приемочный выборочный контроль и его особенности
1.1. Статистическая обоснованность выборочного контроля
Существуют два основных вида контроля: выборочный контроль как любого вида проверка продукции или услуги с использованием выборок и сплошной контроль, который охватывает каждую единицу продукции или каждую услугу.
Процедуры выборочного контроля применяются, когда нужно решить, удовлетворяет ли определенным документированным требованиям (спецификациям) партия изделий, не изучая при этом все ее изделия. В силу статистической природы последующего решения относительно того принимать или не принимать партию изделий, эти методы объединяют в группу статистического приемочного контроля. Таким образом, везде далее под приемочным контролем понимается выборочный контроль, основанный на применении методов математической статистики для проверки по выборкам соответствия установленным требованиям качества партий изделий.
Согласно ГОСТ P 50779.10 под выборкой подразумевается одна или несколько выборочных единиц, взятых из генеральной совокупности и предназначенных для получения информации о ней. Различают приемочный контроль по альтернативному (качественному) и количественному признаку.
Под контролем по альтернативному признаку понимается проверка, при которой на основании определенного требования или ряда требований проверяемую продукцию классифицируют взаимоисключающе либо как приемлемую, либо альтернативно как неприемлемую по степени выявленных проверкой несоответствий в виде процента дефектных изделий или числа дефектов на 100 изделий.
При контроле по количественному признаку определяются численные значения одного или нескольких параметров самого изделия, а не «засоренности» партии, и последующее решение о ее приемке принимается по степени отклонения от номинала этих значений в выборке.
Статистическая обоснованность выборочного контроля продукции предполагает принятие подавляющего большинства партий, выпущенных при нормальном ходе производства, и отбраковку партий с неприемлемым количеством дефектной продукции, выпущенных, вероятно, при разлаженном производственном процессе. Экономическая же обоснованность выборочного контроля предполагает преимущество изучения только выборки (а не всей партии), что требует не только меньше времени, но и меньших финансовых затрат. Применение сплошного контроля оправдывается теперь лишь тогда, когда последствия дефектов требуют, чтобы не было пропущено ни одной негодной единицы продукции. Такая экстраординарность сплошного контроля предполагает всегда повышенное внимание контролера, и эта его ответственность, а также монотонная однотипность операций приводят, в конце концов, к ослаблению его внимания и совершению ошибки. В отличие от этого при выборочном контроле контролер имеет больше времени для осмотра каждой проверяемой единицы продукции, а зная период времени на конкретные работы по выборке, знает и моменты процедуры, когда можно ослабить внимание, чтобы затем сосредоточиться на ответственном приеме в соответствии с
PDF created with pdfFactory Pro trial version www.pdffactory.com

имеющимся у него запасом времени по всей операции. Единственно приемлемым выборочный контроль оказывается и в тех случаях, когда оценка изделия является разрушающей и сплошной контроль просто уничтожил бы всю партию. Наконец, с управленческой точки зрения преимущества выборочного контроля, вместо сплошного, состоит в том, что отбраковка на основе проверки только выборки из всей партии заставляет всех поставщиков в цепочке поставки строже придерживаться стандартов качества, совершенствуя технологический процесс в предложении потребителю заведомо приемлемой продукции. Недостатки же, присущие выборочному контролю, обусловлены его статистической природой, которая предусматривает как вероятность случайного принятия партии заведомо низкого качества так и, наоборот, вероятность случайного забракования партии даже не просто приемлемого, а очень хорошего качества.
Действительно, если из одной и той же партии, содержащей определенную долю дефектных изделий, несколько раз подряд взять выборки одинакового объема (возвращая выборку в партию, чтобы общее количество изделий в партии не менялось), то окажется, что число обнаруживаемых дефектных изделий в выборке не будет постоянным. Вследствие этой характерной колеблемости выборки ее дефектность отражает дефектность всей партии, но не всегда совпадает с ней. Интуитивно понятно, что вероятности как ошибочного забракования хорошей продукции, так и ошибочного «пропуска» плохой можно уменьшить, увеличивая объем выборки - в пределе до сплошного контроля. Поскольку с увеличением объема выборки затраты на контроль, с одной стороны, возрастают, а с другой - уменьшаются из-за роста достоверности контроля, то в оптимуме ему не должны подвергаться ни избыточно большое число изделий, ни чрезмерно малое, которое увеличивает вероятность пропуска брака. Кроме того, наряду с исключением произвола в назначении объема выборки поставщиком и потребителем должны быть согласованы объективные количественные критерии приемки или, наоборот, забракования партии по числу обнаруженных в выборке из нее дефектных изделий или по количествау дефектов в ней. Решение обеих задач и обеспечивается статистической обоснованностью выборочного контроля. Важность ее в обустройстве отношений потребителя и поставщика, с одной стороны, потенциально конфликтных, а с другой стороны – экономически взаимовыгодных востребовала применение статистики в нормативной среде ряда международных и отечественных стандартов. В Российской Федерации воспроизводимость процедур выборочного контроля и достоверность их результатов, обеспечиваемая методами математической статистики, установлена 12 национальными стандартами ГОСТ Р 50779.
1.2. Вероятностная оценка дефектности выборок по дефектности партии
Для оценки дефектности выборок в инженерии качества используются три статистических распределения: гипергеометрическое, биноминальное и распределение Пуассона. Применение двух последних начнем с решения типовых задач, приняв следующие обозначения:
p - доля несоответствующей продукции в партии, ожидаемая в выборке из нее; P - вероятность попадания в выборку r и более дефектных единиц P(³r);
PDF created with pdfFactory Pro trial version www.pdffactory.com

n - объем выборки;
m - математическое ожидание числа дефектов в выборке m = pn.
Задача 1.1. Пусть доля дефектных изделий в партии 6%, объем выборки составляет 100 единиц. Определить по таблицам биноминального (табл.П1) и пуассоновского (табл.П2) распределения вероятность того, что в выборке будет три и более дефектных изделий.
Решение. При использовании таблиц этих типов в инженерии качества следует отметить различие их столбцов: в биноминальном распределении обозначение столбцов соотносится с ожиданием доли p несоответствующей продукции в партии, в пуассоновском - с ожидаемым числом дефектов в выборке. Поэтому, найдя в табл.П1 для n = 100 значение 0,9434 на пересечении столбца p = 0,06 и строки r = 3, учтем, что величина Pб(³3) = 0,9434 является кумулятивной, определяя суммарную вероятность p(r ≥ 3) того, что в выборке будет содержаться три, четыре, пять и более дефектных единиц.
Обратимся для сравнения к таблице Пуассона (см. табл.П2), в столбцах которой ищем ожидаемое число m дефектов в выборке n (а не дефектность партий p, как в таблице биноминального распределения). Поскольку условием задачи в выборке объемом n = 100 единиц ожидается m = 6 дефектных изделий, то искомую вероятность находим на пересечении колонки m = 6 со строкой «три и больше» и определяем ее значение PП(³3) = 0,9380. Отметим отличие Pб(³3) и PП(³3).
Задача 1.2. По условию задачи 1.1 найти биноминальную и пуассоновскую вероятности того, что в выборке будет ровно три единицы дефектной продукции Pб(3) и PП(3).
Решение. Очевидно, что для нахождения вероятности «точно 3» надо из кумулятивной суммы «3 и больше» вычесть «4 и больше»:
Pб(3) = 0,9434 – 0,8570 = 0,0864,
PП(3) = 0,9380 – 0,8488 = 0,0892.
Отметим опять некоторое небольшое различие результатов расчетов по двум распределениям. В связи с этим укажем, что обращение к распределению Пуассона как аппроксимации биноминального распределения может быть использовано, если n - большое, предпочтительно n ≥ 30, p - маленькое, предпочтительно p ≤ 0,10, причем np ≤ 5. И хотя таблицы оценок дефектности по стандартам ГОСТ Р 50779 основаны не на приближенных, а на точных расчетах по биноминальному распределению (а если нужно - и по гипергеометрическому), при решении задач настоящего курса будем, по возможности, пользоваться распределением Пуассона в пределах небольшой погрешности его сходимости к распределению биноминальному при np ≤ 5. Погрешность на границе этого условия видна по результатам оценок в задачах 1.1 и 1.2, и различие в 3-м знаке после запятой для нас будет не значимо.
Задача 1.3. В выборке n = 100 из партии дефектностью 10% можно ожидать 10 дефектных изделий. Но такое же количество их ожидается в выборке n = 50 из партии дефектностью 20%. Проверить по таблице биноминального распределения, совпадут ли вероятности Pб(10) попадания ровно 10 дефектных изделий в эти выборки разного объема.
Решение. Из табл.П1 получим вначале вероятности «10 и больше»:
для n = 50 p = 0,20 Pб (³10) = 0,5569;
PDF created with pdfFactory Pro trial version www.pdffactory.com

для n = 100 p = 0,10 Pб (³10) = 0,5487.
Затем по данным табл.П1 из полученных значений вычитаем «хвост 11 и больше». В результате получим:
для n = 50 p = 0,20 |
Pб (10) = 0,1399; |
для n = 100 p = 0,10 |
Pб (10) = 0,1319. |
Отметим различие биноминальных вероятностей для выборок n = 50 и n = 100 при том, что их ожидаемая дефектность одинакова. Отметим, что между пуассоновскими оценками этой разницы значений не будет, так как для обеих выборок используется одна и та же колонка табл.П2 с m = 10, с решением PП(10) = 0,125. Однако разница этого значения с полученными выше величинами для Pб(10) значима, что объясняется неправомерностью использования здесь отношения Пуассона - далеко за границами условия pn ≤ 5 (в табл.П2 m ≤ 5).
Задача 1.4. Пусть, как в задаче 1.1, имеем n = 100, r ³ 3, но p = 0,8%. Определить
PП(r ³ 3).
Решение. Предпочтение обращения к распределению Пуассона по сравнению с биноминальным распределением здесь очевидно, так как условие задачи заведомо соответствует области хорошей аппроксимации. Из таблицы Пуассона для m = np = 0,8 получим P(r ³ 3) = 0,047.
1.3. Построение кривой оперативной характеристики по распределению Пуассона
Сравним результаты решения задачи 1.1 и задачи 1.4. При одних и тех же объемах выборки n и числе r (отслеживаемых в ней дефектных изделий) вероятность появления дефектных изделий хорошо отображает дефектность партий, из которых берется выборка. Действительно, из сильно засоренных партий, где P = 6%, вероятность появления трех и более дефектных изделий P(r³) » 0,94, а из партии, где
P = 0,8%, только 0,05.
Следовательно, по вероятности появления в выборке одного и того же объема (в данном случае n = 100) какого-то числа дефектных изделий (в данном случае трех и больше) можно оценить дефектность партий, из которых брались выборки (в данном случае 6 и 0,8%).
Очевидно, если подобными расчетами охватить больший диапазон дефектности партий, а расчеты провести не для двух «засоренностей», а, например, для десяти, то можно оценить дефектности партий по вероятности присутствия в выборке из них более чем какого-то определенного количества дефектных изделий. Такую зависимость, отображенную графически, называют оперативной характеристикой (ОХ).
Для построения кривой ОХ можно решать уравнение Пуассона:
P(r) = enp (np)γ , r!
где вероятность P(r) наличия дефектных изделий в выборке объемом n ровно r и больше, когда в ней ожидается np дефектных изделий.
PDF created with pdfFactory Pro trial version www.pdffactory.com
На практике, однако, для построения ОХ удобнее пользоваться таблицей распределения Пуассона (см. табл.П2).
Задача 1.5. Подготовить данные для построения ОХ плана выборочного контроля как зависимости вероятности появления трех и более дефектных изделий в выборке объемом n = 100 от дефектности исходных партий в диапазоне 1 - 10% с шагом (разрешением) 1%.
Решение. Построение ОХ предполагает выявление зависимости от дефектности p партий вероятности появления в выборке из них «r и больше» дефектных изделий. Найдем все точки этой зависимости по таблице Пуассона для разных p в произведениях m = np, т.е. для ряда m: 1,0; 2,0 и т.д. до 10,0. Получим соответственный ряд для
чисел Pr ≥ 3(p): |
2,0 |
3,0 |
4,0 |
5,0 |
6,0 |
7,0 |
8,0 |
9,0 |
10,0 |
|
m |
1,0 |
|||||||||
Pr ≥ 3(p) 0,0803 |
0,3233 |
0,5768 |
0,7619 0,735 0,938 0,9704 |
0,9862 |
0,9938 0,9972 |
|||||
Соединив точки, можно получить ОХ как кривую зависимости вероятности появления в выборке объемом n = 100 трех и более дефектных единиц от дефектности партии.
Задача 1.6. Построить кривую ОХ для объема выборки n = 150 изделий и так называемого «приемочного» числа Aс = 3 как критерия r ≤ 3 приемки партий по количеству присутствия в выборке не более трех дефектных изделий.
Решение. В предыдущих задачах распределения Пуассона и биноминальное применялись при определении дефектности выборки либо по вероятности появления в ней r дефектов, либо r и более. На практике же условию приемки соответствует вероятность появления r и меньшего числа дефектов. В этом смысле r = 3 настоящей задачи - приемочное число Ac = 3, тогда как r = 4, очевидно, является «браковочным числом», обозначаемым далее как Re и здесь Re = 4.
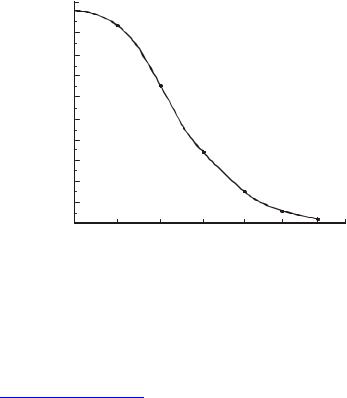
Таблицы Пуассона и биноминального распределения (см. табл.П1, П2) непосредственно не содержат вероятностей «r и меньше», которые могут быть легко найдены из этих таблиц вычетом из 1 «хвоста распределения» от значения «r + 1 и больше». Такая пересчитанная таблица (табл.П3) очень удобна в практических оценках, например, для решения последней задачи, где рассчитываем ожидаемую дефектность выборок как произведение 150p в партиях с разной дефектностью в диапазоне p(1 - 6%), а затем по табл.П3 для этих партий определяем вероятности Pa их приемки как значения P(r ≤ 3). Полученные данные сводим в табл.1.1, по которой строим ОХ выборочного контроля для n = 150, Ас = 3 (рис.1.1).
Таблица 1.1
Зависимость вероятности Pa приемки партий от их дефектности P, оцениваемая по количеству дефектных изделий r ≤ 3 в выборке объемом n = 150
р, % |
пр |
Р(r ≤ 3) |
1 |
(150·0,01) = 1,50 |
0,93 |
2 |
(150·0,02) = 3,00 |
0,65 |
3 |
(150·0,03) = 4,50 |
0,34 |
4 |
(150·0,04) = 6,00 |
0,15 |
5 |
(150·0,05) = 7,50 |
0,06 |
6 |
(150·0,06) = 9,00 |
0,02 |
Pа |
|
|
|
|
|
|
1,0 |
0,93 |
|
|
|
|
|
0,9 |
|
|
|
|
|
|
|
|
|
|
|
|
|
0,8 |
|
|
|
|
|
|
0,7 |
|
0,65 |
|
|
|
|
0,6 |
|
|
|
|
|
|
0,5 |
|
|
|
|
|
|
0,4 |
|
|
0,34 |
|
|
|
0,3 |
|
|
|
|
|
|
0,2 |
|
|
|
0,15 |
|
|
0,1 |
|
|
|
|
0,06 |
0,02 |
0 |
1 |
2 |
3 |
4 |
5 |
6 p, % |
Рис.1.1. Кривая ОХ для объема выборки n = 150 и приемочного числа Ac = 3
PDF created with pdfFactory Pro trial version www.pdffactory.com