

4.10. Система автоматического управления копировально-фрезерного станка
(последняя цифра зачетной книжки «0»)
Копировально-фрезерный станок предназначен для обработки сложных поверхностей деталей машин по копиру.
САУ копировально-фрезерного станка (рис. 4.10) состоит из преобразователя перемещения 1, электронного усилителя 2, усилителя-преобразователя 3 комплексного электропривода с двигателем постоянного тока 4, который кинематически связан через редуктор 5 и винтовую пару 6 с фрезерной бабкой 8. Преобразователь перемещения 1 имеет щуп 7, закрепленный на фрезерной бабке 8. Копир 9 и обрабатываемая заготовка 10 установлены на столе 11, которому сообщается движение задающей подачи от отдельного привода.
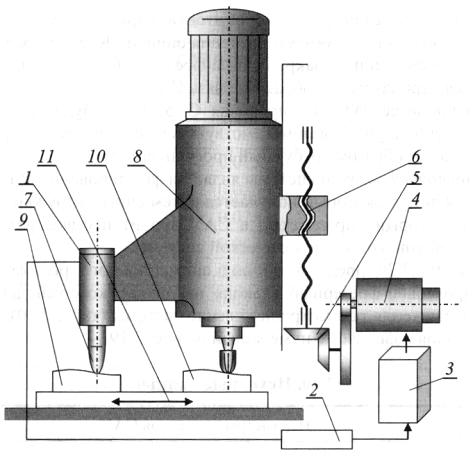
Рис. 4.10. САУ копировального фрезерного станка
При включении повода задающей подачи щуп 7 преобразователя 1 взаимодействует с профилем копира 9 и вырабатывает сигнал в виде напряжения, пропорционального отклонению щупа. Это напряжение через электронный усилитель 2 поступает на вход усилителя-преобразователя 3 комплектного регулируемого электропривода и вызывает вращение двигателя постоянного тока 4. Двигатель 4 через редуктор 5 и винтовую пару 6 перемещает фрезерную бабку 8 в сторону уменьшения ошибки. Корпус преобразователя перемещения 1 закреплен на фрезерной бабке, чем обеспечивается отрицательная обратная связь САУ.
В процессе функционирования САУ фреза будет повторять перемещение щупа 7, взаимодействующего с копиром 9, и формировать требуемый профиль детали.
Поскольку задачей системы является формирование заданного профиля детали, который получается путем снятия стружки, то, как объект, который управляется, в САУ входит процесс резания в замкнутой упругой технологической системе.
В табл. 4.10 представлены исходные данные для проведения расчетов «САУ фрезерованием».
Таблица 4.10
Исходные данные
Первая цифра |
Параметры элементов САУ |
|||||||||||
Преобразователь |
Двигатель |
Измеритель перемещения |
Редуктор |
|||||||||
kУ.П |
ТУ.П, с |
kД,, рад/(с∙В) |
ТЯ, с |
ТМ, с |
kИ.П, В/мм |
kР |
||||||
1 |
40 |
0,03 |
0,6 |
0 |
0,20 |
15 |
0,01 |
|||||
2 |
45 |
0,02 |
1,8 |
0 |
0,25 |
10 |
0,02 |
|||||
3 |
60 |
0,05 |
1,4 |
0,04 |
0,31 |
16 |
0,06 |
|||||
4 |
85 |
0,01 |
0,8 |
0,08 |
0,43 |
28 |
0,02 |
|||||
5 |
90 |
0 |
1,0 |
0 |
0,18 |
17 |
0,03 |
|||||
6 |
30 |
0,03 |
1,2 |
0 |
0,13 |
30 |
0,04 |
|||||
7 |
35 |
0 |
1,5 |
0,10 |
0,24 |
20 |
0,08 |
|||||
8 |
38 |
0,06 |
2,0 |
0 |
0,22 |
12 |
0,10 |
|||||
9 |
85 |
0,04 |
2,2 |
0,02 |
0,10 |
5 |
0,03 |
|||||
0 |
70 |
0,03 |
0,9 |
0,09 |
0,36 |
14 |
0,12 |
|||||
Первая цифра |
Параметры процесса резания |
ЭУС |
||||||||||
ТР, с |
tО, мм |
SZ, мм/зуб |
ωО, рад/с |
ξ |
с, Н/м |
|||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
||||||
1 |
0 |
2,0 |
0,010 |
340 |
0,7 |
3∙106 |
||||||
2 |
0 |
4,0 |
0,005 |
210 |
0,6 |
5∙106 |
||||||
Продолжение табл. 4.10 |
||||||||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
||||||
3 |
0,003 |
3,0 |
0,015 |
- |
- |
4∙106 |
||||||
4 |
0,005 |
2,5 |
0,020 |
- |
- |
1∙107 |
||||||
5 |
0,007 |
4,2 |
0,025 |
180 |
0,7 |
9∙106 |
||||||
6 |
0,002 |
2,2 |
0,060 |
250 |
0,6 |
2∙105 |
||||||
7 |
0 |
1,7 |
0,080 |
350 |
0,7 |
6∙106 |
||||||
8 |
0 |
2,6 |
0,055 |
290 |
0,8 |
4∙106 |
||||||
9 |
0,008 |
4,8 |
0,035 |
- |
- |
3∙106 |
||||||
0 |
0,004 |
5,0 |
0,045 |
- |
- |
8∙105 |
||||||
Примечание. Для всех вариантов приняты следующие параметры: коэффициент и показатели степени в зависимости для расчета силы резания: Ср = 1200, k = 0,27, µ. = 0,07; число зубьев фрезы z = 12; коэффициент передачи электронного усилителя kЭ.П = 60, постоянной времени пренебречь; шаг винтовой пары 12 мм. |
||||||||||||