

5.5. Нарезание резьбы плашками
ГОСТ 9740-71 предусматривает круглые плашки для нарезания метрической резьбы диаметром от 1 до 76 мм и трубной резьбы по ГОСТ 6357 – 73 от 1/8 до 1 ½″. Угол заборного конуса φ = 30 ° для диаметра резьбы d ≤ 2,5 мм, φ = 25 ° при и d > 2,5 мм и крупном шаге, φ = 20 ° при d > 2,5 мм и мелком шаге, а также для трубной резьбы. Централизованно круглые плашки изготовляют с передним углом = 30 ± 10 ° - для и d ≤ 6 мм; = 25 ± 10 °- для d > 6 мм и трубной резьбы. Задний угол = 4 ÷ 8 °.
Резьбу на плашках нарезают до термообработки плашечными и маточными метчиками или шлифуют после термообработки.
Допуски на резьбу плашек по ГОСТ 17597-72 предусматривают возможность нарезания метрических резьб степеней точности 6h, 6g, 6e, 6d, 8h, 6h, 8h по ГОСТ 16093-70.
Плашки круглые для конической резьбы по ГОСТ 6111-52 и 6211-69 регламентированы ГОСТ 6228-71 и имеют угол = 28 °.
5.6. Нарезание резьбы метчиками
Метчики разделяются на ручные и машинные. Ручные метчики бывают одно-, двух- и трехкомплектные. Номер метчика в комплекте обозначают количеством круговых рисок на хвостовике.
Для лучшего отвода стружки и для прерывистых отверстий применяют машинные метчики с винтовыми канавками (ГОСТ 17933-72): левые для сквозных отверстий, правые для глухих отверстий с правой резьбой (для левых резьб – направление канавок противоположное). Угол наклона канавок =10 ° для сквозных отверстий. Для глухих отверстий d = 3 6 мм, = 10 °, d > 6, = 30 °.
При нарезании резьбы d ≤ 10 мм в листовой стали и силумине, а также в отверстиях с косым выходом применяют метчики с укороченными канавками (ГОСТ 17930-72) lк = 8Р (рис. 5.6). Направление канавок такое же, как у метчиков с винтовыми канавками, = 10 15 . Сердцевина метчика утолщается в направлении хвостовика с уклоном 5 – 8 . Число канавок z = 2 3.
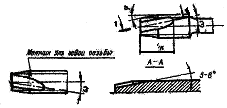
Рис. 5.6. Метчик с укороченными канавками
Гаечные метчики служат для нарезания сквозных резьб без реверсирования путем нанизывания нарезных гаек на прямой или изогнутый хвостовик инструмента.
Гаечные метчики с прямым хвостовиком по ГОСТ 1604-71 снабжают лысками для быстросменного крепления, квадратом или лапками. У стандартных метчиков длина заборной части l1 =12Р, длина рабочей части l = 20Р.
Гаечные метчики с изогнутыми хвостовиками по ГОСТ 6961-71 на гайкорезных автоматах нарезают гайки непрерывным циклом.
Конические метчики по ГОСТ-71 являются машинными. У конических метчиков участвует в работе заборная часть и все витки профиля с малой толщиной среза.
Маточные метчики служат для колибрирования резьбы круглых плашек после сверления стружечных отверстий. Заборная часть маточных метчиков коническая по всему профилю с уклоном 0 12 мин; калибрующая часть цилиндрическая.
Для нарезания резьбы в плашках за один проход после сверления стружечных отверстий служат плашечно-маточные метчики. Число перьев метчика на 1 – 2 больше или меньше числа стружечных отверстий в плашке.
Комбинированные метчики (рис. 5.7) служат для выполнения нескольких переходов обработки. Сверление отверстия и нарезание резьбы в сквозных отверстиях без принудительной подачи возможно, если метчик вступает в работу после выхода вершины сверла из отверстия.

Рис. 5.7. Метчик-сверло