

ММК Спецтехнология ЛА 2013
.pdfРежущий и вспомогательный инструмент, а также приспособления выбирают в справочнике с учетом выполняемой операции и оборудования. По мере поступления новых инструментов, приспособлений и станков их добавляют в информационную базу для последующего применения и корректировки существующих технологий. Маршрут операций и переходов может быть представлен в виде дерева.
Электронный технологический процесс корректируют при изменении конструкции детали или при получении нового оборудования. При изменении размеров поверхности соответствующий переход можно выделить цветом в дереве технологический процесса. В соответствии с новыми параметрами обрабатываемой поверхности вносят коррективы в текст перехода и подбирают новый инструмент (рис. 5.17).
Для упрощения формирования технологического процесса технолог может выбрать из схемы, какие действия он собирается выполнить: ввести новую операцию, технический переход или оборудование (рис. 5.18).

Рис. 5.18. Пример схемы предлагаемой мастером прямого проектирования при технологии
обработки отверстия
Рис. 5.17. Выбор другого инструмента в соответствии с новым диаметром отверстия
Автоматическое считывание данных с ЗD-модели позволит в ближайшем будущем выполнять ее разбивку на технологические поверхности без участия пользователя и автоматизировать построение технологии обработки. Технолог будет решать творческие задачи, связанные с выбором оптимального для данного цеха варианта обработки поверхностей.
Вновь разработанные фрагменты технологического процесса, каковыми могут быть любые его части, например, операции переходными, оснастка и операционные эскизы могут, быть добавлены в библиотеку. Сохраненные в библиотеке фрагменты можно вставлять в любое место проектируемого технологического процесса.
Различные базы данных технологического назначения, в которых могут быть представлены операции обработки заготовок на металлорежущих станках и переходы, оборудование, иллюстрированный классификатор режущего и вспомогательного инструмента облегчают формирование необходимого комплекта технологической документации. Для ускорения выбора требуемых материалов из базы данных используются специальные фильтры, позволяющие ограничить количество отображаемых элементов списков в соответствии с заданными условиями. Так, на рис. 5.19 в списке оборудования представлены только токарно-центровые станки.

Рис. 5.19. Использование фильтров при выборе оборудования
Фильтрация данных может производиться как с учетом типа операции, цеха и участка, где выполняется обработка, так и по ассоциативным связям: «Станок»
— «Приспособление», «Станок» — «Режущий инструмент» и т. д. Настройка фильтров выполняется технологом с помощью простого интерфейса без применения программирования.
В некоторых САПР, например «ТехноПро Базовая», при указании курсором на операцию или переход справа открывается форма для заполнения. Порядок следования операций или переходов можно менять. При этом их номера пересчитываются автоматически. Расчет режимов резания для технологических переходов автоматизирован. Полученные результаты можно корректировать. Завершив составление техпроцесса, технолог выбирает участок и квалификацию станочников, дает составленному технологическому процессу новое имя и обозначение. На основе имеющихся наработок могут быть созданы экспертные системы и области автоматизированного проектирования технологических процессов.

Третий метод. Разработка технологического процесса путем копирования структуры ранее созданного технологического процесса для аналогичной детали.
На ряде машиностроительных заводов выпускается большая номенклатура деталей, имеющих однотипную технологию изготовления, например, ступенчатые валы или корпусные детали (рис. 5.20). Для новой детали выбор аналога, имеющего однотипную технологию, изготовления выполняется по конструктивным особенностям ее геометрической формы.
Рис. 5.20. Использование технологических процессов-
аналогов для составления нового технологического процесса

особенностям ее геометрической формы. Для ускорения поиска аналога на ряде заводов обрабатываемые поверхности кодируют. Для нового технологического процесса можно скопировать как отдельный переход, так и несколько операций (рис. 5.21). В соответствии с конструктивными особенностями рассматриваемой детали технолог выполняет корректировку отдельных операций, переходов, оборудования, режимов резания, сведений по трудовому и материальному нормированию.
Рис. 5.21. Окно программы «Фобос», используемое для копирования техпроцесса обработки детали
Разработка технологической документации по этому методу выполняется существенно быстрее по сравнению со вторым методом. Он не требует трудоемкой настройки программного обеспечения. При этом в новый технологический процесс могут передаваться не только структура (операции, оборудование, переходы и т. д.), но и ранее рассчитанные режимы резания, связи с таблицами трудового и материального нормирования, а также другие параметры.
Четвертый метод. Составление технологии обработки заготовки на основе обобщенного технологического процесса, разработанного для наиболее сложной и трудоемкой «комплексной» детали.
Для составления обобщенного технологического процесса обработки «комплексной детали» на заводе группируют по конструктивно-технологи- ческим признакам. В условиях серийного и мелкосерийного производства группирование деталей обычно производят по типу используемого для их обработки оборудования, технологического оснащения, по общности наладки станков.
Для наиболее сложной и трудоемкой «комплексной детали» группы разрабатывают обобщенный технологический процесс обработки, подбирают необходимые станки, инструменты и технологическую оснастку.
Чертеж детали разбивают на элементарные поверхности. Для каждой элементарной поверхности предусматривают обработку па определенных станках (рис. 5.22). Конструкция реально или условно существующей «комплексной детали» должна содержать нее основные элементы (поверхности), которые характерны для деталей данной группы.
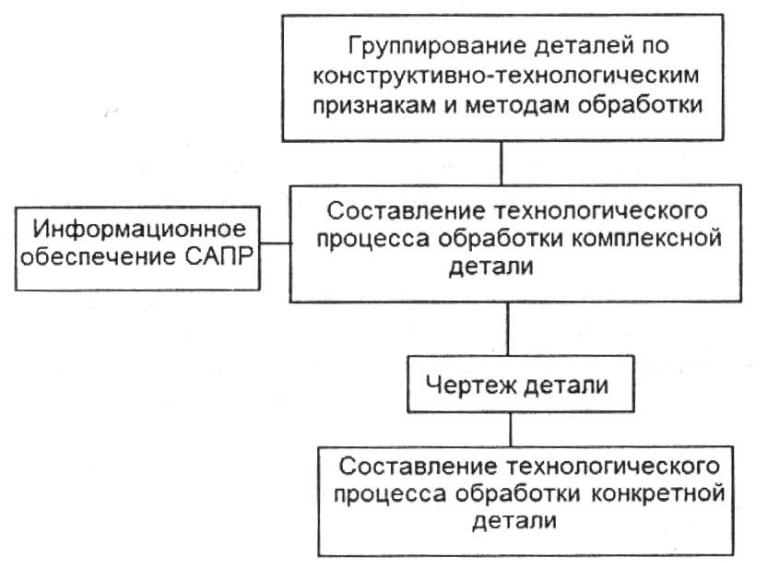
Рис. 5.22. Схема последовательности составления технологического процесса для деталей, сгруппированных по конструкторско-технологическим признакам