

Учебное пособие 1736
.pdf
|
Фрезеровать |
плоскость |
|
|
|
|
|
||
|
бобышки Ø20 оконча- |
|
|
|
|
|
|||
|
тельно, сверлить и наре- |
|
|
|
|
|
|||
|
зать резьбу М10х1-7Н в |
|
|
|
|
|
|||
|
одном отверстии окон- |
|
|
|
|
|
|||
|
чательно. |
Фрезеровать |
|
|
|
|
|
||
|
торец 102, |
выдерживая |
Многоцеле- |
|
|||||
|
размер 20 окончательно. |
|
|||||||
|
вой |
|
сЧПУ и |
|
|||||
|
Расточить |
|
выточки |
|
|
||||
|
|
инструмен- |
Наладка |
||||||
016 |
Ø80Н7, Ø90Н13 и фаску |
||||||||
тальным ма- |
УСПО |
||||||||
|
1х450 |
окончательно. |
|||||||
|
Фрезеровать |
канавку |
газином |
|
|||||
|
ИР500МФ4 |
|
|||||||
|
b=2,2±0,5 |
окончательно. |
|
||||||
|
|
|
|
|
|
||||
|
Повернуть стол на 1800. |
|
|
|
|
|
|||
|
Расточить |
|
выточки |
|
|
|
|
|
|
|
Ø80Н7, Ø90Н13 и фаску |
|
|
|
|
|
|||
|
1х450 |
окончательно. |
|
|
|
|
|
||
|
Фрезеровать |
канавку |
|
|
|
|
|
||
|
2,2±0,5 окончательно |
|
|
|
|
|
|||
020 |
Притупить острые |
|
6Н13 |
|
|||||
кромки |
|
|
|
|
|||||
|
|
|
|
|
|
|
|
||
025 |
Технический контроль |
|
|
|
|
|
|||
030 |
Нанесение антикоррози- |
|
|
|
|
|
|||
онного покрытия |
|
|
|
|
|
||||
|
|
|
|
|
|
||||
Неуказанные предельные отклонения размеров: |
ва- |
||||||||
лов - h14, отверстий - Н14, остальных - |
|
IT14 |
. |
|
|||||
2 |
|
||||||||
|
|
|
|
|
|
|
|||
151

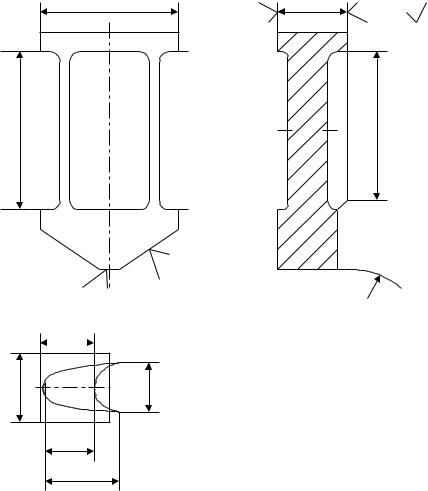
5.2.3. Маршрут обработки корпуса (вариант 3)
Размеры даны в мм.
 (
( )
)
Вид заготовки – отливка. Материал – чугун СЧ 18.
Тип производства – серийное.
Опе- |
Содержание или наиме- |
Станок, |
Оснаст- |
рация |
нование операции |
оборудование |
ка |
005 |
Штамповка |
|
|
010 |
Обрубка и очистка от- |
|
|
ливки |
|
|
|
|
|
|
152

|
Фрезеровать |
плоскость |
|
|
|||||
|
основания |
окончатель- |
|
|
|||||
|
но. Фрезеровать плос- |
|
|
||||||
|
кость |
бобышки |
Ø20 |
|
|
||||
|
окончательно, |
сверлить |
|
|
|||||
|
и |
нарезать |
резьбу |
|
|
||||
|
М10х1-7Н в одном от- |
|
|
||||||
|
верстии |
окончательно. |
Многоцеле- |
|
|||||
|
Фрезеровать |
торец |
102, |
|
|||||
|
вой с ЧПУ и |
|
|||||||
|
выдерживая |
размер 20 |
|
||||||
|
инструмен- |
Наладка |
|||||||
015 |
окончательно. Расточить |
||||||||
тальным |
УСПО |
||||||||
|
выточки Ø80Н7; Ø90Н13 |
||||||||
|
магазином |
|
|||||||
|
и |
фаску 1х450 |
оконча- |
|
|||||
|
тельно. Фрезеровать ка- |
ИР500МФ4 |
|
||||||
|
|
|
|||||||
|
навку b=2,2±0,5 оконча- |
|
|
||||||
|
тельно. |
Повернуть |
стол |
|
|
||||
|
на 1800. Расточить вы- |
|
|
||||||
|
точки Ø80Н7; Ø90Н13 и |
|
|
||||||
|
фаску 1х450 окончатель- |
|
|
||||||
|
но. Фрезеровать канавку |
|
|
||||||
|
2,2±0,5 окончательно |
|
|
||||||
|
Притупить острые |
|
Электрохи- |
|
|||||
020 |
|
мическая ус- |
|
||||||
кромки |
|
|
|
|
|
||||
|
|
|
|
|
тановка |
|
|||
|
|
|
|
|
|
|
|
||
025 |
Технический контроль |
|
|
||||||
030 |
Нанесение антикоррози- |
|
|
||||||
онного покрытия |
|
|
|
||||||
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
Неуказанные предельные отклонения размеров: валов - h14,
отверстий - Н14, остальных - |
IT14 |
. |
|
2 |
|||
|
|
153
6. ЛОПАТКИ ТУРБИННЫЕ
6.1. Лопатка турбинная (вариант 1)
Размеры даны в мм.
14±0,1
27
|
10 |
|
10 |
А-А |
|
|
5,8±0,1 |
16,9-0,1 |
11,84 |
|
5,3±0,16 |
|
8,4±0,2 |
|
9,4-0,1 |
6,3 |
5 |
|
5 |
А |
А |
0,5-26 |
|
R
154

Вид заготовки — штамповка с припуском на сторону по перу – 1,5-2,0 мм, по замку – 2,0-2,5 мм.
Материал – ЭИ 929.
Тип производства – серийное.
Опе- |
Содержание или наименование операции |
|
рация |
||
|
005Обрезка облоя с боковых сторон, торца замка и бо-
бышки
Обработка базовых поверхностей на комлевой части и
технологической бобышке: фрезерование (протягива-
010ние) и шлифование базовых плоскостей со стороны корыта и спинки, боковых плоскостей со стороны входной и выходной кромок, сверление и зенкерование отверстий в технологической бобышке
015 Шлифование, скругление и полирование кромок пера
020 Фрезерование или протягивание клина замка
025Электрохимическая обработка профиля корыта и спин-
ки
030Шлифование абразивной лентой профиля спинки и ко-
рыта
035 Шлифование выходной и входной кромок пера
040Полирование профиля корыта, спинки и кромок под
травление
045Травление и контроль пера люминесцентным методом
ЛЮМ-А
050 Окончательное полирование профиля корыта и спинки.
055Фрезерование торца замка, входной и выходной кро-
мок пера
060Фрезерование или протягивание клина и елочного
профиля замка
Фрезерование торца и боковых сторон замка, полочек
065со стороны спинки и корыта, карманов, лабиринта и других поверхностей
070Отрезка технологической бобышки, шлифование торца
пера лопатки и слесарная зачистка
075 Окончательный контроль
155

6.2. Лопатка турбинная (вариант 2)
Размеры даны в мм.
|
14±0,1 |
9,4-0,1 |
6,3 |
|
5 |
|
5 |
27 |
А |
А |
0,5-26 |
|
|
||
|
10 |
|
|
|
10 |
|
R |
А-А |
|
|
|
|
|
|
|
|
5,8±0,1 |
|
|
16,9-0,1 |
11,84 |
|
|
|
5,3±0,16 |
|
|
|
8,4±0,2 |
|
|
Вид заготовки — штамповка с припуском на сторону по перу – 1,5-2,0 мм, по замку – 2,0-2,5 мм.
156

Материал – ЭИ 929.
Тип производства – серийное.
Опе- Содержание или наименование операции рация
005Обрезка облоя с боковых сторон, торца замка и бо-
бышки
010Отрезка технологической бобышки, шлифование тор-
ца пера лопатки и слесарная зачистка
015Фрезерование торца замка, входной и выходной кро-
мок пера
020 Фрезерование или протягивание клина замка
025Электрохимическая обработка профиля корыта и
спинки
030Шлифование абразивной лентой профиля спинки и
корыта
035 Шлифование выходной и входной кромок пера.
040Полирование профиля корыта, спинки и кромок под
травление
045Травление и контроль пера люминесцентным мето-
дом ЛЮМ-А
050Окончательное полирование профиля корыта и спин-
ки
055 |
Шлифование, скругление и полирование кромок пера. |
|
060 |
Фрезерование или протягивание клина и елочного |
|
профиля замка |
||
|
||
|
Фрезерование торца и боковых сторон замка, полочек |
|
065 |
со стороны спинки и корыта, карманов, лабиринта и |
|
|
других поверхностей |
|
|
Обработка базовых поверхностей на комлевой части |
|
|
и технологической бобышке: фрезерование (протяги- |
070вание) и шлифование базовых плоскостей со стороны корыта и спинки, боковых плоскостей со стороны входной и выходной кромок, сверление и зенкерование отверстий в технологической бобышке
075 Окончательный контроль
157

6.3. Лопатка турбинная (вариант 3)
Размеры даны в мм.
|
14±0,1 |
9,4-0,1 |
6,3 |
|
5 |
|
5 |
27 |
А |
А |
0,5-26 |
|
|
||
|
10 |
|
|
|
10 |
|
R |
А-А |
|
|
|
|
|
|
|
|
5,8±0,1 |
|
|
16,9-0,1 |
11,84 |
|
|
|
5,3±0,16 |
|
|
|
8,4±0,2 |
|
|
Вид заготовки — штамповка с припуском на сторону по перу – 1,5-2,0 мм, по замку – 2,0-2,5 мм.
158

Материал – ЭИ 929.
Тип производства – серийное.
Опе- Содержание или наименование операции рация
005Обрезка облоя с боковых сторон, торца замка и бо-
бышки
Обработка базовых поверхностей на комлевой части
и технологической бобышке: фрезерование (протяги-
010вание) и шлифование базовых плоскостей со стороны корыта и спинки, боковых плоскостей со стороны входной и выходной кромок, сверление и зенкерование отверстий в технологической бобышке
015Фрезерование торца замка, входной и выходной кро-
мок пера
020 Фрезерование или протягивание клина замка
025Окончательное полирование профиля корыта и спин-
ки
030Шлифование абразивной лентой профиля спинки и
корыта
035 Шлифование выходной и входной кромок пера
040Полирование профиля корыта, спинки и кромок под
травление
045Травление и контроль пера люминесцентным мето-
дом ЛЮМ-А
050Электрохимическая обработка профиля корыта и
спинки
055 |
Шлифование, скругление и полирование кромок пера. |
|
060 |
Фрезерование или протягивание клина и елочного |
|
профиля замка |
||
|
||
|
Фрезерование торца и боковых сторон замка, полочек |
065со стороны спинки и корыта, карманов, лабиринта и других поверхностей
070Отрезка технологической бобышки, шлифование тор-
ца пера лопатки и слесарная зачистка
075 Окончательный контроль
159

6.4. Лопатка турбинная (вариант 4)
Размеры даны в мм.
|
14±0,1 |
9,4-0,1 |
6,3 |
|
5 |
|
5 |
27 |
А |
А |
0,5-26 |
|
|
||
|
10 |
|
|
|
10 |
|
R |
А-А |
|
|
|
|
|
|
|
|
5,8±0,1 |
|
|
16,9-0,1 |
11,84 |
|
|
|
5,3±0,16 |
|
|
|
8,4±0,2 |
|
|
Вид заготовки — штамповка с припуском на сторону по перу – 1,5-2,0 мм, по замку – 2,0-2,5 мм.
160