

Учебное пособие 800670
.pdfпохоже на лазерное спекание, только порошковая основа (подчас на основе измельченной бумаги или целлюлозы) склеивается жидким веществом, поступающим из струйной головки. При этом можно воспроизвести окраску детали, используя вещества различных цветов. Существуют образцы 3D-принтеров, использующих головки
струйных принтеров. |
|
|
|
Лазерная: |
|
стереолитография - |
|
ультрафиолетовый лазер постепенно, |
пиксель |
за |
пикселем, |
засвечивает жидкий фотополимер, либо фотополимер засвечивается ультрафиолетовой лампой через фотошаблон, меняющийся с новым слоем. При этом жидкий полимер затвердевает и превращается в достаточно прочный пластик.
Сплавление - при этом лазер сплавляет порошок из металла или пластика, слой за слоем, в контур будущей детали.
Ламинирование - деталь создаётся из большого количества слоёв рабочего материала, которые постепенно накладываются друг на друга и склеиваются, при этом лазер вырезает в каждом контур сечения будущей детали.
Наплавка - эффективный метод восстановления старых или повышения прочности новых деталей машин и механизмов, при помощи создания на поверхности изделия плакирующего слоя из порошкового материала, с проплавлением его посредством лазерного луча.
В настоящее время дороговизна материалов не является проблемой при использовании аддитивных технологий для производства мелких деталей, для изготовления радиоэлектронных средств. Но при выходе изделия на более крупные масштабы высокая цена – является огромной проблемой.
Так например, цена титанового порошка, которая обусловлена единственным пока способом его изготовления – дорогостоящим процессом Кролла, – колеблется от 5 000 рублей до 10 000 рублей за килограмм.
Процесс Кролла - процесс производства металлических титановых губок путем восстановления тетрахлорида титана более активным металлом типа магния или натрия. Губка далее перерабатывается в гранулы или порошок.
Компания Metalysis разработала новую, менее затратную технологию производства титанового порошка и ведет переговоры по постройке фабрики для его изготовления в Йоркшире
161
(Великобритания). Технология заключается в получении порошка из рутила (оксида титана) с помощью электролиза. Новый метод позволяет получать порошок разных фракций, разной чистоты, морфологии и на основе разных легирующих элементов. Размеры гранул порошка могут варьироваться от 1 – 2 мм до 100 мкм. По мнению авторов технологии, себестоимость производства порошка может снизиться на 75%.
Эксперты прогнозируют удешевление 3D-принтеров, печатающих по этой технологии, а вслед за этим – и расходных материалов.
Также ценовая конъюнктура на этом рынке может измениться за счет конкуренции, которую в перспективе могут составить промышленные принтеры из Китая.
Рост объема будет обусловлен расширением использования аддитивных технологий в области архитектуры, медицины, авиационно-космической, оборонной, ядерной отрасли и радиоэлектроники.
Традиционные производственные методы вроде литья под давлением могут обходиться дешевле при производстве крупных партий полимерных изделий, но аддитивные технологии обладают преимуществами при мелкосерийном производстве, позволяя достигнуть более высокого темпа производства и гибкости дизайна, наряду с повышенной экономичностью в пересчете на единицу произведенного товара.
Чтобы развивать технологию, необходима работа сразу в нескольких направлениях: и подготовка квалифицированного персонала, и формирование новых стандартов, и принятие новых нормативных документов. Не менее важной проблемой является отсутствие в России серийного производства порошков.
Литература
1.http://www.up-pro.ru
2.Инновационные центры высоких технологий в машиностроении [Текст]: монография / В.И. Аверченков, А.В. Аверченков, В.А. Беспалов, В.А. Шкаберин, Ю.М. Казаков, А.Е. Симуни, М.В. Терехов. – Брянск: БГТУ, 2009. - 180 с.
162
3.Григорьянц, А.Г. Технологические процессы [Текст] / А.Г. Григорьянц, И.Н. Шиганов, А.И. Мисюров; под ред. А.Г. Григорьянца. - М.: Изд-во МГТУ им. Н.Э. Баумана, 2006. - 664 с.
4.http://3dwiki.ru
5.3D INDUSTRY. Все о 3d печати — [Электронный ресурс]: Режим доступа: http://www.3dindustry.ru/article/676/
6.http://vektorus.ru
Воронежский Государственный Технический Университет
163

УДК 621.9
Е.А. Берлев, А.В. Турецкий
СИСТЕМА АВТОМАТИЧЕСКОГО ПОДДЕРЖАНИЯ ТЕМПЕРАТУРЫ В ПОМЕЩЕНИИ
Статья посвящена разработке конструкции силового блока дистанционной системы поддержания температуры в помещении, представляющий собой блок , выполняющий функцию измерения температуры и коммутации мощных нагревателей. Устройство может быть объединено в сеть посредством протокола 1-wire для централизованного удаленного управления
Разрабатываемый прибор необходим для поддержания температуры в производственных и бытовых помещениях, если нет возможности поддержать температуру системой центрального отопления.
Рис. 1. Схема электрическая принципиальная
В основе устройства лежит микроконтроллер, содержащий в
164

себе программу управления. Температура считывается датчиком, подключаемым через разъем Х3. Далее сигнал поступает в микросхемы для обработки и уходит в микроконтроллер, который принимает решение о дальнейших действиях. Далее через оптосемистор на колодку клеймную Х5 и далее включаются нагреватели. Устройство может питаться как от встроенного блока питания А1, так и от однопроводной системы 1-Wire. Также благодаря этой системе устройством можно управлять с удаленного компьютера.
Система удалённого управления нагревателем представляет собой клиент-серверную систему, служащую для контроля и поддержания заданного температурного режима на удаленном объекте. В качестве сервера в этой системе выступает модуль TINI, который в автоматическом режиме собирает информацию с датчиков, подключенных к нему по 1-Wire сети. Собранная информация записывается в файлы в памяти модуля TINI. Для обеспечения удаленного доступа к этим данным система подключается к сети Интернет.
Структурная схема системы представлена на рис. 2.
Рис. 2. Схема аппаратной реализации системы терморегулирования
Система позволяет регистрировать температуру воздуха и управлять температурой нагревателя в диапазоне от плюс 10 до плюс
80 °C.
165

Данные представляются в цифровом и графическом виде - текущие значения всех измеряемых параметров и графики их изменения за последние два часа работы системы. Обновление информации происходит каждые 30 секунд. Для работы с системой пользователю, необходим веббраузер с поддержкой Java.
Рис. 3. Плата
Печатная плата изготавливается из двустороннефольгированного стеклотекстолита СТФ 2-35-1,5. Все элементы крепятся к плате с одной стороны методом волновой пайки.
Конструкция блока представлена на рис. 4.
166
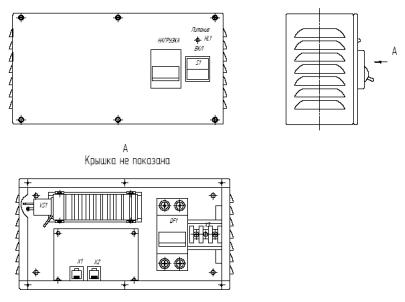
Рис. 4. Внешний вид силового блока системы терморегулирования
Корпус устройства представляет собой полую коробку в форме прямоугольного параллелепипеда. Корпус выполнен методом холодной листовой штамповки. Для лучшей жесткости края стенок корпуса подогнуты вовнутрь и сварены в нескольких точках контактной сваркой. В боковых стенках выдавлены жалюзи, предназначенные для лучшего охлаждения силовых элементов путем конвекции. Жалюзи также придают стенкам дополнительную жесткость.
В дне корпуса путем точечной сварки прикреплена стандартная DIN рейка размером 35 мм, а также две П образные скобы с отверстиями, предназначенные для фиксации клеммной колодки и двухполюсного автоматического разъединителя.
Крышка также изготавливается из листовой стали методом холодной листовой штамповки. В крышке выполнены 6 отверстий под крепежные винты с потайной головкой. Для этого вокруг отверстий сделаны конусные углубления. Также в крышке имеется прямоугольное окно для выхода автоматического выключателя, а также отверстия под светодиод и кнопку включения. Плата печатная
167
с электрорадиоэлементами устанавливается на пластмассовых стойках, которые вставляются в специальные отверстия с углублениями в дно корпуса.
Таким образом, разработанная конструкция силового блока отличается высокими функциональными возможностями с хорошими техническими, эксплуатационными и экономическими характеристиками. Предложенное устройство является конкурентоспособным для использования в промышленности при автоматизации поддержания температурного режима.
|
Литература |
|
1 Конструирование, |
технология, |
эффективность |
радиоэлектронных средств: учеб. пособие по дипломному проектированию [Текст]: учеб. пособие для вузов / И.А. Бейнар, В.А. Муратов, Л.С. Очнева, А.А. Соболев. Воронеж: ГОУВПО «Воронежский государственный технический университет», 2007. -
Ч. 2. - 283 с.
2Проектирование и технология радиоэлектронных средств: разработка конструкции изделий РЭС [Текст]: учеб. пособие / И.А. Бейнар, В.А. Муратов, Л.С. Очнева, А.А. Соболев. Воронеж: ГОУВПО «Воронежский государственный технический университет», 2006. - Ч. 1. - 147 с.
3Гель, П.П. Конструирование и микроминиатюризация радиоэлектронной аппаратуры [Текст]: учебник для вузов / П.П. Гель, Н.К. Иванов-Есипович. -Л.: Энергоатомиздат, 1984. – 536 с.
4Ненашев, А.П. Конструирование радиоэлектронных средств [Текст]: учебник для радиотехнич. спец. вузов / А.П.
Ненашев. – М.: Высш. шк., 1990. – 432 с.
5Справочник конструктора РЭА [Текст] / Р.Г. Варламов, В.К. Нефедов, Р.Ю. Перовский и др.; под ред. Р.Г. Варламова. – М.: Советское радио, 1980.
Воронежский государственный технический университет
168

УДК 621.9
Ю.П. Роговой
КОМПАКТНЫЙ ТРАНСИВЕР
Статья посвящена разработке конструкции блока компактного радиотрансивера
Самым важным из направлений в радиоэлектронной промышленности является радиосвязь, несмотря на повседневное распространение таких видов вещательных систем как интернет и телевидение, а так же GSM-связь, остается актуальным использование радиосвязи. Электрическая принципиальная схема разработанного компактного трансивера выполнена по классическому принципу мощного трансивера с однополосной модуляцией.
Рис. 1. Электрическая принципиальная схема
Особенностью разработки является то, что в память трансивера не заложены диапазоны, а имеется индивидуальная настройка частоты.
На рис. 2 показан сборочный чертеж печатной платы. Большую роль в качестве изготовления конструкции играет выбор элементной базы.
169

Рис. 2. Сборочный чертеж
Для снижения массогабаритных показателей устройство нужно изготавливать не только с использованием компонентов монтируемых в отверстие, но и компонентов поверхностного монтажа. Среди элементной базы компактного трансивера используются импортные компоненты самых известных производителей, что позволило повысить надежность разрабатываемого изделия и повысить его конкурентоспособность. После операции монтажа компонентов на печатную плату, наносится влагозащитный материал – лак YR-231, тройным слоем, так как он
170