

Учебное пособие 1736
.pdfОпе- |
Содержание или наиме- |
Станок, |
Осна- |
|
рация |
нование операции |
оборудование |
стка |
|
|
Контрольная: проверить |
|
|
|
|
клеймо марки |
Стол |
ШЩ - || |
|
005 |
материала, габаритные |
|||
контролера |
- 0 - 160 |
|||
|
размеры |
|||
|
|
|
||
|
заготовки |
|
|
|
|
Фрезерная: фрезеровать |
|
Специ- |
|
|
|
альное |
||
|
торцевую |
|
||
010 |
6М12П |
при- |
||
поверхность в размер |
||||
|
|
спосо- |
||
|
58 мм |
|
||
|
|
бление |
||
|
|
|
||
|
Фрезерная: фрезеровать |
|
|
|
015 |
верхнюю и нижнюю |
6М12П |
Тиски |
|
|
плоскости в размер 6 мм |
|
|
|
|
Фрезерная: фрезеровать |
|
Специ- |
|
|
|
альное |
||
|
наружние грани в раз- |
|
||
020 |
6М12П |
при- |
||
мер 18 мм. Фрезеровать |
||||
|
|
спосо- |
||
|
две фаски 1,5х45 |
|
||
|
|
бление |
||
|
|
|
||
|
|
|
Специ- |
|
|
Фрезерная: фрезеровать |
|
альное |
|
025 |
6М12П |
при- |
||
внутренний карман R12 |
||||
|
|
спосо- |
||
|
|
|
||
|
|
|
бление |
|
|
Фрезерная: фрезеровать |
|
Специ- |
|
|
|
альное |
||
|
два паза b=3мм |
|
||
030 |
6Н85Г |
при- |
||
на глубину 4+0,5 |
||||
|
(с переустановом) |
|
спосо- |
|
|
|
бление |
||
|
|
|
||
035 |
Промывочная: промыть |
Ванна |
|
|
деталь в бензине |
|
|
||
|
|
|
||
|
Шлифовать верхнюю и |
Стол |
|
|
040 |
нижнюю поверхности в |
|
||
контролера |
|
|||
|
размер 6 мм |
|
||
|
|
|
||
|
131 |
|
|

5. КОРПУСА
5.1. КОРПУСА ФОРСУНОК
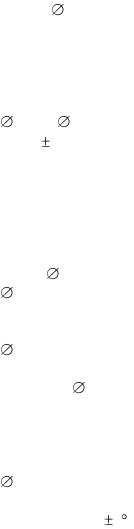
5.1.1. Маршрут обработки корпуса форсунки (вариант 1)
Размеры даны в мм.
132

Вид заготовки – прокат.
Материал – сталь 12Х18Н10Т - ВД. Тип производства - серийное.
Опера- |
Содержание или на- |
Станок, |
Оснаст- |
|||
ция |
именование операции |
оборудование |
ка |
|||
001 |
Заготовительная |
|
|
|||
002 |
Термическая – закалка |
|
|
|||
на HRCЭ 27-30 |
|
|
||||
|
|
|
||||
004 |
Контрольная – кон- |
Стол кон- |
|
|||
троль твердости |
трольный |
|
||||
|
|
|||||
|
Бесцентрово- |
|
Нож |
|||
005 |
шлифовальная: шлифо- |
3Е183В |
||||
12П254 |
||||||
|
вать шейку |
14,5 |
|
|||
|
|
|
||||
|
Токарная с ЧПУ: под- |
|
|
|||
|
резать торец А, точить |
|
Патрон |
|||
010 |
шейки |
13,5h8, 14,5. |
СТП – 220ПР |
пневма- |
||
Сверлить отверстие |
―Гамма – 122‖ |
тиче- |
||||
|
||||||
|
8,4+0,2 предваритель- |
|
ский |
|||
|
но |
|
|
|
|
|
015 |
Токарная: подрезать |
СТВ ТВ – 320 |
Оправка |
|||
торец К |
|
|
||||
|
|
|
|
|
||
|
Сверлильная: сверлить, |
|
|
|||
|
зенкеровать и развер- |
|
Специ- |
|||
|
нуть дважды отверстие |
|
альное |
|||
020 |
6,5Н9 и |
9Н11, ко- |
2Д132МФ20 |
приспо- |
||
|
нус (90 |
инстр.). |
|
собле- |
||
|
Сверлить и зенкеровать |
|
ние |
|||
|
11Н11 |
|
|
|
|
|
025 |
Токарная: точить ка- |
|
|
|||
|
навки b=2+0,25, b=0.7+0,1, |
СТВ ТВ – 320 |
Оправка |
|||
|
b=2+0,25 |
|
|
|
|
|
133
|
Шлифовальная: шли- |
|
|
||
030 |
фовать три шейки в |
СКрШ 3Б151 |
Оправка |
||
размер |
13,7-0,035 |
||||
|
|
|
|||
|
Ra =1,6 |
|
|
|
|
|
Электроконтактная: |
|
|
||
|
прошить кольцевой |
|
Патрон |
||
035 |
глухой паз (предвари- |
САМ – 63797 - |
3-х ку- |
||
тельно) с размерами |
028 |
лачко- |
|||
|
|||||
|
11Н9, |
8,5 на глуби- |
|
вый |
|
|
ну 5,1 0,5 от буртика |
|
|
||
|
Промывочная: промыть |
Моечная |
|
||
040 |
деталь и обдуть сухим |
|
|||
машина |
|
||||
|
сжатым воздухом |
|
|||
|
|
|
|||
|
Револьверная: зенкеро- |
|
|
||
|
вать, развернуть дваж- |
|
|
||
|
ды глухой кольцевой |
|
|
||
045 |
паз до |
11+0,027 , |
СД1336М |
Оправка |
|
8,5-0,2. |
|
||||
|
|
|
|
||
|
Зенкеровать торец Т, |
|
|
||
|
развернуть отверстие |
|
|
||
|
6,5Н9 |
|
|
|
|
|
Сверлить: сверлить 4 |
|
|
||
050 |
отверстия 3,07+0,03 од- |
2Н106П |
Оправка |
||
но из отверстий развер- |
|||||
|
|
|
|||
|
нуть |
|
|
|
|
|
Электроискровая: об- |
|
|
||
|
работать 6 отверстий |
Электроискро- |
Приспо- |
||
055 |
0,8-0,05, равнораспо- |
вая |
собле- |
||
|
ложенных по окружно- |
установка |
ние |
||
|
сти в пределах 5 |
|
|
||
060 |
Контрольная – кон- |
Стол |
|
||
троль |
|
контрольный |
|
||
|
|
|
|||
134
|
Шлифовальная: шли- |
|
|
||
070 |
фовать шейки |
|
СКрШ 3Б151 |
Оправка |
|
|
13,5-0,035, 14,5-0,24 |
|
|
||
|
Полировальная: поли- |
|
|
||
075 |
ровать торцы Т и К, |
СД 8Д7833 - |
Цанга |
||
внутренний |
11+0,035 |
0414 |
|||
|
|
||||
|
глухого кругового паза |
|
|
||
|
Полировальная: поли- |
СД 8Д7833 - |
|
||
080 |
ровать конус |
9+0,1 и |
Цанга |
||
|
6,5+0,03 |
|
0414 |
|
|
|
|
|
|
||
|
Контрольная: прове- |
|
|
||
|
рить правильность |
|
|
||
|
оформления сопрово- |
Стол кон- |
|
||
085 |
дительной документа- |
|
|||
трольный |
|
||||
|
ции. Проверить точ- |
|
|||
|
|
|
|||
|
ность размеров, шеро- |
|
|
||
|
ховатости, формы |
|
|
||
Заусенцы после механических операций удалять на электрохимической установке
135

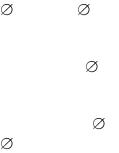
5.1.2. Маршрут обработки корпуса форсунки (вариант 2)
Размеры даны в мм.
Вид заготовки – прокат.
Материал – сталь 12Х18Н10Т - ВД. Тип производства - серийное.
136

Опера- |
Содержание или наимено- |
Станок, |
Осна- |
||
ция |
|
вание операции |
оборудование |
стка |
|
001 |
Заготовительная |
|
|
||
002 |
Термическая – закалка на |
|
|
||
HRCЭ 27-30 |
|
|
|||
|
|
|
|||
004 |
Контрольная – контроль |
Стол кон- |
|
||
твердости |
трольный |
|
|||
|
|
||||
005 |
Токарная: точить канавки |
|
Оп- |
||
|
СТВ ТВ - 320 |
||||
|
b=2+0,25, b=0.7+0,1, b=2+0,25 |
равка |
|||
|
Бесцентрово- |
|
Нож |
||
010 |
шлифовальная: шлифовать |
3Е183В |
12П25 |
||
|
шейку 14,5 |
|
4 |
||
015 |
Токарная: подрезать |
СТВ ТВ - 320 |
Оп- |
||
торец К |
равка |
||||
|
|
||||
|
Сверлильная: сверлить, |
|
Спе- |
||
|
зенкеровать и развернуть |
|
циаль- |
||
|
дважды отверстие 6,5Н9 |
|
ное |
||
020 |
и |
9Н11, конус (90 |
2Д132МФ20 |
при- |
|
|
инстр.). |
|
спо- |
||
|
Сверлить и зенкеровать |
|
собле- |
||
|
11Н11 |
|
ние |
||
|
Токарная с ЧПУ: подре- |
|
Па- |
||
|
зать торец А, точить шей- |
СТП – 220ПР |
трон |
||
025 |
ки |
13,5h8, 14,5. Свер- |
пнев- |
||
―Гамма - 122‖ |
|||||
|
лить отверстие 8,4+0,2 |
мати- |
|||
|
|
||||
|
предварительно |
|
ческий |
||
|
Шлифовальная: шлифо- |
|
Оп- |
||
030 |
вать три шейки в размер |
СКрШ 3Б151 |
|||
равка |
|||||
|
13,7-0,035 Ra =1,6 |
|
|||
|
|
|
|||
137
|
Электроконтактная: про- |
|
Па- |
||||
|
шить кольцевой глухой паз |
САМ – 63797 |
трон |
||||
035 |
(предварит.) с размерами |
3-х |
|||||
- 028 |
|||||||
|
11Н9, |
8,5 на глубину |
кулач- |
||||
|
|
||||||
|
5,1 0,5 от буртика |
|
|
ковый |
|||
|
Промывочная: промыть |
Моечная ма- |
|
||||
040 |
деталь и обдуть сухим |
|
|||||
шина |
|
||||||
|
сжатым воздухом |
|
|
||||
|
|
|
|
||||
|
Револьверная: зенкеровать, |
|
|
||||
|
развернуть дважды глухой |
|
|
||||
045 |
кольцевой паз до |
|
СД1336М |
Оп- |
|||
11+0,027 , 85-0,2. |
|
равка |
|||||
|
Зенкеровать торец Т, раз- |
|
|
||||
|
вернуть отверстие |
6,5Н9 |
|
|
|||
|
Сверлить: сверлить 4 от- |
|
Оп- |
||||
050 |
верстия |
3,07+0,03, одно из |
2Н106П |
||||
равка |
|||||||
|
отверстий развернуть |
|
|||||
|
|
|
|||||
|
Электроискровая: обрабо- |
Электроис- |
При- |
||||
|
тать 6 отверстий |
0,8-0,05, |
спо- |
||||
055 |
кровая |
||||||
равнорасположенных по |
собле- |
||||||
|
установка |
||||||
|
окружности в пределах 5 |
ние |
|||||
|
|
||||||
060 |
Контрольная – контроль |
Стол кон- |
|
||||
трольный |
|
||||||
|
|
|
|
|
|
||
|
Шлифовальная: шлифо- |
|
Оп- |
||||
070 |
вать шейки |
13,5-0,035, |
СКрШ 3Б151 |
||||
равка |
|||||||
|
14,5-0,24 |
|
|
|
|
||
|
|
|
|
|
|
||
|
Полировальная: полиро- |
|
|
||||
075 |
вать торцы Т и К, внут- |
СД 8Д7833 - |
Цанга |
||||
ренний |
11+0,035 глухого |
0414 |
|||||
|
|
||||||
|
кругового паза |
|
|
|
|||
|
Полировальная: полиро- |
СД 8Д7833 - |
|
||||
080 |
вать конус |
9+0,1 и |
|
Цанга |
|||
|
6,5+0,03 |
|
|
|
0414 |
|
|
|
|
|
|
|
|
||
|
|
|
|
138 |
|
|
|
|
Контрольная: проверить |
|
|
|
правильность оформления |
|
|
085 |
сопроводительной доку- |
Стол кон- |
|
ментации. Проверить точ- |
трольный |
|
|
|
|
||
|
ность размеров, шерохова- |
|
|
|
тости, формы |
|
|
Заусенцы после механических операций удалять на электрохимической установке
139

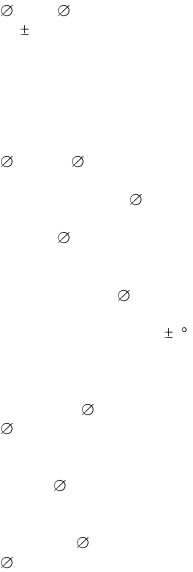
5.1.3. Маршрут обработки корпуса форсунки (вариант 3)
Размеры даны в мм.
Вид заготовки – прокат.
Материал – сталь 12Х18Н10Т - ВД. Тип производства - серийное.
140