

4.5. Система автоматического регулирования размера детали на бесцентрово-шлифовальном станке
(последняя цифра зачетной книжки «5»)
Бесцентрово-шлифовальный станок (рис. 4.5) состоит из шлифовальной бабки со шлифовальным кругом 1, подвижной бабки 2 с ведущим кругом 3, привода подачи, в который входит электродвигатель 4, редуктор 5 и винтовая пара 6. Заготовка 7 в зоне обработки базируется на наклонной поверхности ножа 8 и поверхности ведущего круга 3 и за счет наклона оси последнего ей передается продольное движение подачи (перпендикулярно к плоскости рисунка).
Диаметр шлифуемого изделия 7 зависит от расстояния между ведущим кругом 3 и шлифовальным кругом 1 на уровне, определяемом ножом 8. Это расстояние в процессе работы станка может изменяться как в результате изменения силы резания или износа абразивных кругов, так и под влиянием других факторов. Рассматриваемая САУ предназначена для автоматического регулирования (стабилизации) размера обрабатываемой заготовки.
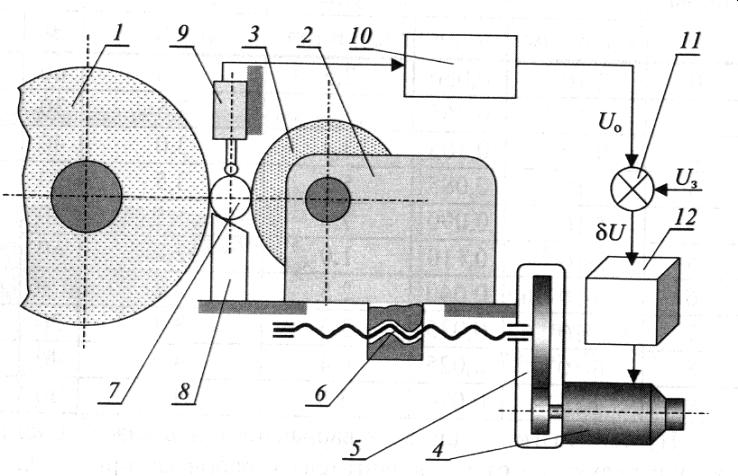
Рис. 4.5. САУ размера шлифуемой детали
на бесцентрово-шлифовальном станке
САУ состоит из преобразователя перемещения 9 (например, индуктивного измерительного прибора перемещения, оснащенного наконечником из твердого сплава или алмаза), усилителя 10, сравнивающего устройства 11 и усилителя-преобразователя 12. Усилитель-преобразователь 12 (например, тиристорный или транзисторный) предназначен для питания двигателя постоянного тока 4 и составляет вместе с последним регулируемый комплектный электропривод.
При работе системы на вход сравнивающего устройства 11 подается напряжение UЗ, которое отвечает в определенном масштабе требуемому размеру заготовки 7. На второй вход устройства 11 поступает напряжение U0, пропорциональное фактическому размеру заготовки 7. Это напряжение вырабатывается измерительным прибором перемещения 9 и усилителем 10. Напряжение погрешности δU через усилитель-преобразователь 12 воздействует на управляемый двигатель 4, который через редуктор 5 и винт 6 перемещает подвижную бабку 2 в ту или иную сторону с целью устранения погрешности.
Функционирование САУ. В результате изнашивания шлифовального круга или по любой другой причине диаметр шлифуемой заготовки стал превышать требуемый. В этом случае напряжение от преобразователя 9 и исходное напряжение электронного усилителя 10 уменьшаются и нарушаются условия равновесия системы, т.е. погрешность увеличивается. Двигатель 4 перемещает подвижную бабку 2 вперед, в направлении уменьшения диаметра шлифуемой заготовки. Если диаметр заготовки уменьшился, то система автоматически действует в противоположную сторону, стабилизируя размер.
Поскольку сигнал обратной связи поступает от обрабатываемой детали в процессе шлифования, то, как объект управления, в САУ входит процесс резания в замкнутой технологической системе станка.
В табл. 4.5 представлены исходные данные для проведения расчетов «САУ шлифованием».
Таблица 4.5
Исходные данные
Первая цифра |
Параметры элементов САУ |
|||||||||||
Преобразователь |
Двигатель |
Измеритель перемещения |
Редуктор |
|||||||||
kТ.П. |
TТ.П., с |
kД, рад/с·В |
TЯ, с |
TМ, с |
kИ.П, В/мм |
KР |
||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|||||
1 |
20 |
0,03 |
1,6 |
0 |
0,20 |
5 |
0,01 |
|||||
2 |
25 |
0,02 |
1,8 |
0 |
0,25 |
10 |
0,02 |
|||||
3 |
40 |
0,05 |
1,4 |
0 |
0,31 |
16 |
0,06 |
|||||
4 |
65 |
0,01 |
0,8 |
0,08 |
0,43 |
28 |
0,02 |
|||||
5 |
70 |
0,02 |
1,0 |
0,03 |
0,18 |
17 |
0,03 |
|||||
6 |
10 |
0,03 |
1,2 |
0,06 |
0,13 |
30 |
0,04 |
|||||
7 |
15 |
0 |
2,0 |
0,10 |
0,24 |
100 |
0,08 |
|||||
8 |
18 |
0,06 |
2,4 |
0 |
0,22 |
20 |
0,10 |
|||||
9 |
58 |
0 |
2,2 |
0 |
0,10 |
50 |
0,03 |
|||||
0 |
40 |
0 |
0,3 |
0,90 |
0,06 |
40 |
0,12 |
|||||
Первая цифра |
Параметры процесса резания |
ЭУС |
||||||||||
ТР, с |
VО, м/мин |
SО, м/мин |
ωО, рад/с |
ξ |
с, Н/м |
|||||||
1 |
0 |
20 |
5,0 |
240 |
0,7 |
3∙106 |
||||||
2 |
0 |
40 |
4,5 |
310 |
0,6 |
5∙106 |
||||||
3 |
0 |
10 |
3,5 |
340 |
0,5 |
4∙106 |
||||||
4 |
0,005 |
25 |
5,2 |
- |
- |
1∙107 |
||||||
5 |
0,007 |
12 |
6,0 |
- |
- |
9∙106 |
||||||
6 |
0,002 |
22 |
7,6 |
- |
- |
2∙106 |
||||||
7 |
0 |
17 |
8,1 |
250 |
0,6 |
6∙106 |
||||||
|
|
|
|
|
|
|
||||||
Продолжение табл. 4.5 |
||||||||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
||||||
8 |
0 |
26 |
5,4 |
290 |
0,8 |
4∙106 |
||||||
9 |
0,008 |
48 |
4,6 |
280 |
0,5 |
3∙106 |
||||||
0 |
0 |
9 |
2,2 |
320 |
0,8 |
8∙106 |
||||||
Примечание. Для всех вариантов приняты следующие параметры: коэффициенты и показатели степени в формуле для расчета силы резания: Ср = 20, х = 0,4, у = 0,8, z = 0,7; заданная глубина резания tо=0,05 мм; коэффициент передачи электронного усилителя для измерительного прибора перемещения - 100, постоянной времени пренебречь. |
||||||||||||