

5. Технология и оборудование ковки
Характеристика процесса ковки
Ковка является одним из видов обработки металлов давлением. Как и любой вид обработки металлов давлением, ковку применяют для формоизменения исходной заготовки, поэтому характер формоизменения определяет вид обработки металлов давлением. При ковке формоизменение происходит за счет течения металла в стороны, перпендикулярные движению деформирующего инструмента — бойка, причем это течение ограничивается лишь касательными напряжениями τ, действующими по контактным поверхностям (рис. 59) и иногда формой инструмента. Основной применяемый при ковке инструмент не создает интенсивного сопротивления течению металла в стороны при деформировании, что и отличает ковку от других видов обработки давлением.
Ковкой получают различные заготовки для последующей механической обработки. Эти заготовки называют поковками или коваными поковками. Поковки чрезвычайно разнообразны по форме и по размерам. Крупные поковки имеют массу до 200 т и более. К ним относятся поковки валов гидротурбин, барабанов котлов высокого давления, турбинных дисков, коленчатых валов судовых двигателей, валков прокатных станов и крупных штамповых кубиков. Средние поковки имеют массу от 50 до 400 кг.
Это поковки коленчатых валов крупных дизелей, вагонных осей, различных шестерен, маховиков и дисков.
Мелкие поковки массой менее 50 кг очень разнообразны, к ним относятся, например, все поковки, изготовляемые в ремонтных целях.
Ввиду большого разнообразия поковок при ковке используется обычно универсальный инструмент. Определенный набор инструмента обеспечивает изготовление различных поковок. Применяя последовательно различный инструмент и деформируя соответствующим образом заготовку, можно получить необходимую форму поковки.
Рис.
59.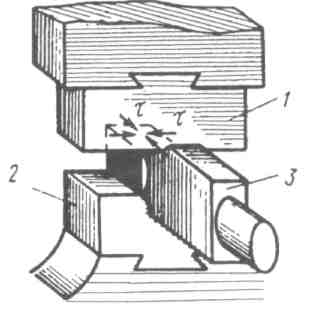 Схема ковки:
Схема ковки:
1 - верхний плоский боек; 2 - нижний плоский боек;
3 - заготовка
Всякий технологический процесс ковки можно подразделить на ограниченное число основных операций и некоторое число вспомогательных и отделочных операций, сопутствующих определенным основным операциям.
К основным операциям ковки относятся: 1) осадка, 2) протяжка, 3) прошивка, 4) отрубка, 5) гибка, 6) скручивание и 7) кузнечная сварка. С помощью основных кузнечных операций производят главное формоизменение при ковке, в то время как вспомогательные и отделочные операции выполняют функции подготовки и доделки перед или после основных операций.
Ковку применяют в единичном и мелкосерийном производстве мелких и средних поковок и при изготовлении крупных поковок, которые штамповкой изготовить нельзя ввиду больших необходимых усилий деформирования.
При единичном и мелкосерийном производстве ковка оказывается выгоднее штамповки, так как расходы на инструмент значительно ниже. Однако ковка отличается низкой производительностью, большим расходом металла и большой трудоемкостью.
Ковку подразделяют на ручную и машинную. Ручную ковку выполняют с помощью кувалды и наковальни. Ниже рассматривается машинная ковка.
В качестве машин — орудий для ковки применяют ковочные пневматические молоты, ковочные паровоздушные молоты двойного действия и ковочные гидравлические прессы.
Ковочные пневматические молоты применяют при ковке мелких поковок массой 0,5 — 20 кг, они характеризуются массой падающих частей и энергией удара.
Ковочные паровоздушные молоты двойного действия используют при ковке мелких и средних поковок массой 20 — 350 кг из проката и мелких слитков.
Ковочные гидравлические прессы предназначаются для изготовления поковок массой до 62 т.
Преимущества и недостатки ковки.
Широкое использование ковки при производстве заготовок объясняется рядом преимуществ по сравнению с другими видами производства заготовок.
К главным преимуществам ковки относятся следующие:
1. Ковка позволяет получать высокое и стабильное качество металла с повышенными характеристиками пластичности по сравнению с отливками.
 2. Возможность
получать крупные поковки, масса которых
исчисляется
десятками и даже сотнями тонн, а длина
до десятка метров, получение
таких заготовок с высоким качеством
металла другими способами
невозможно или нецелесообразно.
2. Возможность
получать крупные поковки, масса которых
исчисляется
десятками и даже сотнями тонн, а длина
до десятка метров, получение
таких заготовок с высоким качеством
металла другими способами
невозможно или нецелесообразно.
Для изготовления крупных по массе и размерам поковок требуется сравнительно небольшие усилия, так как обработка производится обжатием отдельных, небольших участков заготовки, а давления невелики ввиду относительно свободного течения металла в стороны. 5 результате требуются прессы и молоты сравнительно небольшой мощности.
Применение универсальных машин и в особенности универсального инструмента позволяет резко снизить затраты, связанные с оборудованием и инструментом при изготовлении единичных поковок или небольшого числа одинаковых поковок. В единичном и мелкосерийном производстве ковка в ряде случаев оказывается экономически наиболее выгодной.
Однако кроме преимуществ ковка имеет также следующие недостатки:
1. Низкая производительность по сравнению с горячей штамповкой. В последние годы стремятся механизировать процессы ковки и повысить производительность, однако она остается низкой.
Большие напуски на поковках, что приводит к большой последующей обработке резанием. Сложные поковки делаются с большими [напусками для упрощения процесса ковки.
Большие допуски и припуски, исчисляемые десятками миллиметров при крупных поковках, что также приводит к большой последующей обработке резанием.
Большой расход металла, обусловленный значительными технологическими отходами, напусками, допусками и припусками.
Как видим, ковка имеет крупные недостатки. Поэтому применять ковку нужно только там, где это диктуется экономической или технической целесообразностью.