

8. Инструменты для автоматизированного производства
Инструментальная оснастка станков с ЧПУ. Назначение станков с ЧПУ - автоматизированная комплексная обработка сложных деталей мелкими сериями.
Станки с ЧПУ работают в автоматическом режиме, поэтому их инструментальная оснастка должна удовлетворять требованиям автоматизированного производства и, кроме того, обладать гибкостью, позволяющей без переналадки выполнять разнообразные технологические операции при изготовлении различных деталей. Для выполнения каждой операции (перехода) применяют инструментальные блоки, представляющие собой функциональную сборочную единицу в виде режущего и вспомогательного (зажимного) инструмента. Инструментальные блоки должны обеспечивать высокую точность позиционирования (установки) инструмента по отношению к базам станка, возможность регулирования размеров и автоматическую замену блоков. Решение данной задачи достигается применением системы вспомогательного инструмента для станков с ЧПУ. Применяемая в машиностроении система вспомогательного инструмента имеет три подсистемы:
а) подсистему вспомогательного инструмента для станков с ЧПУ сверлильно-расточной и фрезерной групп;
б) подсистему вспомогательного инструмента с цилиндрическим хвостовиком для станков с ЧПУ токарной группы;
в) подсистему вспомогательного инструмента с базирующей призмой для станков с ЧПУ токарной группы.
Для снижения затрат на вспомогательный инструмент и для удобства эксплуатации важным условием эффективности подсистемы вспомогательного инструмента является его минимальное количество, обеспечивающее возможность закрепления максимально возможного числа инструментов различных типов и размеров. Важным фактором унификации инструментальной оснастки является принятие единых исполнений присоединительных поверхностей инструмента и станков (рис. 8.1).

Рис. 8.1. Вспомогательный инструмент для станка с ЧПУ
сверлильно-расточной и фрезерной групп
На этом рисунке имеются следующие обозначения: 1 - оправка для насадных фрез с поперечной шпонкой;
2 - оправка для насадных цилиндрических фрез
с продольной шпонкой;
3 - оправка для насадных торцовых фрез
с продольной шпонкой; 4 - патрон цанговый с диапазоном зажима 20-40 мм; 5 - втулка переходная для концевых фрез;
6 - патрон цанговый с диапазоном зажима 5-20 мм;
7 - втулка переходная для инструмента с конусом Морзе с лапкой;
8 - втулка переходная с конусом Морзе с резьбовым отверстием; 9 - державка для регулируемых патронов, втулок и оправок;
10 - оправка расточная для чернового растачивания отверстий;
11 - оправка расточная для чистового растачивания;
12 - оправка сборная для чистового растачивания;
13 - оправка для подрезных пластин;
14 - головка расточная двузубая;
15 - головка расточная универсальная;
16 - патрон регулируемый цанговый с диапазоном зажима 5-25 мм; 17 – втулка регулируемая с внутренним конусом Морзе;
18 - втулка регулируемая длинная с внутренним конусом Морзе; 19 - оправка регулируемая для насадных зенкеров и разверток;
20 - патрон регулируемый резьбонарезной;
21 - оправка регулируемая для чернового растачивания;
22 - оправка регулируемая расточная двузубая;
23 - оправка регулируемая для крепления пластин перовых сверл;
24 - оправка регулируемая для дисковых фрез;
25 - патрон расточной регулируемый;
26 - патрон сверлильный трехкулачковый с конусом Морзе;
27 - патрон резьбонарезной с конусом Морзе;
28 - патрон расточной с конусом Морзе;
29 - оправка для насадных зенкеров и разверток с конусом Морзе;
б: 1 - резцедержатель с перпендикулярным открытым пазом;
2 - резцедержатель с перпендикулярным закрытым пазом;
3 -резцедержатель с параллельным открытым пазом;
4 - разцедержатель с перпендикулярным и параллельным
открытыми пазами; 5 - резцедержатель с осевым открытым
пазом; 6 - резцедержатель с перпендикулярным открытым
пазом для отрезных резцов;
7 - резцедержатель несимметричный с перпендикулярным
открытым пазом;
8 - резцедержатель удлиненный с перпендикулярным открытым пазом; 9 - резцедержатель удлиненный с параллельным открытым пазом; 10 - втулка переходная; 11 - сверло перовое;
12 - втулка переходная с конусом Морзе;
13, 22 - втулка переходная (плавающая) с конусом Морзе;
14 - борштанга расточная с перпендикулярным пазом;
15, 20 - борштанга расточная с наклонным пазом;
16, 21- патрон для метчиков; 17 - втулка переходная разжимная; 18 - втулка переходная со шпоночным пазом;
19 - втулка переходная укороченная со шпоночным пазом;
23 - патрон трехкулачковый;
в: 1 - резцедержатель с открытым и закрытым параллельными пазами; 2 - резцедержатель с открытым перпендикулярным пазом; 3 - резцедержатель двухсторонний;
4 - распределитель охлаждающей жидкости;
5 - резцедержатель трехсторонний;
6-резцедержатель для крепления инструмента
с цилиндрическим хвостовиком со смещенным отверстием;
7 - держатель для крепления инструмента с цилиндрическим хвостовиком с отверстием, параллельным его базовой
поверхности; 8 - держатель для крепления инструмента
с цилиндрическим хвостовиком с отверстием,
перпендикулярным его базовой поверхности;
10 - инструменты и переходные втулки, устанавливаемые
в резцедержатель;
11 - инструменты и переходные втулки, устанавливаемые
в держатели 7 и 8.
Отверстия растачивают с использованием однорезцового или многорезцового инструмента. Расточные резцы-вставки с микрометрическим регулированием размера показаны на рис. 8.2.
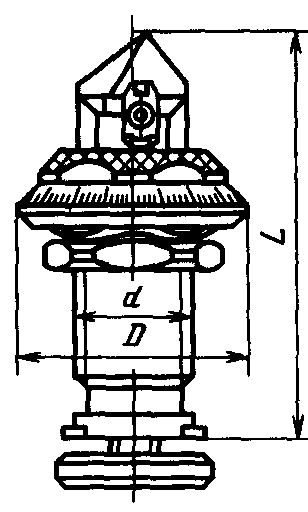
Рис. 8.2. Расточные резцы-вставки с микрометрическим регулированием и с механическим креплением сменных
трехгранных режущих пластин
На станках с ЧПУ в основном используют сборный вспомогательный инструмент, который обладает меньшей жесткостью по сравнению со сплошным; однако в этом случае существенно уменьшается номенклатура применяемого инструмента. Кроме того, сборный инструмент хорошо гасит возникающие при обработке вибрации. Кроме указанных применяют и другие типы сборного расточного инструмента (рис. 8.3 и 8.4).
Ступенчатые соосные отверстия обрабатывают последовательно несколькими или одним комбинированным инструментом (рис. 8.5). При расположении резцов в диаметрально противоположных сторонах оправки (рис. 8.6) радиальная сила частично уравновешена, что обеспечивает большую точность.
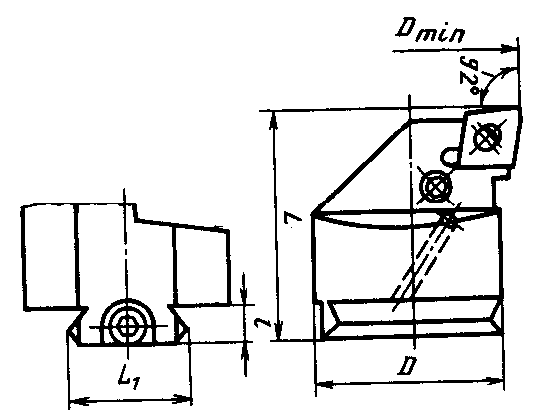
Рис. 8.3. Расточные державочные головки
с механическим креплением ромбических
твердосплавных пластин
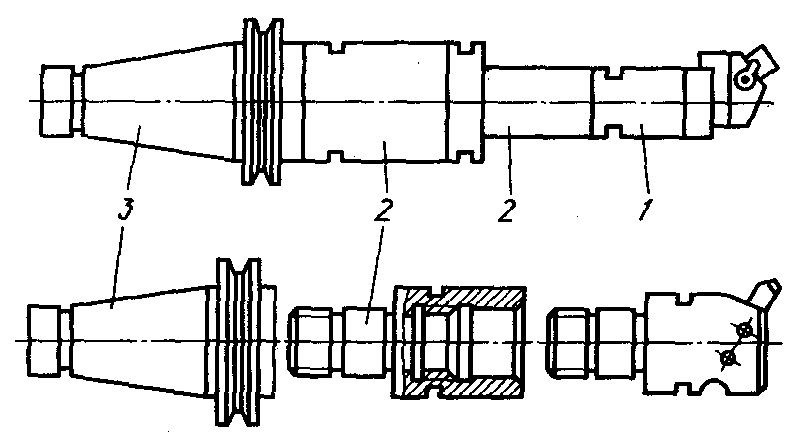
Рис. 8.4. Подсистема сборного расточного инструмента:
1 - головка; 2 - удлинительный элемент; 3 - хвостовик
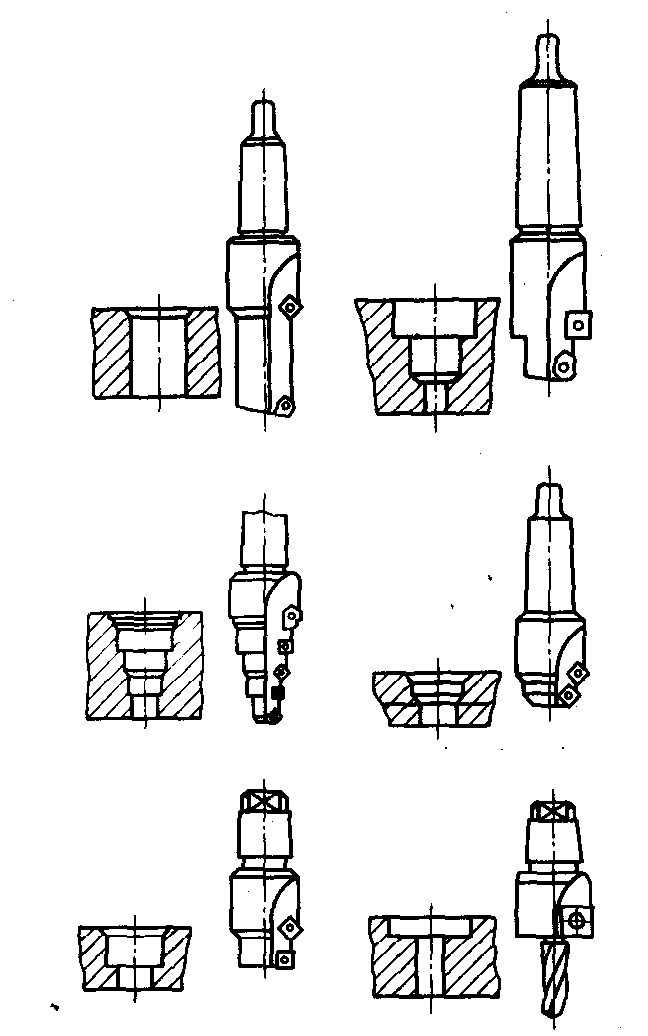
Рис. 8.5. Примеры обработки отверстий
комбинированным инструментом
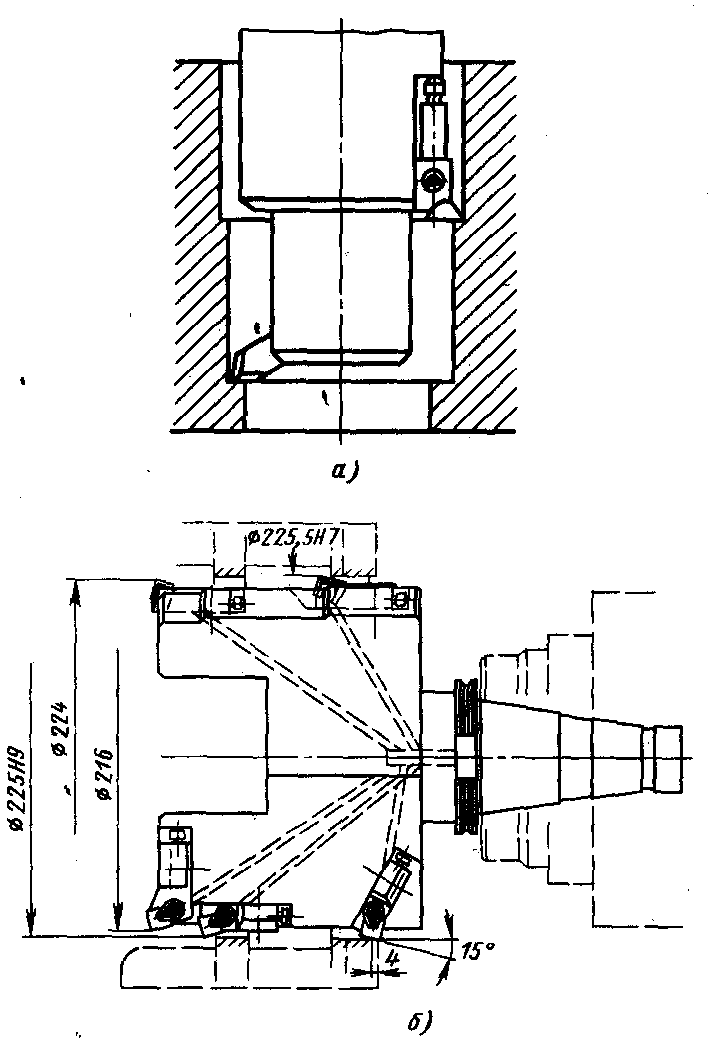
Рис. 8.6. Обработка ступенчатого отверстия оправкой
с частично уравновешенной радиальной силой:
а — с двумя резцами; б — с пятью резцами
При обработке точных отверстий применяют оправки с регулированием положения резца (рис. 8.7). Они позволяют также отвести резец от обрабатываемой поверхности при выводе оправки из отверстия.
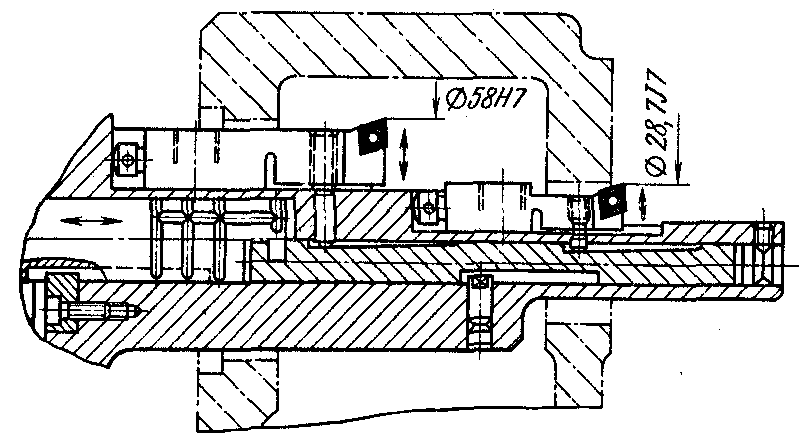
Рис. 8.7. Двухрезцовая оправка с регулированием размера вследствие деформации резцовых вставок
Особенно эффективно применять комбинированные (ступенчатые) сверла (рис. 8.8) для одновременного сверления и снятия фаски в отверстии под резьбу (рис. 8.9, а); обработки ступенчатых отверстий с конической зенковкой под винты с потайной и полупотайной головками (рис. 8.9, 6) и с цилиндрической зенковкой под винты с цилиндрической головкой. Выпускают сверла под нарезание резьбы Мб, М8, М10, М12, М14, М16.
Сверла выпускают для станков с ЧПУ двух классов точности: А (повышенной) и В (нормальной). Обработка указанных отверстий обеспечивает позиционное отклонение не более ±0,1-0,2 мм.
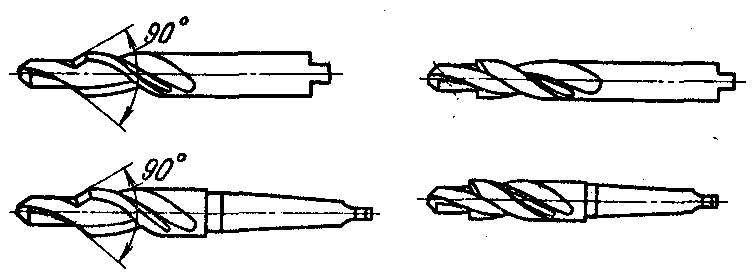
Рис. 8.8. Ступенчатые сверла
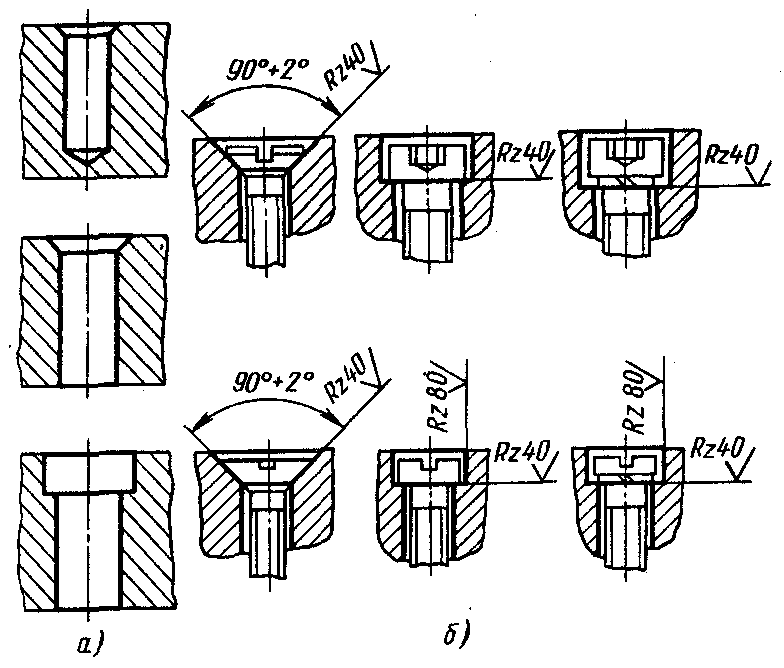
Рис. 8.9. Отверстия под нарезание резьбы и головки винтов, обрабатываемые ступенчатыми сверлами
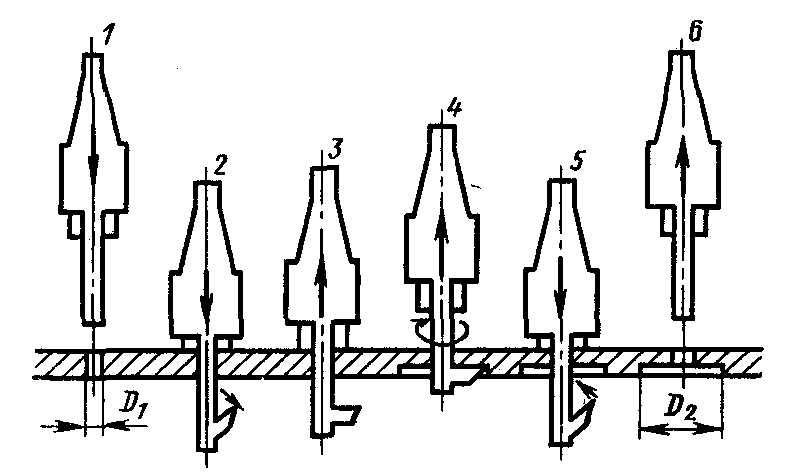
Рис. 8.10. Цикл работы специальной головки
для подрезания торца
Широкое применение на станках типа ОЦ начинают находить различные головки для обработки группы отверстий, плоских поверхностей, расположенных под углом, и т. д. На рис. 8.10 показан цикл работы специальной головки для подрезания торца с обратной стороны отверстия.