

В.М. Пачевский С.Н. Яценко А.Н. Осинцев
ОБОРУДОВАНИЕ И ТЕХНОЛОГИЯ
МАШИНОСТРОИТЕЛЬНОГО
ПРОИЗВОДСТВА
Учебное пособие

Воронеж 2007
ГОУВПО «Воронежский государственный
технический университет»
ОБОРУДОВАНИЕ И ТЕХНОЛОГИЯ
МАШИНОСТРОИТЕЛЬНОГО
ПРОИЗВОДСТВА
Утверждено Редакционно-издательским советом
университета в качестве учебного пособия
Воронеж 2007

УДК 621.01
Пачевский В.М. Оборудование и технология машиностроительного производства: учеб. пособие / В.М. Пачевский, С.Н. Яценко, А.Н. Осинцев. Воронеж: ГОУВПО «Воронежский государственный технический университет», 2007. 104 с.
В учебном пособии приводятся теоретические сведения по выбору рационального способа получения заготовки, рассмотрено устройство токарных, сверлильных и фрезерных станков, особенности процессов обработки резанием на каждом из них, описание режущего инструмента и применяемых приспособлений.
Учебное пособие предназначено для оказания методической помощи студентам специальностей 080502 «Экономика и управление на предприятии (машиностроение)» очной, заочной и заочно-сокращенной формы обучения, 080500 «Менеджмент» очной формы обучения при изучении дисциплины «Машины и оборудование». Дисциплина «Машины и оборудование» входит в раздел «Специальные дисциплины» учебного плана экономических специальностей.
Учебное пособие предназначено для проведения практических занятий по дисциплине “Машины и оборудование” для студентов экономических специальностей всех форм обучения.
Учебное пособие подготовлено в электронном виде в текстовом редакторе MS Word и содержатся в файле УП МиО практ.doc.
Ил. 53. Библиогр.: 7 назв.
Научный редактор д-р техн. наук, проф. С.Ю. Жачкин
Рецензенты: кафедра начертательной геометрии и графики Воронежского государственного строительно-архитектурного университета (зав. кафедрой д-р техн. наук, проф. Ю.А. Цеханов);
д-р техн. наук, проф. Ю.С. Ткаченко
© Пачевский В.М., Яценко С.Н.
Осинцев А.Н., 2007
© Оформление. ГОУВПО
«Воронежский государственный
 технический
университет», 2007
технический
университет», 2007
Введение
«Машины и оборудование машиностроительных предприятий» - дисциплина технологического цикла. Цель изучения курса состоит в том, чтобы получить знания о классификации, конструкциях и особенностях основных видов современного технологического и подъемно-транспортного оборудования, сопоставить его производительности, обосновать экономическую целесообразность применения. Нельзя планировать производственные процессы, рассчитывать экономическую эффективность, проводить те или иные организационные мероприятия без знания машин, с помощью которых они осуществляются, их особенностей и технологических возможностей, производительности, трудоемкости наладки и настройки.
Практикум по дисциплине «Машины и оборудование» поможет студентам научиться определять способы получения заготовок, типы металлорежущих станков для обработки деталей определенных форм и размеров, закрепит навыки рационального выбора оборудования в зависимости от конкретных производственных условий.
1. Теоретическая часть
1.1. Заготовительное производство
Заготовки деталей машин получают литьем, обработкой давлением, резкой сортового и профильного проката, а также комбинированными методами.
1.1.1. Литье
Отливки составляют 40 % фасонных заготовок в машиностроении. Сущность получения отливок заключается в том, что расплавленный и перегретый сплав заданного состава заливается в литейную форму, внутренняя полость которой с максимальной степенью приближения воспроизводит конфигурацию и размеры будущего изделия. При охлаждении металл затвердевает и в твердом состоянии сохраняет очертания той полости, в которую он был залит. Перспективность литейных технологий обусловливается универсальностью, позволяющей получать изделия из сплавов практически любого состава массой от нескольких граммов до сотен тонн, размерами от миллиметров до десятков метров.
Способы изготовления отливок.
Наиболее распространены следующие способы литья:
1. В песчаные разовые формы.
2. В оболочковые формы.
3. По выплавляемым и выжигаемым моделям.
4. Литье под давлением.
5. Литье в специальные формы – кокили.
6. Центробежное литье.
Выбор способа изготовления отливки зависит от ее размеров, массы, серийности выпуска и сложности.
Литье в разовые объемные песчаные формы является наиболее распространенным методом получения литейных заготовок. Этим методом, которое часто называется «литьем в землю» в настоящее время производится 80 % отливок. Материалом для получения отливок служат чугун, сталь и цветные сплавы. Преимущества способа: неограниченные размеры и сложность конфигурации заготовки, относительно невысокая стоимость. Недостатки: невозможно получить тонкостенные отливки, невысокая точность размеров и формы литой заготовки. Применяется во всех типах производства от единичного до массового.
Последовательность технологического процесса получения отливок приведена на рис.1.1. Весь цикл изготовления отливки состоит из ряда основных и вспомогательных операций, осуществляемых как параллельно, так и последовательно в различных отделениях литейного цеха и в модельных цехах.
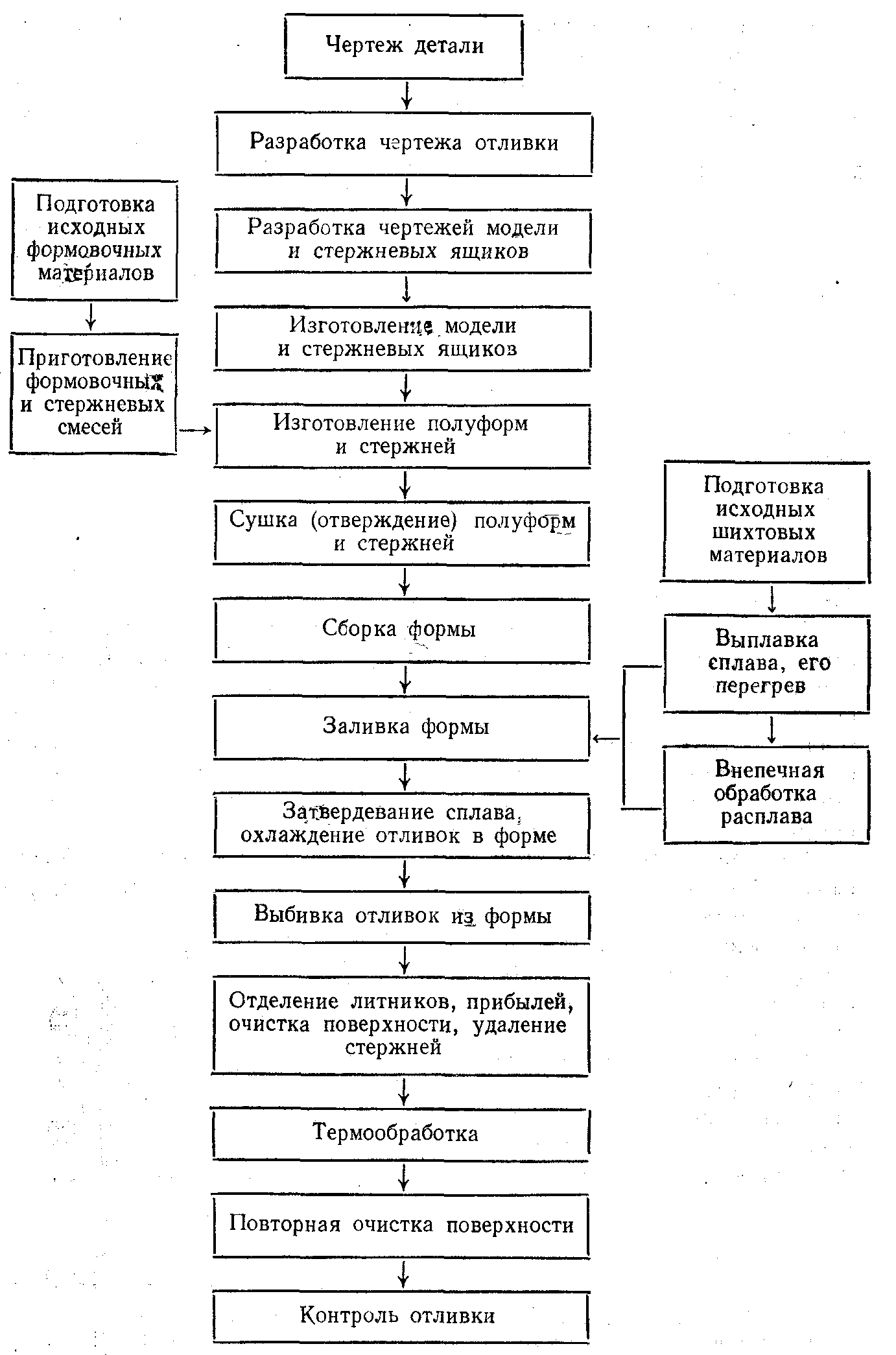
Рис. 1.1. Технологический процесс получения отливок
в разовой песчаной форме
Литейная разовая песчаная форма в большинстве случаев состоит из двух полуформ, которые получают уплотнением формовочной смеси вокруг соответствующих частей (верхней и нижней) деревянной или металлической модели в специальных металлических рамках – опоках. После уплотнения смеси модели извлекают из полуформ. Затем в нижнюю полуформу при необходимости получения отверстия устанавливают стержень и накрывают верхней полуформой.
Формовочные смеси для производства форм состоят в основном из кварцевого песка, глины, связующего, влаги и различных добавок. Кроме исходных материалов, для приготовления формовочных смесей используют отработанные (бывшие в употреблении) смеси. Подготовка смеси к использованию включает извлечение из смеси металлических включений, размол комьев, просев, охлаждение, регенерацию. Для размола формовочных материалов широко используются дробилки различных типов: щековые, молотковые, валковые, роторные, вибрационные и др. В них происходит измельчение крупных частей использованных литейных смесей.
Для более тонкого измельчения смеси могут обрабатываться в шаровых мельницах и просеиваться через вибрационные или барабанные сита. Для сушки песка применяют барабанные и трубные сушила.
При многократном использовании формовочных и стержневых смесей происходит чередование нагрева и охлаждения. При этом в смесях протекают различные химические реакции, изменяющие свойства смесей. Регенерация (восстановление) отработанных смесей позволяет получить песок, годный для повторного изготовления смеси. Наиболее универсальны и эффективны системы гидрорегенерации, в которых зерна песка интенсивно промываются в потоке воды. Их производительность до 60 тонн смеси в час. Кроме них применяются комплексы пневматической и термической регенерации.
Процесс приготовления смеси состоит из дозирования всех компонентов смеси, загрузки их в смесители в определенной последовательности, перемешивания для обеспечения однородности и заданных свойств готовых смесей. Для этих целей применяются преимущественно литейные чашечные смесители.
Основной способ получения литейных форм – машинная формовка. По сравнению с ручной она обладает более высокой производительностью, меньшей трудоемкостью, позволяет получать отливки более высокой точности, улучшает условия труда. К основным способам уплотнения формовочных смесей относятся встряхивание, прессование, пескометание, пескодувное и пескодувно-прессовое уплотнение, импульсное, гравитационное, вакуумно-прессовое уплотнения. Все способы осуществляются с применением формовочных литейных машин.
Для плавки чугуна в литейных цехах широко применяются вагранки – это шахтные печи, выложенные огнеупорным шамотным кирпичом внутри металлического кожуха.
Для плавки стали используются кислородные конвертеры и дуговые сталеплавильные печи