

3. Пример расчета сау
В качестве примера расчета рассмотрен распространенный в металлообработке тип замкнутых САУ, предназначенных для автоматического регулирования процесса резания заранее установленным образом. Подобные системы применяются как для стабилизации заданных выходных параметров процесса резания, так и для их изменения в цикле обработки по определенному алгоритму. Наиболее целесообразно их использование на заключительных, финишных операциях технологического процесса, которыми, как правило, являются операции алмазно-абразивной обработки (шлифование).
При шлифовании точность обработки во многом определяется упругими деформациями технологической системы, которые, в свою очередь, зависят от силы резания. Система автоматической стабилизации силы резания на заранее заданном уровне и программного уменьшения этой силы к концу цикла шлифования позволяет повысить точность обработки и значительно улучшить качество поверхности деталей.
САУ смонтирована на круглошлифовальном станке (рис. 3.1), который состоит из инструментальной бабки 1 со шлифовальным кругом 2 и двигателем главного движения 3, передней бабки 4 с приводом вращения детали 5, стола 6 с гидроцилиндром 7 продольной подачи.
Система стабилизации силы резания состоит из преобразователя тока 8, усилителя 9, сравнивающего устройства 10, усилителя 11, двухкаскадного гидравлического усилителя с иглой и золотником и электромеханического преобразователя 12.
Система функционирует следующим образом. Напряжение U3, в определенном масштабе соответствующее требуемому значению силы резания Р, подается на вход сравнивающего устройства 10. Сила резания Р определяет момент двигателя 3 главного движения, и ток двигателя, который измеряется преобразователем тока 5. На другой вход сравнивающего устройства поступает сигнал, пропорциональный действующей силе резания. Величина погрешности через усилитель 11 поступает на обмотки электромеханического преобразователя 12.
Первый каскад гидравлического усилителя питается от источника с небольшим постоянным давлением р1 и ограниченным расходом рабочей жидкости. Рабочая жидкость проходит через дроссель 13, полость А, проходное сечение между иглой и кромкой отверстия в плунжере 15 и далее по внутреннему каналу в плунжере золотника попадает на слив. Источник питания первого каскада также соединен с полостью Б.
Второй золотниковый каскад усиления питается от источника с повышенным постоянным давлением р2 и значительным расходом рабочей жидкости.

Рис. 3.1. САУ круглошлифовального станка
В нейтральном положении плунжер 15 золотника находится в равновесии, и его буртики перекрывают окна в гильзе 16, гидроцилиндр 7 неподвижен. В этом положении между иглой и отверстием в торце плунжера должен быть некоторый начальный зазор, через проходное сечение которого поток рабочей жидкости проходит на слив.
При перемещении иглы 14 электромеханическим преобразователем 12 изменяется площадь проходного сечения между иглой и кромкой отверстия в плунжере и, как следствие, сопротивление истечению жидкости в данном сечении. Это приводит к изменению давления в полости А и перемещению плунжера 15. Плунжер 15 будет перемещаться до тех пор, пока не установится прежнее проходное сечение между иглой 14 и отверстием в плунжере 15. Перемещаясь, плунжер 15 открывает окна в гильзе 16 золотника. Одна из полостей гидроцилиндра 7 соединяется с линией нагнетания, другая - со сливом. Скорость движения штока гидроцилиндра 7 и продольная подача зависят от величины открытия окна в гильзе 16 золотника.
Управляя подачей S, осуществляется регулирование силы резания с целью ее стабилизации при изменении внешних условий обработки, которые являются возмущениями. Изменяя задающее воздействие UЗ, обеспечивается изменение силы резания в течение всего цикла шлифования детали по оптимальному закону. Часть САУ, которая реализует цикловое управление (переключает направление движения гидроцилиндра, подводит и отводит шлифовальную бабку и т.п.) на рис. 3.1 не показана.
Для составления математической модели системы строится ее функциональная схема - отражает не технические свойства отдельных элементов, а их функции, которые выполняются в системе управления в соответствии со связями между ними.
Делится САУ на функциональные элементы. Управляемый объект - процесс резания, который реализуется в замкнутой технологической системе. Входное, управляющее воздействие - продольная подача S, внешнее возмущение - заданная глубина резания tЗ. Выходной, регулируемый параметр (цель управления) - сила Р резания. Принимается линейная модель, учитывающая, что фактическая глубина резания tФ зависит от деформации эквивалентной упругой системы (ЭУС).
Последовательно отслеживается прохождение сигналов в САУ. Сила резания вызывает момент нагрузки асинхронного электродвигателя главного движения, что приводит к изменению тока в цепи питания. Поэтому электродвигатель главного движения в качестве элемента функциональной схемы должен быть представлен звеном, на входе которого - момент М нагрузки, а на выходе - ток I. Момент нагрузки приближенно можно определить по простой формуле:
![]() ,
(3.1)
,
(3.1)
где PZ - тангенциальная составляющая силы резания, DК - диаметр шлифовального круга, kР - передаточное отношение клиноременной передачи.
В цепь питания двигателя включен преобразователь тока (токовый трансформатор), входным сигналом является ток I двигателя, а выходным - напряжение UП пропорциональное току. Это напряжение после электронного усилителя подается на сравнивающее устройство в качестве сигнала обратной связи UО.С. Сигнал погрешности δU = UЗ – UО.С через второй электронный усилитель поступает на электромеханический преобразователь, входом которого является напряжение UЭ.М, а выходом - перемещение h иглы гидравлического усилителя.
Двухкаскадный гидравлический усилитель имеет внутреннюю обратную связь, благодаря которой плунжер золотника отслеживает перемещение иглы. Входной величиной первого каскада усиления необходимо считать погрешность δh = h – hЗ, где h3 - перемещение плунжера золотника (открытие щелей). Выходной величиной гидравлического усилителя является расход Q рабочей жидкости в линии нагрузки. Шток гидравлического цилиндра перемещает стол станка со скоростью продольной подачи S.
Соединяя выделенные в ходе анализа элементы САУ между собой в соответствии с их функциональным назначением и принципиальной схемой САУ, строится функциональная схема (рис. 3.2).
Руководствуясь принципами составления математических моделей, определяются значения передаточных функций всех звеньев САУ.
Электронные усилители достаточно представить безынерционными звеньями с коэффициентами передачи:
- усилитель в прямом канале регулирования kЭ.У1 подлежит определению;
- усилитель в канале обратной связи kЭ.У2 = 10;
- электромеханический преобразователь считаем апериодическим звеном первого порядка с постоянной времени ТЭ.М = 0,01 с и коэффициентом передачи kЭ.У = 0,2 мм/В.
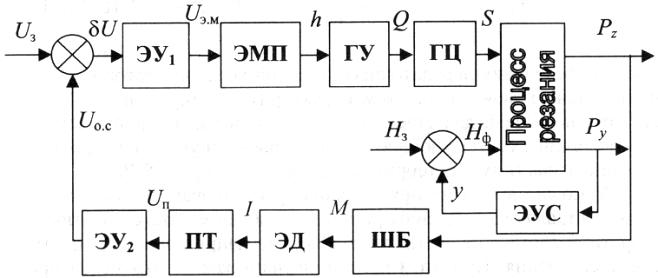
ЭУ - электронный усилитель; ЭМ7 - электронный преобразователь; ШБ - шпиндельная бабка; ГУ- гидроусилитель; ГЦ - гидроцилиндр; ПТ- преобразователь тиристорный; ЭД- электродвигатель; ЭУС - эквивалентная упругая система
Рис. 3.2. Функциональная схема САУ
Гидравлический усилитель характеризуется следующими параметрами:
- коэффициенты передачи первой и второй ступени kГ.У1 = 15 и kГ.У1 = = 2,0·107 мм2/мин соответственно;
- постоянная времени ТГ.У = 0,05 с;
- полезная площадь поршня гидроцилиндра FГ.Ц = 100 см2.
Электродвигатель главного движения может быть представлен апериодическим звеном первого порядка с коэффициентом передачи kД = 0,5 А/(Нм) и постоянной времени ТД = 0,06 с; преобразователь тока - безынерционным звеном с коэффициентом передачи kП = 0,1 В/А.
Из функциональной схемы (рис. 3.2) видно, процесс резания имеет два входа: по управляющему воздействию S и по возмущению НФ, поэтому может быть представлен линеаризованным уравнением:
![]() ,
(3.2)
,
(3.2)
где постоянная времени стружкообразования ТР=0, а коэффициенты линеаризованного уравнения следующие:
![]() 30-300,5
0,8-0,01-0,2
100,5
=1044,
30-300,5
0,8-0,01-0,2
100,5
=1044,
![]() 30∙300.5
0,010.8∙0,5
10-0.5
=0,6526.
30∙300.5
0,010.8∙0,5
10-0.5
=0,6526.
В соответствии с единицами измерений исходных данных необходимо согласовывается единица измерения подачи в формуле расчета силы резания (мм/об) с единицей измерения скорости перемещения стола - штока гидроцилиндра (мм/мин). Задано, что скорость детали VД = 30 м/мин и диаметр детали DД = 100 мм, определяется частота вращения заготовки
![]()
Минутная подача связана с подачей на оборот коэффициентом k1 = 1/n = 1,05·10-2.
Эквивалентная упругая система (ЭУС) описывается колебательным звеном с передаточной функцией, которая, согласно принятым исходным данным [ωО = 600 рад/с, ξ = 0,2, с = 1·104 Н/мм (1·107 Н/м)], имеет вид:

После определения передаточных функций всех элементов САУ, пользуясь функциональной схемой, составляется структурная схема (рис. 3.3). Учитывая, что САУ предназначена для стабилизации силы резания, в качестве выходной величины принимается составляющая РУ, а составляющую PZ находится по простому соотношению [4] РУ = 2,5 РZ.
В САУ прямой канал регулирования - от задающего сигнала UЗ до составляющей РУ силы резания (включая местные обратные связи), канал обратной связи - от составляющей РУ до напряжения UО.С, поступающего на элемент сравнения. Место приложения возмущения охвачено главной обратной связью (не было бы эффекта регулирования, так как управляемая величина - сила резания, искаженная влиянием возмущающего воздействия, - не корректировалась бы за счет обратной связи).
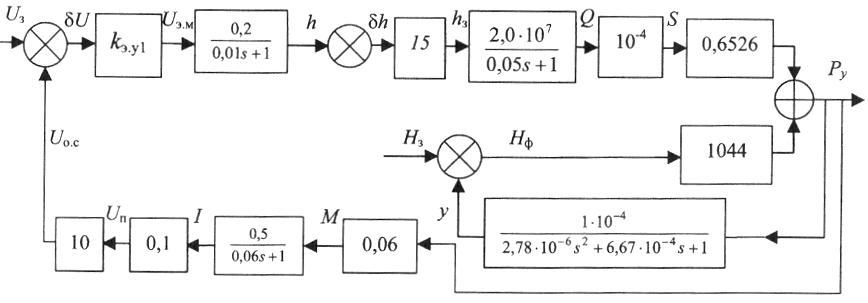
Рис. 3.3. Структурная схема САУ
Определяется устойчивость САУ и выбирается такое значение коэффициента усиления первого электронного усилителя kЭ.У1, которое обеспечивает требуемый запас устойчивости по амплитуде и по фазе. Из структурной схемы (рис. 3.3) видно, САУ содержит три замкнутых контура, а значит, каждый из них должен быть проверен на устойчивость отдельно. Анализ замкнутого контура, представляющего процесс резания в замкнутой технологической системе, показывает, что он всегда является устойчивым. Не возникает проблем устойчивости и в контуре, представляющем первый каскад гидравлического усилителя. Пользуясь правилами преобразования структурных схем, определяется передаточная функция процесса резания в замкнутой технологической системе:
![]()
Определение устойчивости САУ проводится по критерию Найквиста, для чего необходимо составить передаточную функцию разомкнутой системы и представить ее в стандартной форме, что позволяет воспользоваться программами построения переходной и частотных характеристик на ЭВМ. Передаточная функция разомкнутой по главной обратной связи системы имеет вид:

Предварительно принимается значение коэффициента усиления kЭ.У1 = 500 и после элементарных алгебраических преобразований получается передаточная функция в стандартной форме такой, чтобы свободный член полинома знаменателя был равен 1:
![]()
Построение АФЧХ разомкнутой системы выполняется с помощью прикладной программы (программа «Построение характеристик»), главный интерфейс которой с данными, соответствующими передаточной функции, представленной выше, показан на рис. 3.4.

Рис. 3.4. Главный интерфейс прикладной программы
Система с выбранным значением коэффициента усиления первого электронного усилителя является неустойчивой, поскольку график ее АФЧХ в разомкнутом состоянии охватывает критическую точку с координатами [-1, 0]. Уменьшив коэффициент до kЭ.У1 = 50, рассчитывается передаточная функция разомкнутой системы с измененным коэффициентом и вновь проводится моделирование. Результаты (рис. 3.5, справа) свидетельствуют об устойчивости САУ. Запас устойчивости по амплитуде L1 = 20 lg(l/0,475) = 6,5 дБ, запас устойчивости по фазе γ = 30°. Такие показатели устойчивости недостаточны для удовлетворительной работы системы на практике, однако можно ограничиться выбранным значением коэффициента усиления.
Для построения переходной характеристики рассчитывается передаточная функция САУ в замкнутом рабочем состоянии. Пользуясь правилами преобразования структурных схем, находится:
![]()

Рис. 3.5. Планы Найквиста для исследования устойчивости системы
Результаты моделирования с помощью прикладной программы (рис. 3.4) представлены на рис. 3.6.
Выходной величиной по переходной характеристике является составляющая РУ силы резания. Система стабилизирует силу резания на уровне, соответствующем РУ = 26Н. Качество переходного процесса не может считаться удовлетворительным, так как ясно видно присутствие двух основных гармоник в переходной кривой. Первая - высокочастотная - обязана своим появлением свободным колебаниям технологической упругой системы, которая характеризуется по принятым исходным данным низким коэффициентом затухания колебаний (ξ = 0,2); вторая гармоника представляет реакцию собственно системы регулирования на ступенчатый сигнал.

Рис. 3.6. График переходной характеристики САУ
По переходной характеристике определяются все показатели качества регулирования (рис. 3.6):
- время переходного процесса (быстродействие) tП = 0,39 с;
-
относительное перерегулирование ![]() 100%=185 %;
100%=185 %;
-
затухание за период ![]() 100
% = 54 %.
100
% = 54 %.
Представленная методика определения показателей качества разных систем рекомендуется при их проектировании для гарантированного выполнения требований задания.