

Учебники / Статистические методы в управлении качеством ЧАСТЬ 1
.pdf1.4.Построение кривой оперативной характеристики
сиспользованием таблиц Камерона
Договоренности поставщиков и потребителей в отношении схемы выборочного контроля основываются на их компромиссе относительно рисков α и β соответственно забракования партий так называемого приемлемого уровня AQL дефектности (риск α для дефектности партий p1 ≤ AQL) и риска пропуска через контроль партии заведомо неприемлемого уровня дефектности (риск β для дефектности партии
p2 ≥ LQ).
Таким образом, задача определения компромиссной схемы выборочного контроля сводится к отысканию такой его оперативной характеристики, которая пройдет через точки (p1 = AQL, α) и (p2 = LQ, β), называемые соответственно точками риска поставщика и потребителя.
В задаче 1.6 такими точками могли бы, по договоренности, быть точки на кри-
вой рис.1.1 с координатами p1 = 1% = AQL, α = 0,07 и p2 = LQ = 5%, β = 0,06. Расче-
том, задаваясь значениями α и β, можно было построить искомую кривую соответственно табл.1.1 и рис.1.1. На практике, однако, чаще используют стандартные значения рисков поставщика α, равные 0,05 или 0,01, и стандартные значения рисков потребителя β, равные 0,01; 0,05 или 0,10. Для этих стандартных сочетаний разработан экспрессный метод построения ОХ с помощью двух таблиц Камерона (табл.П4 и П5).
Первая таблица Камерона (см. табл.П4) позволяет на основании координат риска поставщика (p1, α) и потребителя (p2, β) определить объем выборки n и приемочное число Aс контроля. Эта таблица отношений p2/p1 соответствует двум группам сочетаний α и β: первые пять столбцов слева соответствуют группе с α = 0,05; следующие пять столбцов образуют группу с α = 0,01. Каждая из этих групп развертывается по значениям β = 0,1; 0,05 и 0,01.
Вторая таблица Камерона (см. табл.П5) - это таблица значений m = np. Она позволяет построить ОХ по значению приемочного числа Ас.
Задача 1.7. Используя таблицы Камерона, построить кривую ОХ по следующим исходным данным: α = 0,05; β = 0,10; p1 = 2%; p2 = 8%.
Решение. Используя таблицы Камерона применим процедуру построения ОХ, состоящую из следующих пяти операций:
1.Вычисляем отношение p2/p1 = 8/2 = 4.
2.По табл.П4 выбираем строку со значением в ней p2/p1, равным или ближай-
шим большим, чем вычисленное при заданном сочетании рисков α и β. По фрагменту табл.П4, воспроизведенному в табл.1.2, находим эту строку, в которой p2/p1 = 4,057.
3.Находим по табл.1.2 приемочное число Ас и ожидаемое количество дефектов
ввыборке - значение np1. Из выбранной строки определяем c = Aс = 4, np1 = 1,97.
4. Определяем значение n делением np1 на p1. В нашем случае n = 1,97/0,02 = 98,5; т.е. n ≈ 100.
PDF created with pdfFactory Pro trial version www.pdffactory.com

|
|
|
|
|
|
|
|
|
Таблица 1.2 |
||
|
|
Фрагмент первой таблицы Камерона (см. табл.П4) |
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
Ас |
α = 0,05 |
α = 0,05 |
α = 0,05 |
пр1 |
Ас |
α = 0,01 |
α = 0,01 |
α = 0,01 |
|
пр1 |
|
|
β = 0,10 |
β = 0,05 |
β = 0,01 |
|
|
β = 0,10 |
β = 0,05 |
β = 0,01 |
|
|
|
0 |
44,890 |
58,404 |
49,781 |
0,052 |
0 |
229,105 |
298,073 |
458,210 |
|
0,010 |
|
1 |
10,946 |
13,349 |
18,681 |
0,355 |
1 |
26,184 |
31,933 |
44,686 |
|
0,149 |
|
2 |
6,509 |
7,699 |
10,280 |
0,818 |
2 |
12,206 |
14,439 |
19,278 |
|
0,436 |
|
3 |
4,890 |
5,675 |
7,352 |
1,366 |
3 |
8,115 |
9,418 |
12,202 |
|
0,823 |
|
4 |
4,057 |
4,646 |
5,890 |
1,970 |
4 |
6,249 |
7,156 |
9,072 |
|
1,279 |
|
5 |
3,549 |
4,023 |
5,017 |
2,613 |
5 |
5,195 |
5,889 |
7,343 |
|
1,785 |
|
… |
… |
… |
… |
… |
… |
… |
… |
… |
|
… |
|
37 |
1,619 |
1,710 |
1,390 |
28,460 |
37 |
1,833 |
1,936 |
2,139 |
|
25,143 |
|
38 |
1,609 |
1,698 |
1,875 |
29,327 |
38 |
1,818 |
1,920 |
2,118 |
|
25,955 |
|
39 |
1,599 |
1,687 |
1,860 |
30,196 |
39 |
1,804 |
1,903 |
2,098 |
|
26,770 |
|
5. По найденному значению Ас на пересечении его с различными вероятностями приемки партии Pa из второй таблицы Камерона (см. табл.П5) определяем числа, разделив которые на n, получим соответствующие Pa и дефектности продукции p в партиях. Для данной задачи, используя табл.1.3 (фрагмент табл.П5), для найденного Ас = 4 определяем числа, при делении которых на объем выборки (здесь n = 100) фиксируются значения p, развернуты по строке Ac = 4 тринадцатью представительными значениями вероятностей Pa приемки по столбцам табл.1.3.
Результаты вычислений заносим в табл.1.4.
Таблица 1.3
Фрагмент второй таблицы Камерона (см. табл.П5) для расчета ОХ
Ра |
0,995 |
0,990 |
0,975 |
0,950 |
0,900 |
0,750 |
0,500 |
0,250 |
0,100 |
0,050 |
0,025 |
0,0 10 |
0,005 |
Ас = 0 |
0,005 |
0,010 |
0,025 |
0,051 |
0,105 |
0,288 |
0,693 |
1,386 |
2,303 |
2,996 |
3,689 |
4,605 |
5,298 |
1 |
0,103 |
0,149 |
0,242 |
0,355 |
0,532 |
0,961 |
1,678 |
2,693 |
3,890 |
4,744 |
5,572 |
6,638 |
7,430 |
2 |
0,338 |
0,436 |
0,619 |
0,818 |
1,102 |
1,727 |
2,674 |
3,920 |
5,322 |
6,296 |
7,224 |
8,406 |
9,274 |
3 |
0,672 |
0,823 |
1,090 |
1,366 |
1,745 |
2,535 |
3,672 |
5,109 |
6,681 |
7,754 |
3,768 |
10,045 |
10,978 |
4 |
1,078 |
1,279 |
1,623 |
1,970 |
2,433 |
3,369 |
4,671 |
6,274 |
7,994 |
9,154 |
10,242 |
11,605 |
12,594 |
5 |
1,537 |
1,785 |
2,202 |
2,613 |
3,152 |
4,219 |
5,670 |
7,423 |
9,275 |
10,513 |
11,668 |
13,108 |
14,150 |
… |
… |
… |
… |
… |
… |
… |
… |
… |
… |
… |
… |
… |
… |
48 |
32,348 |
34,198 |
36,250 |
38,082 |
40,270 |
44,115 |
48,667 |
53,522 |
58,158 |
61,054 |
63,641 |
66,738 |
68,901 |
49 |
33,664 |
35,032 |
37,111 |
38,965 |
41,179 |
45,067 |
49,667 |
54,571 |
59,249 |
62,171 |
64,780 |
67,903 |
70,084 |
Таблица 1.4
Координаты точек ОХ для α = 0,05; β = 0,10; p1 = 2%; p2 = 8% и Ас = 4
Ра |
0,995 |
0,990 |
0,975 |
0,950 |
0,900 |
0,750 |
0,500 |
0,250 |
0,100 |
0,050 |
0,025 |
0,010 |
0,005 |
р,% |
1,078 |
1,279 |
1,623 |
1,970 |
2,433 |
3,369 |
4,671 |
6,274 |
7,994 |
9,154 |
10,242 |
11,605 |
12,594 |
PDF created with pdfFactory Pro trial version www.pdffactory.com
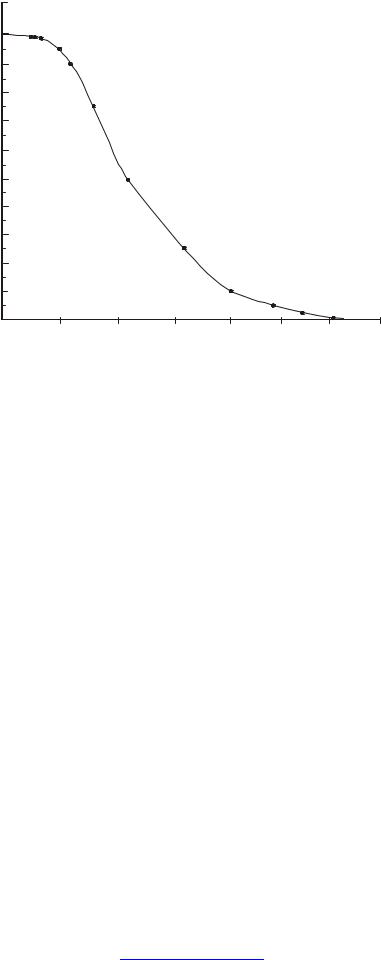
Полученная по координатам точек кривая ОХ приведена на рис.1.2.
Pа |
|
|
|
|
|
|
|
0,990,990 |
|
|
|
|
|
|
|
1,0 |
0,975 |
|
|
|
|
|
|
|
0,950 |
|
|
|
|
|
|
|
0,900 |
|
|
|
|
|
|
0,8 |
0,750 |
|
|
|
|
|
|
|
|
|
|
|
|
||
0,6 |
|
|
|
|
|
|
|
|
|
0,500 |
|
|
|
|
|
0,4 |
|
|
|
|
|
|
|
|
|
|
|
0,25 |
|
|
|
0,2 |
|
|
|
0,100 |
|
|
|
|
|
|
|
|
|
||
0 |
|
|
|
|
0,050 |
0,01 |
0,005 |
2 |
4 |
6 |
8 |
10 |
|
12 p, % |
|
|
|
||||||
Рис.1.2. |
Кривая ОХ |
для |
выборочного |
плана с |
параметрами |
||
|
α = 0,05; β = 0,10; p1 = 2%; p2 = 8%, Ac = 4 |
|
|||||
PDF created with pdfFactory Pro trial version www.pdffactory.com

2. Принципы AQL-системы организации выборочного контроля по альтернативному признаку
2.1. Понятие AQL и его связь с рисками поставщика и потребителя
Каждый выборочный план имеет собственную ОХ, которая наглядно демонстрирует его свойства. На рис.2.1 приведена ОХ для следующего плана: объем выборки n = 200 единиц; приемочное число Ac = 7; браковочное число Re = 8 несоответствующих единиц.
На горизонтальной оси указан уровень качества продукции, соотнесенный с качеством производственного процесса ее получения, на вертикальной оси - число партий в процентах, которые в среднем будут приняты при использовании данного плана, или вероятность приемки партий разного качества. Очевидно, что вдоль горизонтальной оси уровень качества ухудшается, так как возрастает дефектность или, как говорят, «засоренность» партии. Обозначение вероятности приемки Pa отражает принятое в выборочном контроле сокращение от английского слова «accept» (принять).
Ожидаемый процент |
|
|
|
Партии дефектностью 3% |
||||
принятых партий 100Pa, % |
|
|
|
|||||
100 |
|
|
|
соответствует вероятность |
||||
|
|
|
приемки Pa = 74% |
|
||||
90 |
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
80 |
|
|
|
|
|
|
|
|
70 |
|
|
|
|
|
|
|
|
60 |
|
|
|
|
|
|
|
|
50 |
|
|
|
|
|
|
|
|
40 |
|
|
|
|
|
|
|
|
30 |
|
|
|
|
|
|
|
|
20 |
|
|
|
|
|
|
|
|
10 |
|
|
|
|
|
|
|
|
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
||||||||
|
|
|
|
|
Дефектность предъявленной |
|||
|
|
|
|
|
партии продукции 100p, % |
|||
Рис.2.1. Оперативная характеристика плана выборочного контроля (по умолчанию одноступенчатого, нормального) с объемом выборки n = 200, приемочным числом Ас = 7 и браковочным числом Re = 8
Из рис.2.1 следует, что если предъявленная на контроль продукция содержит 3% несоответствующих единиц, то в соответствии с планом примерно 74% таких партий будут приняты. Можно показать, что при уровне качества 2,3% вероятность приемки составит уже 90%, т.е. в среднем 9 из 10 партий будут приняты.
PDF created with pdfFactory Pro trial version www.pdffactory.com

На практике уровень несоответствий в предъявляемых партиях не известен, иначе они могли бы приниматься непосредственно без контроля. Поэтому нужно, чтобы оперативная характеристика отображала вероятность приемки партий с каким-то данным уровнем несоответствий, например заданным процентом несоответствующих единиц продукции. Для этой цели на горизонтальной оси ОХ выделяют значение приемлемого уровня качества AQL, которое принимают на шкале качества за разграничительную величину, отделяющую с точки зрения статистического приемочного контроля хорошее качество от плохого. Теперь было бы важно определить такой метод выборочного контроля, с помощью которого партии качеством лучше AQL предпочтительно принимались, но отклонялись, если качество партий хуже AQL. Такой план в идеале должен отображаться не «кривой» оперативной характеристики, а «единичной ступенью» на рис.2.2, которая спускается вертикально на отметке AQL, «зануляя» приемку партии дефектностью выше AQL. Реально этого, конечно, нельзя достигнуть ни при одном плане контроля, включая сплошной (здесь - из-за случайных ошибок оператора). Поэтому вместо идеальной характеристикиступени статистика имеет дело с кривой оперативной характеристики, которая, опускаясь без изломов с единичного значения на горизонтальную ось качества, отображает вероятность приемки Ра = 1 при нулевой дефектности и уменьшающуюся вероятность приемки партии с дефектностью менее AQL, AQL и более AQL.
Ожидаемый процент |
|
|
|
принятых партий |
|
|
|
100Pa, % 100 |
|
|
|
90 |
|
|
|
80 |
|
|
|
70 |
|
|
|
60 |
|
|
|
50 |
|
|
|
40 |
А |
Б |
|
30 |
|||
|
|||
20 |
|
|
|
10 |
|
|
|
0 |
|
Дефектность предъявленной |
|
|
AQL |
||
|
|
партии продукции 100p, % |
Рис.2.2. Кривые оперативной характеристики с преимуществом потребителя А и производителя Б
Любая такая реальная кривая оперативной характеристики (см. рис.2.2) пересекает вертикальную AQL-линию идеальной ступени только в одной точке, например кривая А пересекает вертикальную ступень близко к нижней части графика. Из рис.2.3 этой же кривой, представленной в AQL-абсциссе, видно, что такой план имеет преимущество в защите потребителя по сравнению с планом, отображенным кривой Б на рис.2.2, поскольку любая из предъявленных партий с качеством хуже AQL будет иметь очень низкую вероятность приемки, т.е. высокую вероятность отклонения. Но такой план вряд ли устроит изготовителя, у которого нет претензий в отношении большинства партий с качеством хуже AQL, но есть обоснованная озабочен-
PDF created with pdfFactory Pro trial version www.pdffactory.com

ность относительно приемки партий, качество которых лучше AQL, - ведь большая часть из них тем не менее отклоняется (даже при засоренности менее четверти от приемлемой потребителю). Изготовитель хорошей продукции не может смириться, например, с тем, что только одна партия из пяти пройдет приемку при доле несоответствующих единиц даже вполовину заведомо приемлемого AQL. Это не устраивает его экономически: ведь для приемки он вынужден делать продукцию значительно лучше, чем действительно требуется, что существенно увеличивает ее цену и, соответственно, нарушает конкурентные позиции поставщика на рынке.
Ожидаемый процент |
|
|
|
принятых партий |
|
|
|
100Pa, % |
100 |
|
|
|
90 |
|
|
|
80 |
|
|
|
70 |
|
|
|
60 |
|
|
|
50 |
|
|
|
40 |
|
|
|
30 |
|
|
|
20 |
|
|
|
10 |
|
|
|
0 |
|
Дефектность предъявленной |
|
AQL/4 |
AQL |
|
|
AQL/2 |
партии продукции 100p, % |
|
|
|
|
|
Рис.2.3. Оперативная характеристика плана выборочного контроля |
|||
со значительным преимуществом интересов потребителя |
|||
Кривая Б на рис.2.2, которая пересекает вертикальную AQL-линию идеальной ступени в верхней части графика, подробнее анализируется на рис.2.4. Здесь ситуация, отображенная так же в AQL-абсциссе, уже «на пользу» изготовителя: практически всегда принимаются партии с качеством AQL или лучше, но интересы потребителя не защищены, поскольку существует большая вероятность приемки партий с
Ожидаемый процент |
|
принятых партий 100Pa,% |
|
100 |
|
90 |
|
80 |
|
70 |
|
60 |
|
50 |
|
40 |
|
30 |
|
20 |
|
10 |
|
0 |
AQL 2AQL Качество предъявленной |
|
|
|
продукции 100p, % |
Рис.2.4. Оперативная характеристика плана выборочного контроля со значительным преимуществом интересов поставщика, имеющего высокую вероятность приемки партии с качеством лучше AQL
PDF created with pdfFactory Pro trial version www.pdffactory.com

дефектностью хуже AQL. Например, из рис.2.4 видно, что при засоренности партий вдвое больше приемлемой величины, т.е. при проценте несоответствующих единиц 2AQL, почти 60% таких партий пройдут приемку.
Представление в терминах AQL таких противоположных сценариев, как показанные на рис.2.2 - 2.4, не случайно: выборочный контроль «системы AQL» как практической методики, учитывающей риск потребителя (приемки продукции плохого качества) в балансе с риском поставщика (отклонения продукции высокого качества) основан на соотнесении этих рисков с параметром AQL приемлемого качества. Риск поставщика, обозначаемый греческой буквой α, представляется как вероятность 1 – Ра ошибочного отклонения («неприемки») партии дефектностью AQL, тогда как риск потребителя β - это вероятность Ра приемки партии неприемлемого, так называемого «предельного» уровня качества LQ засоренностью в k-раз больше AQL (рис.2.5). Поскольку риск поставщика α - это вероятность отклонения партии на уровне приемлемого качества, то на оперативной характеристике выборочного контроля ей и соответствует та характерная точка с координатами (AQL, α) или с координатами (AQL, 1 – Ра ), которая выше определялась как точка риска поставщика.
Pа
1
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
||
|
|
|
|
|
|||
AQL |
LQ |
Уровень качества |
|||||
|
|
||||||
|
|
Приемлемый |
Предельный |
партии (процесса) |
|||
|
|
уровень |
уровень |
|
|||
|
|
качества |
качества |
|
|||
Рис.2.5. Кривая оперативной характеристики с точками риска поставщика и потребителя
Соответственно, если риск потребителя β при этом же плане выборочного контроля представляется как вероятность приемки партии продукции качества LQ, признаваемого заведомо или даже «крайне» неудовлетворительным, то на оперативной характеристике выборочного контроля эта точка риска (LQ, β) связывается с неприемлемым уровнем качества самого процесса производства поставщика. Более того, со значением LQ как величиной предельного уровня «некачества» сопоставляется и та часть партий ухудшающегося качества, которая имеет дефектности выше AQL со значимыми для потребителя вероятностями Ра их приемки в этом ряду ухудшения качества поставок. Точка риска потребителя связывается со сценарием не обязательно поставки потребителю продукции плохого качества. Напротив, это может быть поставка партий того же качества. Однако она вызывает особую настороженность у потребителя, поскольку поступила к нему отдельной партией вне связи с предысторией ее изготовления и со всей последовательностью изготовления партии.
PDF created with pdfFactory Pro trial version www.pdffactory.com

Отметим, что при контроле не последовательных, а отдельных партий предельное качество LQ из-за потери контекста предыстории их изготовления превращается в единственный опорный показатель, соответствуя заведомо неизвестному и, по предположению, возможно, низкому уровню качества, для которого в целях выборочного контроля оговаривается низкая вероятность приемки. Поэтому в обосновании приемки отдельных партий доля несоответствующих единиц в выборке из них устанавливается значительно ниже LQ, присущего контролю последовательных партий, и должна соответствовать особым планам (см. главу 7).
2.2. AQL и AOQ как показатели среднего входного и выходного качества выборочного контроля
Важнейший принцип организации выборочного контроля на основе AQL полагает, что AQL является не только граничным показателем требуемого качества принимаемой контролем продукции, но и отображением среднего уровня настроенности оперативного производственного процесса, который по качеству производимой продукции равен или меньше AQL. Принимается, что AQL в непрерывной серии партий для выборочного контроля - это уровень качества, соответствующий пределу среднего уровня удовлетворительного процесса, а LQ - это параметр, который для целей выборочного контроля служит уже границей заведомо неудовлетворительного среднего уровня качества процесса. Таким образом, предполагается, что контролируемые партии будут в большинстве случаев приняты, если поставщик производит их в процессе среднего уровня качества лучше AQL. С другой стороны, AQL - это компромиссный уровень качества, экономически обоснованный между предпочтительным качеством для потребителя и тем, который изготовитель может себе позволить относительно затрат на выборочный контроль, особенно контроль с «разбракованием», т.е с заменой дефектных единиц продукции на годные.
При среднем уровне процесса, близком к AQL, когда большая часть партий принимается и качество процесса не меняется, а отклоненные партии бракуют, а не разбраковывают, выборочный контроль на качество конечной продукции влияет мало: «проходят» приемку преимущественно те партии, у которых «засоренность» меньше AQL. Однако при контроле с разбраковыванием в отклоненной партии контролю подвергается каждая ее единица с заменой всех несоответствующих единиц партии на годные. Следовательно, при контроле без разбраковки выходное качество после контроля практически соответствует входному, при контроле же с разбраковкой все изделия в отклоненных партиях должны соответствовать техническим требованиям. Значит, при одном и том же входном качестве р партий их выходное качество может меняться от партии к партии, принимая значения либо р, либо 0 в зависимости от события приемки партии по выборке с вероятностью Ра либо события представления ее с вероятностью 1 – Ра на разбраковку с «очисткой» - заменой дефектных изделий на годные.
PDF created with pdfFactory Pro trial version www.pdffactory.com

|
Суммирование p и 0 по мере выборочного контроля партии позволяет опреде- |
||||||||
лить среднее выходное качество, что возможно, если в течение длительного проме- |
|||||||||
жутка времени входное качество не меняется и равно р. |
|
|
|||||||
|
Таким образом, аналогично понятию AQL как связанного с производством по- |
||||||||
ставщика показателя среднего входного качества для выборочного контроля с раз- |
|||||||||
бракованием вводится показатель среднего выходного качества AOQ. Отметим, что |
|||||||||
принятое название показателя AOQ как показателя «качества» фактически подразу- |
|||||||||
мевает его «некачество», поскольку величина его определяется в терминах засорен- |
|||||||||
|
|
AOQL-предел среднего |
|
ности p. Эта величина определяется ве- |
|||||
AOQ, % |
|
роятностями различных схем такого кон- |
|||||||
|
выходного качества |
|
|
||||||
|
|
|
троля отклонить партию и, следователь- |
||||||
|
1,6 |
|
|
|
|
|
|||
|
|
|
AOQ-кривая |
но, заменять ее несоответствующие |
|||||
|
|
|
|
||||||
|
1,2 |
|
|
n = 315, Ac = 5 |
единицы на годные. |
|
|||
|
|
|
|
Поскольку среднее выходное качество |
|||||
|
0,8 |
|
|
|
|
|
|||
|
|
|
|
|
|
AOQ определяют как средний процент не- |
|||
|
0,4 |
|
|
|
|
|
соответствующих |
единиц, |
полученных |
|
|
|
|
|
|
приемкой с разбраковыванием в большом |
|||
|
|
|
|
|
|
|
|||
|
0 |
1 |
2 |
|
4 |
|
числе партий из процесса непрерывного |
||
|
|
3 |
|
производства продукции качества р, то это |
|||||
|
Дефектность предъявляемых к контролю |
среднее качество должно быть, по крайней |
|||||||
|
с разбраковкой партий продукции 100р, % |
мере, не хуже р. Более того, при плохом |
|||||||
Рис.2.6. Зависимость выходного качества AOQ |
входном качестве, т.е. качестве, которое |
||||||||
от |
входного |
|
для |
выборочного |
контроля |
фактически приведет к сплошному кон- |
|||
|
с разбракованием при данных n и Ac |
тролю большой доли партий, среднее вы- |
|||||||
|
ходное качество контроля может быть и |
||||||||
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
значительно лучше входного в результате |
||
практически сплошного исправления продукции! Это «не хуже p» отображается значе- |
|||||||||
нием AOQL как максимума дефектности на весьма характерной кривой зависимости |
|||||||||
AOQ(р) (рис.2.6), поскольку увеличению числа на оси ординат соответствует фактиче- |
|||||||||
ски ухудшение выходного качества (процента дефектности на выходе). Поведение этой |
|||||||||
кривой в предположении, что все партии разбраковывают одним и тем же выборочным |
|||||||||
планом с вероятностью приемки партии Ра, определяется тем, что: |
|
||||||||
∙доля 100(1 – Ра)% непринятых партий общего объема поставки, подвергнутых «очистке» с заменой дефектных изделий на годные, вообще не будет содержать несоответствующих единиц, увеличивая общее выходное качество;
∙доля 100Ра% партий, прошедших выборочный контроль и принятых с первого предъявления по выборке, будет содержать 100р% несоответствующих единиц (за
вычетом ряда изъятых из выборки при контроле). Этой долей и будет определяться среднее выходное качество общего объема поставки партий, которые будут содержать приблизительно 100(Рар)% несоответствующих единиц. (Приближение это приемлемо при условии, что объем партии N в десять или более раз превышает объем выборки n).
Очевидно, что повышенное выходное качество контроля с разбраковыванием до максимума дефектности AOQL на кривой рис.2.6 обусловлено просто хорошим входным качеством, а после максимума - просто увеличением доли отклоняемых партий высокой дефектности, прошедших «очистку» при сплошном контроле.
Отметим, что среднее выходное качество, имеющее в максимуме значение AOQL показателя наибольшей дефектности, является не пределом выходного качества какой-то отдельной партии или выходного качества, усредненного только по небольшому числу последовательных партий, а служит реальной оценкой выходного качества, усредняемого по весьма большому числу последовательных партий.
PDF created with pdfFactory Pro trial version www.pdffactory.com

2.3. Определение AQL при двух и более видах несоответствий
Если статистический приемочный контроль включает оценку более одной характеристики качества, то назначение AQL использует метод, при котором принятие решений о приемке по каждому виду несоответствий соответствует значимости этого вида. По степени значимости несоответствия подразделяют на классы:
∙А - представляют наибольшую значимость для продукции или услуг, для них рекомендуется назначать малый AQL;
∙В - несоответствия меньшей значимости с большим AQL по сравнению с классом А, но меньшим по сравнению с классом С и т.д.
Число классов и видов несоответствий зависит от требований к качеству в каждой конкретной ситуации, а их значимость - от последствий проявления несоответствий.
Самый простой способ привязки AQL к классам заключается в группировании всех видов несоответствий по двум классам, так что каждому можно назначить общий AQL, например:
Класс несоответствий |
AQL, % несоответствующих единиц |
|
продукции |
||
|
||
А |
0,40 |
|
В |
1,5 |
После этого по каждому из значений AQL строят два отдельных плана выборочного контроля, и партия может быть принята, если она прошла приемку по каждому из этих планов. Хотя на практике предпочтение следует отдавать простым планам, не редки ситуации наличия более двух классов несоответствий, когда оценка партии проводится по каждому из них с заданием отдельных AQL для каждого признака продукции без задания общего AQL, например:
Класс несоответствий |
AQL, % несоответствующих единиц |
|
продукции |
||
|
||
А |
0,65 |
|
В |
1,5 |
|
С |
4,0 |
Данный метод применим для сложного изделия, обладающего многими независимыми признаками, по которым идет контроль с обязательной приемкой партий по каждому из этих типов.
Другим вариантом такого группирования является рассмотрение несоответствий класса А вначале отдельно, а затем с последующим объединением всех несоответствий. Например, в этом случае могут быть назначены такие AQL:
Класс несоответствий |
AQL, % несоответствующих единиц |
|
продукции |
||
|
||
А |
1 |
|
А+В |
4 |
Здесь партия также может быть принята, если проходит приемку по каждому из этих классов отдельно, т.е. А и А + В.
PDF created with pdfFactory Pro trial version www.pdffactory.com