

2.4. Фасонные резцы
Фасонным называют резец, режущие кромки которого имеют форму, определяющуюся формой профиля детали. Фасонные резцы обеспечивают высокую производительность, однородность формы профиля и точность размеров обрабатываемых деталей и применяются в крупносерийном и массовом производстве.
Фасонные резцы можно разделить на следующие группы: 1) по форме - круглые (рис. 2.13, а - в, е), призматические (рис. 2.13, г и д) и стержневые (рис. 2.13, ж); 2) по установке относительно детали призматические резцы делятся на резцы с радиально расположенной режущей кромкой (рис. 2.13, г) и тангенциальные (рис. 2.13, д); 3) по расположению оси - с параллельным расположением оси относительно оси детали (рис. 2.13, а - в) и с наклонным расположением оси или базы крепления (рис. 2.13, е); 4) по форме образующей поверхности - круглые резцы с кольцевыми образующими (рис. 2.13, а и б), круглые с винтовыми образующими (рис. 2.13, в), призматические с плоскими образующими (рис. 2.13, г и д). Резцы с наклонным расположением оси или базы (рис. 2.13, е) ввиду их сложности применяют редко, в случае, когда форма детали (например, на участке аб) не позволяет применить резцы с параллельным расположением оси.
Фасонные резцы изготовляют в основном из быстрорежущей стали, но все более широкое применение находит и твердый сплав. Пластифицированный твердый сплав легко обрабатывается обычным твердосплавным резцом. Полученные после токарной обработки и разрезки профильные (еще «сырые») пластинки имеют раз меры на 25 - 30 % больше по сравнению с окончательными размерами профиля резца. Такие пластинки-заготовки подвергаются затем окончательному спеканию, после чего припаиваются (или крепятся механически) к корпусу фасонного резца (рис. 2.14). Применение твердосплавных фасонных пластин для резцов способствует повышению производительности труда на 30 - 40 % (по сравнению с быстрорежущими фасонными резцами).
Фасонный резец должен иметь соответствующие задние и передние углы, чтобы стружка снималась при достаточно выгодных условиях. Значения переднего угла в зависимости от обрабатываемого материала приведены в табл. 2.2. Задний угол режущей кромки резца зависит от типа фасонного резца. У круглых фасонных резцов = 10 12 °, у призматических фасонных резцов = 12 15 °; у резцов, предназначенных для затылования фасонных фрез, задний угол может приниматься до 25 - 30 °; его приходится брать большим потому, что угол наклона траектории относительного движения достигает 10 - 15°.

Рис. 2.13. Типы фасонных резцов:
а - круглый резец с передним углом, равным нулю;
б - круглый резец с передним углом больше нуля;
в - круглый винтовой резец;
г - призматический резец с радиально расположенной режущей кромкой; д - тангенциальный резец;
е - резец с наклонным расположением оси;
ж - стержневой фасонный резец

Рис. 2.14. Фасонный резец, оснащенный твердым сплавом:
1 - корпус; 2 - профильные пластинки; 3 - упоры
Таблица 2.2
Значения переднего угла в зависимости
от материала заготовки
Материал заготовки |
Механические свойства материала заготовки |
|
|
В,кгс/мм2
|
НВ |
||
Алюминий, красная медь Бронза, свинцовая латунь Сталь: мягкая средней твердости твердая весьма твердая Чугун: мягкий твердый весьма твердый |
- -
До 50 Св. 50 до 80 » 80 » 100 » 100 » 120 - - - |
- -
До 150 150—235 235—290 290—350 До 150 150—200 200—250 |
20—25 0—8
25 20—26 12—20 8—12 15 12 8 |
Наружный диаметр резца определяется с учетом высоты профиля детали.
У фасонных резцов для внутренней обработки диаметр принимается равным 0,6 - 0,85 диаметра отверстия. Если у резца невозможно изготовить отверстие для оправки, то он выполняется за одно целое хвостовиком и изготовляется из целого куска металла, если хвостовик небольших размеров, или делается сварным. Для установки и закрепления круглого фасонного резца на одном из торцов наносятся зубцы с 90 °-ным профилем. Чаще число зубцов принимается равным 34. С помощью несложного механизма эти зубцы используются для поворота резца при его заточке. Например, в державке (рис. 2.16) для поворота резца предусмотрен рычаг 1, снабженный зубцами на одной стороне и регулируемый винтом 2 относительно корпуса державки.

Рис. 2.15. Схема графического определения наружного
радиуса резца при 0
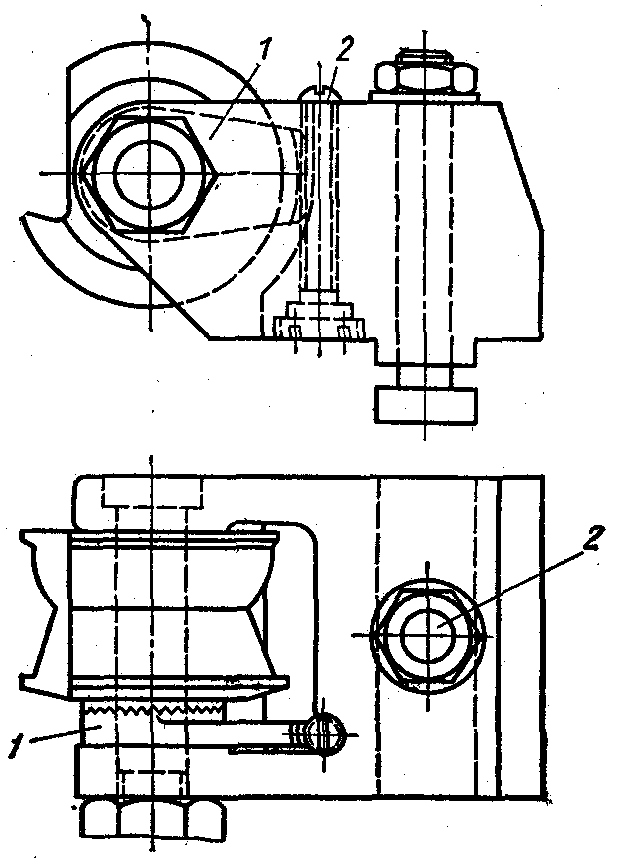
Рис. 2.16. Крепление круглого фасонного резца в державке