

Учебное пособие 800579
.pdfТЕМА № 3
ОБРАБОТКА ЗАГОТОВОК НА ТОКАРНЫХ СТАНКАХ
1. Типы станков токарной группы
Для обработки поверхностей тел вращения на машиностроительных и ремонтных заводах применяют следующие разновидности (типы) станков токарной группы: автоматы и полуавтоматы, револьверные, сверлильно-отрезные, карусельные, универсальные токарно-винторезные, лобовые, многорезцовые, копировальные и специализированные.
Наибольшее применение имеют универсальные токарновинторезные станки, на которых могут выполняться все виды токарных работ:
-обтачивание наружных и внутренних цилиндрических, конических, ступенчатых, эксцентричных и фасонных поверхностей;
-подрезание торцов и получение центровочных гнезд;
-обработка отверстий осевым инструментом;
-нарезание наружной и внутренней резьб.
Устройство токарно-винторезного станка, инструмент и принадлежности будут изучены далее. Рассмотрим характерные особенности некоторых типов станков токарной группы.
Карусельные станки
На карусельных стенках обрабатывают детали тел вращения больших диаметров при относительно малой высоте (маховики, шкивы, колеса и др.).
Ось вращения обрабатываемых деталей вертикальна, что упрощает установку на станок заготовок большой массы.
Карусельные станки могут иметь два или четыре суппорта, одну или две станинные стойки и круглый вращающийся
60
стол (планшайбу). Один из суппортов (верхний) оснащен револьверной головкой для закрепления режущих инструментов.
На карусельных станках можно выполнять все виды токарных работ, кроме нарезания резьб резцами, т. к. в кинематической цепи карусельных станков нет винторезной цепи.
Револьверные станки
Револьверные станки предназначены для серийного изготовления деталей с поверхностями вращения из прутка различной формы или штучных заготовок, полученных отливкой, штамповкой или ковкой.
Револьверные станки разделяют:
а) по виду заготовки – прутковые и патронные;
б) по расположению оси револьверной головки – с
вертикальной и горизонтальной осью головки;
в) по числу гнезд в головке для инструмента – 4-х, 6-ти и
16-ти позиционные;
г) по степени автоматизации – обычные и полуавтоматы.
Револьверные станки, в отличив от токарно-винторезных, вместо задней бабки имеют револьверную головку (круглую или шестигранную) – поворотный механизм для установки различных инструментов. Револьверная головка имеет только продольную подачу, поперечная подача осуществляется поперечным суппортом.
Время обработки детали на револьверном станке значительно меньше, чем на обычном токарном, вследствие сокращения времени на перестановку инструментов, применения отключающих упоров и одновременной работы нескольких инструментов.
На револьверных станках, как и на карусельных, отсутствует винторезная цепь, поэтому резьбу можно нарезать только специальными инструментами: плашками, метчиками, резьбонарезными головками и др.
61
Токарные автоматы и полуавтоматы
Токарные автоматы – это станки, у которых все движения автоматизированы. У полуавтоматов не автоматизированы только установка и снятие заготовки.
Вэтих станках широко используются высокоэффективные приемы обработки: точение широкими резцами с поперечной подачей, применение резьбонарезных головок, одновременное использование нескольких инструментов (двумя и более резцами, резцами и сверлом) и др. Сочетание таких приемов позволяет быстро и точно вести обработку детали.
Автоматы могут быть одно- и многошпиндельные. Многошпиндельные делятся на автоматы параллельного
ипоследовательного действия. На станках параллельного действия на всех шпинделях производятся одни и те же операции.
Встанках последовательного действия каждый шпиндель с деталью занимает последовательно ряд позиций, на которых производятся различные виды обработки.
Шпиндели автоматов помещаются в шпиндельном барабане, который после каждого цикла поворачивается на определенный угол.
По виду заготовки автоматы и полуавтоматы могут быть: патронные (для штучных заготовок) и прутковые.
По степени универсальности:
узкого назначения и универсальные.
По характеру выполняемой работы:
фасонно-отрезные, фасонно-продольные и токарноревольверные.
62
2. Устройство токарно-винторезного станка
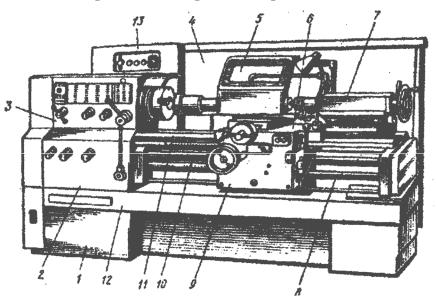
Рис. 3.1. Общий вид токарно-винторезного станка 16К20: 1. Станина. 2. Коробка подач. 3. Передняя бабка. 4. Защитный экран. 5. Щиток. 6. Суппорт. 7. Задняя бабка. 8. Ходовой вал. 9. Фартук. 10. Ходовой винт. 11. Станина. 12. Корыто
Станина служит для соединения всех узлов станка. На ней слева закреплены передняя бабка и коробка подач, а по направляющим перемещаются суппорт с фартуком и задняя бабка.
В передней бабке вмонтирована коробка скоростей, позволяющая регулировать скорость главного движения – вращения шпинделя с заготовкой.
Коробка подач обеспечивает получение различных величин движения подачи режущего инструмента.
Суппорт служит для закрепления и перемещения режущего инструмента в направлении движения подачи. Суппорт состоит из: каретки, фартука, поперечных салазок, верхних поворотных салазок и резцедержателя.
63
В фартуке суппорта осуществляется переключение направления подач и преобразование вращательного движения ходового валика или ходового винта в поступательное движение суппорта с инструментом.
Задняя бабка служит для поддержания заготовки при обработке в центрах или закрепления инструмента для обработки отверстий (сверл, зенкеров, разверток). Задняя бабка может быть закреплена неподвижно или перемещаться с помощью суппорта по направляющим станины.
3. Типы токарных резцов
Токарные резцы различают по следующим признакам:
1)По назначению:
-проходные (рис. 3.2а);
-проходные упорные (рис. 3.2б);
-подрезные или торцевые (рис. 3.2в);
-отрезные и канавочные (рис. 3.2г);
-расточные (рис. 3.2д);
-фасонные (рис. 3.2е);
-резьбовые.
2)По форме головки:
-прямые и отогнутые (рис. 3.2а,б,в);
-изогнутые и оттянутые (рис. 3.2г);
-круглые (рис. 3.2ж).
3)По направлению подачи: правые и левые (рис. 3.2а).
4)По креплению режущей части:
-цельные;
-с приваренной и припаянной головкой;
-с механическим креплением пластины;
-с вращающейся режущей частью (ротационные) (рис. 3.2ж).
64
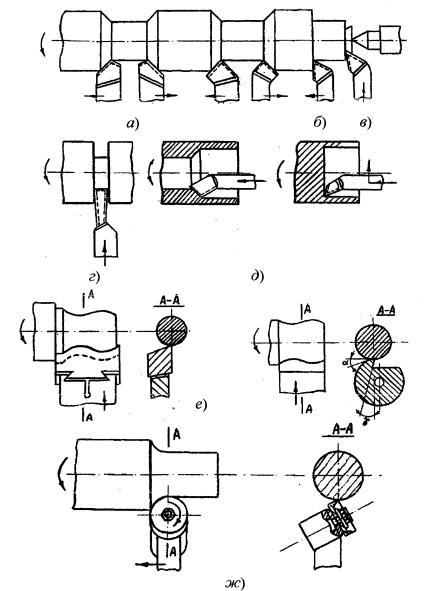
Рис. 3.2. Типы токарных резцов
65

5)По инструментальному материалу:
-из быстрорежущих сталей;
-из металлокерамических твердых сплавов;
-из минералокерамики;
-из сверхтвердых материалов (композитов или алмазов).
4. Принадлежности к токарным станкам
Патроны предназначены для закрепления заготовок и бывают 2-х, 3-х и 4-х кулачковые. Наиболее распространены трехкулачковые самоцентрирующие патроны (рис. 3.3а).
Планшайбы – устройства для закрепления несимметричных деталей и заготовок сложной конфигурации с помощью универсального угольника или без него (рис. 3.3в).
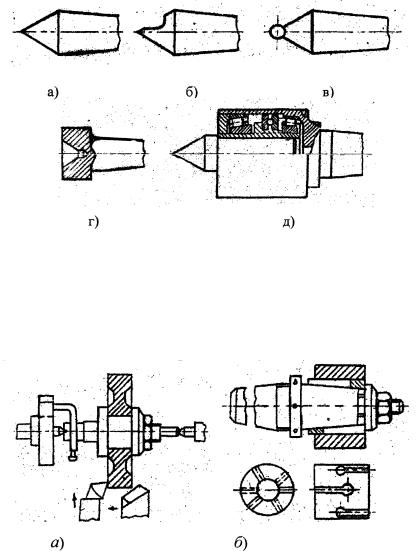
Рис. 3.3. Токарные патроны и планшайба: а) 3-х кулачковый самоцентрирующий; б) 4-х кулачковый; в) планшайба
Центры (рис. 3.4) служат для закрепления длинных заготовок.
Различают центры: простой, срезанный (с лыской), с шариком, обратный, грибковый, неподвижный и вращающийся.
66
Для передачи вращения заготовке, обтачиваемой в центрах, служит поводковый патрон.
Рис. 3.4. Центры: а) простой, б) срезанный, в) с шариком, г) обратный, д) вращающийся
Оправки – устройства для обработки деталей с высокой концентричностью наружных и внутренних поверхностей. Оправки бывают: цельные и разжимные (рис. 3.5).
Рис. 3.5. Оправки: а) цилиндрическая; б) коническая с разрезной втулкой
67

Люнеты – приспособления для увеличения жесткости длинных и тонких валов, бывают подвижные и неподвижные
(рис. 3.6).
Рис. 3.6. Люнеты: а) неподвижный, б) подвижный
5.Способы закрепления заготовок
1)В патронах:
без поджатия центром (консольные) – при |
⁄ |
< 4 |
; |
|||
ба)) с поджатием задним центром – при |
4 < ( |
. |
||||
2) В центрах с поводковым патроном: |
⁄ |
) < 10 |
||||
ба)) с люнетом – при |
⁄ |
< 10. |
|
|
|
|
без люнета – при |
⁄ |
> 10 |
|
|
|
|
|
|
|
|
|
||
3)На оправках.
4)На планшайбе с угольником – для закрепления сложных деталей.
5)На суппорте станка – при обработке глубоких сквозных отверстий.
68
6. Работы, выполняемые на токарных станках
На токарных станках можно выполнять следующие виды работ:
1)Обтачивание наружных цилиндрических и ступенчатых поверхностей с продольной подачей.
2)Обработка эксцентричных поверхностей при закреплении:
а) в 4-х кулачковом патроне; б) в патроне с центросместителем.
3)Обработка фасонных поверхностей:
а) широким фасонным резцом; б) с использованием копировального
приспособления.
4)Обтачивание конических поверхностей может выполняться четырьмя способами (рисунок 3.7):
а) поворотом верхних салазок; б) с копировальной линейкой; в) широким резцом;
г) поперечным смещением задней бабки.
5)Подрезание торцов с поперечной подачей.
6)Получение центровочных гнезд (центровка).
7)Обработка отверстий:
а) осевым инструментом (сверлом, зенкером, разверткой); б) расточными резцами.
8) Нарезание резьбы:
а) резьбонарезным инструментом (метчиком, плашкой, резьбовой гребенкой); б) резьбовыми резцами.
69