

Методическое пособие 785
.pdfРис. 7. Схема цилиндрического одноступенчатого редуктора
Рассчитав давление (Р), необходимое для передачи заданной нагрузки, на основании зависимостей, известных из решения задачи Лямэ для толстостенных цилиндров, можно определить Nmin,, м, способный передать указанные ранее нагрузки:
|
|
æ |
СD |
|
ö |
|
|
N min |
= pdном |
ç |
+ |
Cd |
÷ |
, |
|
|
|
||||||
×ç |
ED |
÷ |
|||||
|
|
è |
|
Ed ø |
|
||
где ЕD и Ed – модули упругости, Па; CD и Сd – коэффициенты, определяемые по формулам
|
|
|
|
æ d |
н |
ö2 |
|
|
|
|||||||
|
|
|
ç |
|
|
|
|
÷ |
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
1 + ç |
|
|
|
|
|
|
÷ |
|
|
|
||||
CD |
= |
|
|
è D2 |
ø |
|
+ mD |
; |
||||||||
|
|
æ d |
н |
ö2 |
|
|||||||||||
|
|
|
|
|
|
|
||||||||||
|
|
|
ç |
|
|
|
|
÷ |
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
1 - ç |
|
|
|
|
|
|
÷ |
|
|
|
||||
|
|
|
|
è D2 |
ø |
|
|
|
||||||||
|
|
|
|
æ d |
1 |
ö2 |
|
|
|
|||||||
|
|
|
ç |
|
|
|
|
|
÷ |
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
1 + ç |
|
|
|
|
÷ |
|
|
|
|||||
Cd |
= |
|
è d н |
ø |
|
+ md |
, |
|||||||||
|
æ d |
1 |
ö2 |
|
||||||||||||
|
|
|
|
|
|
|
||||||||||
|
|
|
ç |
|
|
|
|
÷ |
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
1 - ç |
|
|
|
|
÷ |
|
|
|
|||||
|
|
|
|
è d н |
ø |
|
|
|
||||||||
(25)
(26)
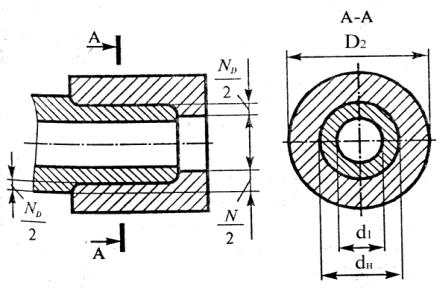
(27)
где d1 и D2 – из рис. 7; µD – отв. и µd – вал – коэффициенты Пуассона; сталь – 0,3; чугун – 0,25; бронза – 0,35; латунь – 0,38.
21
При запрессовке срезаются неровности отверстия и вала на 60% от их высоты. Тогда расчетный натяг для выбора неподвижной посадки можно найти по формуле
Nрасч = Nmin + 1.2(RzD + Rz d ). |
(28) |
Рис. 8. Схема соединения к расчету посадок с натягом
При выборе стандартной посадки необходимо выдержать следующее условие относительно неподвижности сопрягаемых деталей:
Nmin ст ≥ Nрасч |
(29) |
Чтобы проверить детали на прочность, надо вычислить напряжения, Па, которые возникают в них при натяге, наибольшем для выбранной посадки:
P = |
N max ст -1,2(RzD |
+ Rzd ) |
. |
(30) |
||||||
|
|
|||||||||
max |
æ C |
|
|
C |
ö |
|
|
|||
|
|
D |
|
|
|
|||||
|
d |
ç |
|
+ |
|
d |
÷ |
|
|
|
|
|
|
|
|
|
|||||
|
н ç |
Ed |
|
÷ |
|
|
||||
|
|
è |
|
Ed ø |
|
|||||
Эти напряжения для охватывающей и охватываемой детали будут соответственно равны:
|
|
|
|
æ d |
н |
ö2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 + ç |
|
÷ |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
ç |
D2 |
÷ |
|
|
|
|
|
2Pmax |
|
|
|
||||
s |
|
= |
è |
ø |
× P , (31) |
s |
|
= |
|
|
. |
(32) |
||||||
D |
|
|
|
|
|
d |
|
|
|
|
|
|||||||
|
|
|
æ d |
|
ö2 |
max |
|
|
|
æ d |
|
ö2 |
|
|
||||
|
|
|
|
н |
|
|
|
|
|
|
|
|
||||||
|
|
|
ç |
|
÷ |
|
|
|
|
ç |
|
1 |
÷ |
|
|
|||
|
|
|
1 - ç |
D2 |
÷ |
|
|
|
|
1 - ç |
|
|
÷ |
|
|
|||
|
|
|
è |
ø |
|
|
|
|
|
è d н |
ø |
|
|
|||||
Если эти напряжения меньше предела текучести материала, т.е.:
σD < σTD и σd<σTd,
значит, посадка выбрана правильно.
22
(Однако перед массовым применением этих посадок надо выполнить экспериментальную проверку).
Пример. Подобрать стандартную посадку с натягом для следующих условий:
Ø = dн = 0,15 м; |
d1 = 0 (вал сплошной); |
D2 = 0,25 м; |
Втулка и вал – сталь 40; |
l = 0,18 м; |
ƒ = 0,085; |
Мк р = 9000 Н·м; |
Rzd = 6,3 мкм; RzD = 10 мкм. |
Решение.
1. Определить значение необходимого давления:
P = |
2M |
кр |
= |
|
2 ×9000 |
|
= 120 ×10 |
5 |
Па . |
|
pd м |
2lf |
|
× 0.152 × 0.18 |
× 0.085 |
|
|||||
|
3.14 |
|
|
|
||||||
2. Находим Nmin:
|
|
æ |
СD |
|
ö |
|
5 |
æ 2.43 + 0.7 ö |
|
|
|||
|
|
ç |
|
Cd ÷ |
|
|
|
||||||
Nmin |
= p × dн |
×ç |
|
+ |
|
÷ |
=120 ×10 |
|
× 0.15 ×ç |
|
÷ |
= |
|
ED |
|
|
11 |
, |
|||||||||
|
|
è |
|
Ed ø |
|
|
è |
2.1×10 |
ø |
|
|||
= 27 ×10-6 м = 27 мкм
где
|
|
|
|
æ d н |
ö2 |
|
|
|
æ 0.15 ö2 |
|
|
||||||||
|
|
|
ç |
|
|
|
|
|
÷ |
|
1 + ç |
|
÷ |
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
1 + ç |
|
D2 |
÷ |
|
|
|
|
||||||||||||
CD = |
|
è |
|
ø |
+ mD |
= |
|
è 0.25 |
ø |
+ 0.3 |
= 2.43 , |
||||||||
|
|
æ d |
|
ö2 |
|
æ 0.15 |
ö2 |
||||||||||||
|
|
|
|
|
|
1 - |
|
|
|||||||||||
|
|
|
ç |
|
|
|
|
н |
÷ |
|
ç |
|
÷ |
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|||||||||
1 - ç |
|
D2 |
÷ |
|
|
|
è 0.25 ø |
|
|
||||||||||
|
|
|
è |
|
ø |
|
|
|
|
|
|||||||||
|
|
|
æ d |
1 |
ö2 |
|
|
|
|
|
|
|
|
|
|||||
1 + |
ç |
|
|
|
÷ |
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
ç |
|
|
|
÷ |
|
|
|
|
|
|
|
|
|
||||||
Cd = |
|
|
è d |
н |
ø |
+ md = 1 |
- 0.3 = 0.7 |
|
(т.к. d1 = 0). |
||||||||||
|
æ d |
1 |
ö2 |
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
1 - |
ç |
|
|
÷ |
|
|
|
|
|
|
|
|
|
||||||
ç |
|
|
|
÷ |
|
|
|
|
|
|
|
|
|
||||||
|
|
|
è d н |
ø |
|
|
|
|
|
|
|
|
|
||||||
3. Определяем расчетный натяг:
Nрасч = Nmin + 1,2 (RzD + Rzd) = 27 + 1,2(10 + 6.3) = 46,5 мкм.
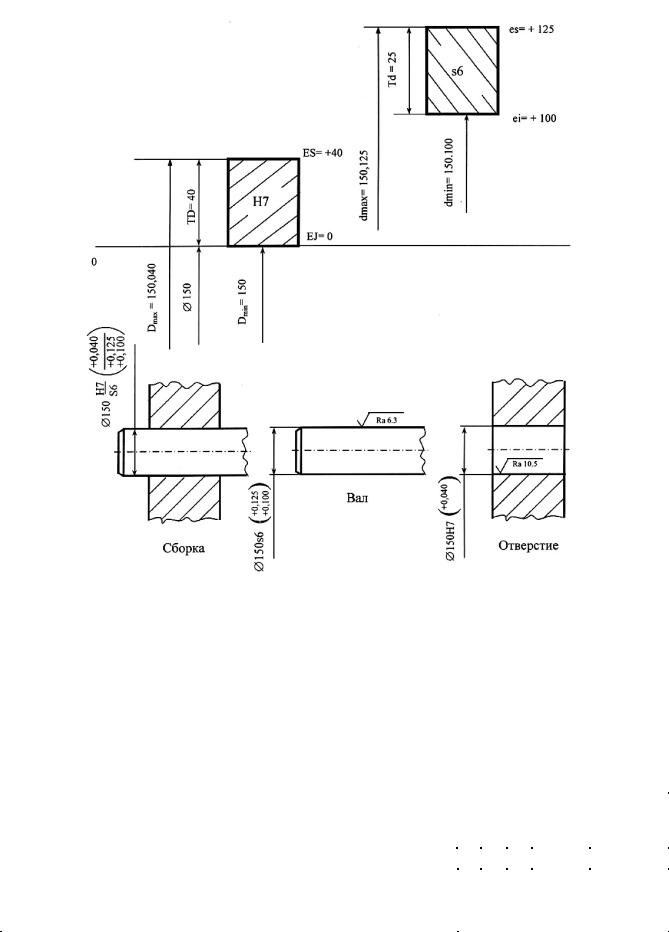
4. По таблицам находим, что условию Nmin ст ≥ Nрасч удовлетворяет только одна предпочтительная посадка с Nmin = 60 мкм:
|
|
æ |
|
ö |
|
|
H 7 |
ç |
|
÷ |
|
|
ç |
+ 0,040 ÷ |
|||
Ø150 |
|
ç |
+ 0,125 |
÷ . |
|
s6 |
|||||
|
ç |
÷ |
|||
|
|
ç |
+ 0,100 |
÷ |
|
|
|
è |
ø |
||
|
23 |
|
|
|
|
5. Находим Рmax, которое может возникнуть после запрессовки при использовании посад-
ки Ø150 Н7/s6:
|
N |
max ст |
-1,2(R |
zD |
+ R |
zd |
) |
125 -1.2 10 + 6.3 |
)] |
×10 |
-6 |
|||||||||||
P = |
|
|
|
|
|
|
|
|
|
= [ |
( |
|
|
|
|
= 471×105 Па . |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
max |
|
æ C |
|
|
C |
|
ö |
|
|
æ 2.43 + 0.7 ö |
|
|||||||||||
|
|
|
|
|
|
|
|
|||||||||||||||
|
|
ç |
|
|
D |
+ |
|
|
d |
÷ |
|
|
0.15ç |
|
|
|
|
|
|
÷ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
d ç |
|
Ed |
|
|
|
÷ |
|
|
è |
|
|
2.1×10 |
11 |
ø |
|
|||||
|
|
è |
|
|
Ed ø |
|
|
|
|
|
|
|
||||||||||
6. Наибольшее напряжение во втулке
|
|
|
|
æ d н |
ö2 |
|
|
æ |
0.15 |
ö2 |
|
|
|
|
|
||||
|
|
|
ç |
|
|
|
÷ |
|
|
1 + ç |
|
÷ |
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
1 + ç |
|
D2 |
÷ |
|
|
0.25 |
|
|
|
|
|
|||||
s |
D |
= |
è |
|
ø |
× P |
= |
è |
ø |
× 471×10 |
5 |
= 1001×10 |
5 |
Па . |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
æ d |
|
ö2 |
max |
|
æ |
0.15 |
ö2 |
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
ç |
|
|
н |
÷ |
|
|
1 - ç |
|
÷ |
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
1 - ç |
|
D2 |
÷ |
|
|
è |
0.25 |
ø |
|
|
|
|
|
|||
|
|
|
è |
|
ø |
|
|
|
|
|
|
|
|||||||
7. Условие прочности охватывающей детали выдерживается, т.к. для стали 40 σт = 3400 Па и σD < σTD, что соответствует правильно выбранной посадке.
Если бы условие прочности не было выдержано для этой посадки, то следовало проверить рекомендуемые посадки и выбрать ту из них, которая удовлетворяет обоим условиям.
Результаты расчета сводим в табл. 7.
Таблица 7
Сводные данные посадки Ф150 Н7/s6
Параметры размера |
Отверстие |
Вал |
Допуск, мкм |
ТД = 40 |
Td = 25 |
Основное отклонение, мкм |
EJ = 0 |
ej = +100 |
Верхнее отклонение, мкм |
ES = + 40 |
es = +125 |
Нижнее отклонение, мкм |
EJ = 0 |
ei = +100 |
Предельные размеры вала и отверстия:
Dmax = D + ES = 150 + 0,040 = 150,040 мкм,
Dmin = D + EJ = 150 + 0 = 150 мкм,
dmax = d + es = 150 + 0,125 = 150,125 мкм, dmin = d + ei = 150 + 0,100 = 150,100 мкм.
Допуски размеров вала и отверстия:
TD = ES – EJ = 40 – 0 = 40 мкм,
TD = D max – D min = 150,040 – 150 = 0,040 мм,
Td = es – ei = 125 – 100 = 25 мкм,
Td = d max – d min = 150,125 – 150,100 = 0,025 мм.
24
Величины предельных натягов:
Nmax = d max – Dmin = 150,125 – 150 = 0,125 мм,
Nmax = es – EJ = 125 – 0 = 125 мкм,
Nmin = dmin – Dmax = 150,10 – 150,040 = 0,060 мм,
Nmin= ei – ES = 100 – 40 = 60 мкм.
Допуск посадки:
TS = Nmax – Nmin = 125 – 60 = 65 мм,
TS = TD + Td = 40 + 25 = 65 мм.
Характеристика посадки:
|
|
æ |
|
ö |
|
|
|
ç |
|
÷ |
|
посадка Æ 150 |
Н 7 ç |
+ 0,040 ÷ |
выполнена в системе «отверстие» с натягом, комбинирована по |
||
|
s6 |
ç |
+ 0,125 |
÷ |
|
|
ç |
÷ |
|
||
|
|
ç |
+ 0,100 |
÷ |
|
|
|
è |
ø |
|
|
квалитетам (отверстие Н7, вал s6).
Пример графического изображения посадки с натягом представлен на рис. 9.
1.6. Переходные посадки
Переходные посадки применяют при центрировании деталей. Передача нагрузки соединениям обеспечивается дополнительным креплением: шпонками, штифтами и другими крепежными средствами.
Точность центрирования и легкость сборки и разборки соединения при применении небольших усилий возможна лишь при небольших колебаниях допустимых натягов и зазоров, поэтому переходные посадки предусмотрены только в относительно точных квалитетах: валов в 4
– 7- м, отверстиях 5 – 7-м. Отверстия в переходных посадках, как правило, применяют на один квалитет грубее вала.
Характер переходных посадок определяется вероятностью получения при сборке натягов или зазоров в сопряжении.
Рассчитать переходную посадку – это значит определить вероятность получения натягов (зазоров) при заданных условиях.
В основу расчета положен ряд допущений: рассеяние действительных размеров деталей подчиняется закону нормального распределения (закону Гаусса) (рис. 10). Теоретическое рассеяние 6s равно допуску детали, а центр рассеяния совпадает с серединой поля допуска.
Распределение натягов или зазоров в этом случае также будет подчиняться закону нормального распределения, а вероятности их получения определяются с помощью интегральной функции вероятности Ф(z).
25
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
00000 – 00.00.01 |
|
|||||
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Лит |
Масса |
Масштаб |
||
Изм. |
Лист |
№ докумен |
Подп. |
Дата |
Посадки с натягом |
|
У |
|
|
|
|
Подгот. |
Рославцев |
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|||
Проверил |
Фролов |
|
|
|
|
|
|
|
|
|
|
Т. контр. |
|
|
|
|
|
Лист |
|
|
Листов |
||
|
|
|
|
фак. МАД гр. 532 |
|
ВГАСУ, каф. ТМ |
|||||
Н.контр. |
|
|
|
|
|||||||
Утвердил |
|
|
|
|
|
|
|
|
|
|
|
Рис. 9. Поля допусков и посадок в гладком цилиндрическом соединении с натягом
26
Таблица 8
Варианты заданий к переходным посадкам
Посадка |
H7/k6 |
|
H7/m6 |
|
|
|
M7/h6 |
K7/h6 |
N7/h6 |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Вариант |
1 |
|
2 |
3 |
|
4 |
|
|
5 |
|
6 |
7 |
8 |
9 |
0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
1 |
32 |
|
42 |
40 |
|
58 |
|
78 |
90 |
96 |
110 |
128 |
140 |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
2 |
35 |
|
45 |
45 |
|
56 |
|
86 |
95 |
100 |
115 |
130 |
145 |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
3 |
38 |
|
40 |
55 |
|
62 |
|
92 |
98 |
105 |
120 |
135 |
150 |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
4 |
36 |
|
38 |
54 |
|
65 |
|
95 |
105 |
104 |
118 |
130 |
140 |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
5 |
42 |
|
50 |
48 |
|
75 |
|
110 |
125 |
105 |
120 |
132 |
142 |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
6 |
40 |
|
55 |
52 |
|
85 |
|
112 |
120 |
108 |
122 |
135 |
155 |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
7 |
45 |
|
60 |
68 |
|
78 |
|
115 |
130 |
110 |
125 |
138 |
160 |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
8 |
48 |
|
70 |
65 |
|
90 |
|
108 |
125 |
112 |
128 |
140 |
162 |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
9 |
50 |
|
68 |
68 |
|
100 |
|
102 |
100 |
115 |
135 |
142 |
158 |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
0 |
40 |
|
65 |
70 |
|
105 |
|
100 |
122 |
120 |
130 |
145 |
169 |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
Пример расчета |
|
|
|
|
|||||
|
|
|
|
|
|
|
æ |
|
|
ö |
|
|
|
|
|
|
|
|
|
|
|
|
ç |
|
|
÷ |
|
|
|
|
|
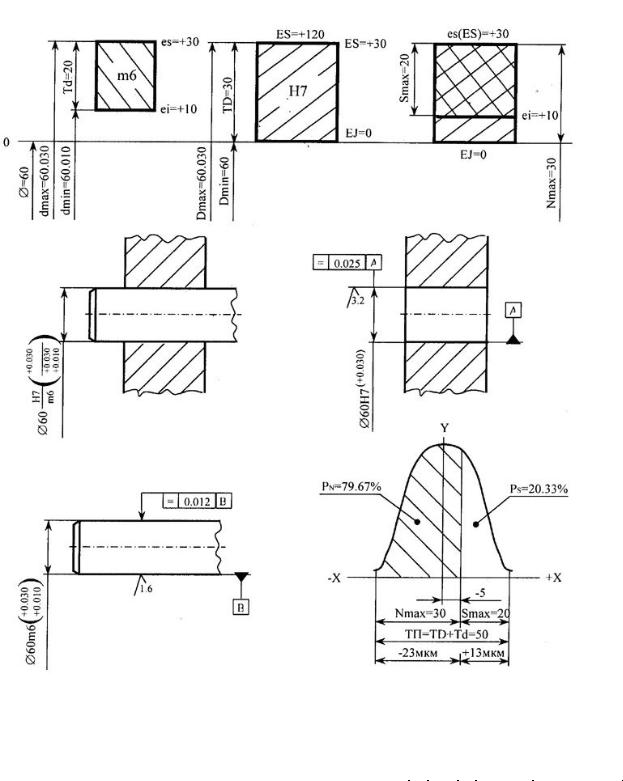
Дано: переходная посадка Æ60 |
7Н |
ç |
+ 0,030 ÷ |
|
|
|
|
|
|||||||
ç |
+ 0,030 |
÷ . |
|
|
|
|
|
||||||||
|
|
|
|
|
|
m6 |
ç |
÷ |
|
|
|
|
|
||
|
|
|
|
|
|
|
ç |
+ 0,010 |
÷ |
|
|
|
|
|
|
|
|
|
|
|
|
|
è |
ø |
|
|
|
|
|
||
Необходимо: определить вероятность натяга и зазора в данном соединении. По таблице ГОСТ 25346 – 82 находим:
Д – отв.: ES = + 30 мкм; EJ = 0; TD = 30 мкм.
d – вал: es = + 30 мкм; ei = + 10 мкм; Td = 20 мкм.
В данном сопряжении возникают как зазоры, так и натяги:
Smax = ES – ei = 30 = 10 = 20 мкм;
Nmax = es – EJ = 30 – 0 = 30 мкм.
Допуск посадки:
ТП = ТД + Тd =30 + 20 = 50 мкм.
Полагаем, что рассеивание размеров отверстия и вала подчиняется нормальному закону. Примем практический диапазон рассеивания равным 6 σ, т.е. допуск деталей Т = 6 σ, где σ
– среднее квадратичное отклонение размеров вала и отверстия. Определяем:
sД = ТД6 = 306 = 5 мкм;
sd = Td6 = 206 = 3,3 мкм.
27

Из теории вероятностей известно, что если две или несколько случайных величин рассеиваются по нормальному закону, то суммарное распределение этих же величин будет подчиняться тому же закону.
Среднее квадратичное отклонение суммарной совокупности определяется по формуле s сум = 
 s 2Д +s d2 =
s 2Д +s d2 = 
 52 +3,32 = 6 мкм.
52 +3,32 = 6 мкм.
Выразим средние значения размеров отверстия и вала:
Д |
средн |
= |
Д max + Д min |
= 60,030 + 60 |
= 60,015 мм; |
||||
|
|||||||||
|
|
|
|
2 |
2 |
|
|
||
d |
средн |
= |
dmax + dmin |
= 60,030 + 60,010 |
= 60,020 мм. |
||||
|
|||||||||
|
|
|
2 |
2 |
|
|
|||
В этом случае мы получаем натяг:
Дсредн – dсредн = 60,015 – 60,020 = - 0,005 мм = - 5 мкм.
Вычислим вероятность значения натяга в пределах от 0 до 5 мкм, т.е. найдем площадь, ограниченную линией симметрии, кривой и ординатой, расположенной на расстоянии 5 мкм от линии симметрии (у).
Эта площадь определяется интегралом
|
|
1 |
|
z |
- |
z 2 |
|
|
|
|
x |
|
|
|
|
|
|
|
|
|
|||||
Ф(z) = |
|
|
ò e |
2 |
|
× dz, |
где z = |
. |
||||
|
|
|
|
|||||||||
|
|
|
|
|||||||||
|
|
2p |
0 |
|
|
|
|
|
|
s сум. |
||
В нашем случае х = 5 мкм, следовательно, |
z = |
5 |
» 0,83 . |
|
|
|||||||
6 |
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
По таблицам значения функции Ф(z), которые приводятся в различных справочниках и учебных пособиях например [3], находим, что при z = 0,83 вероятность натяга в пределах от 0 до 5 мкм составляет 0,2967.
Вероятность получения натягов в соединении
РN = 0,5 + 0,2967 = 0,7967, или 79,67 %.
Вероятность получения зазоров (не заштрихованная площадь под кривой распределения):
РS = 1 – 0,7967 = 0,2033, или 20,33 %.
Вероятный натяг –5-3σ = - 5-3 · 6 = - 23 мкм и зазор – 5+3σ =-5+3·6 = +13 мкм будут практически предельными натягом и зазором. Однако этот расчет является приближенным, т.к. в нем не учтены возможности смещения центра группирования относительно середины поля до-
пуска вследствие систематических погрешностей.
Строим схемы полей допусков соединяемых деталей, эскизы соединения и отдельных его деталей и показываем результат расчета вероятности зазора и натяга (рис. 10).
Контрольные вопросы
1.В каких квалитетах предусмотрены переходные посадки и почему?
2.Перечислите области техники, в которых предпочтительно предусматривать переходные посадки.
3.Выполните анализ посадок H/n; H/m; H/k и H/js для квалитета и номинального размера вашего задания. Что для этих посадок характерно?
28
2.ОПРЕДЕЛЕНИЕ ЭЛЕМЕНТОВ СОЕДИНЕНИЙ, ПОДВЕРГАЕМЫХ СЕЛЕКТИВНОЙ СБОРКЕ
Сущность метода селективной сборки заключается в изготовлении деталей со сравнительно широкими допусками, выбираемых из стандартов, с последующей их сортировкой на равное число групп с более узкими групповыми допусками и сборке деталей (после комплектования) по одноименным группам.
Селективную сборку целесообразно применять при равенстве допусков отверстия и вала,
т.е. TD = Td.
В этом случае |
n = |
TD |
= |
Td |
, |
(34) |
|
TD Гр |
Td Гр |
||||||
|
|
|
|
|
|||
где n – число групп сортировки; TD Гр |
и Td Гр – групповые допуски отверстия и вала. |
|
|||||
Селективную сборку применяют в сопряжениях деталей, как с зазором, так и с натягом. Практически число групп сортировки ограничивают величиной nmax = 4 - 5 , т.к. дальнейшее их
увеличение усложняет контроль (требуется большой штат контролеров, более точные измерительные средства), растет трудоемкость процесса сборки.
Применение селективной сборки целесообразно в массовом и крупносерийном производствах для соединений высокой точности, когда дополнительные затраты на сортировку, маркировку, сборку и хранение деталей по группам окупаются высоким качеством изделий.
Цель работы:
1.Усвоить сущность метода селективной сборки соединений.
2.Научиться определять предельные размеры деталей, входящих в каждую размерную группу, групповые зазоры, натяги и допуски деталей.
Вариант задания выбирается из табл. 9.
Пример расчета
Дано: номинальный размер соединения Æ 75 мм, поле допуска отверстия Н10
æ- 0,100 ö
поле допуска вала d10 ç ÷ , количество групп n = 4.
çè- 0,220÷ø
æ |
+ 0,120ö |
, |
ç |
÷ |
|
ç |
÷ |
|
è |
ø |
|
Величины допусков, величина и знаки основных и предельных отклонений размеров вала и отверстия даны в (прил.2).
|
|
æ |
|
ö |
|
|
H10 |
ç |
+ 0,120 |
÷ |
|
Обозначение посадки: Æ 75 |
ç |
÷ |
|||
|
ç |
|
÷ . |
||
d10 |
- 0,100 |
||||
|
ç |
÷ |
|||
|
|
ç |
- 0,220 |
÷ |
|
|
|
è |
ø |
Предельные размеры и допуски вала и отверстия:
Smax = D + ES = 75 + 0,120 = 75,120 мм, Smin = D + EJ = 75 + 0 = 75 мм,
dmax = d + es = 75 – 0,100 = 74,900 мм, dmin = d + ei = 75 – 0,220 = 74,780 мм, TD = Dmax - Dmin = 75,120 – 75 = 0,120 мм,
Td = dmax – dmin = 74,900 – 74,780 = 0,120 мм.
29
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
00000 – 00.00.01 |
|
|||||
|
|
|
|
|
|
||||||
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Посадки в гладком |
|
Лит |
Масса |
Масштаб |
||
Изм. |
Лист |
№ докумен |
Подп. |
Дата |
цилиндрическом |
|
У |
|
|
|
|
Подгот. |
Рославцев |
|
|
соединении |
|
|
|
|
|
||
|
|
|
|
|
|
|
|
||||
Проверил |
Фролов |
|
|
|
|
|
|
|
|
|
|
Т. контр. |
|
|
|
|
|
Лист |
|
Листов |
|||
|
|
|
|
фак. МАД гр. 532 |
|
ВГАСУ, каф. ТМ |
|||||
Н.контр. |
|
|
|
|
|||||||
Утвердил |
|
|
|
|
|
|
|
|
|
|
|
Рис.10. Схема полей допусков, зазоры и натяги в переходных посадках, эскизы сопряжения и его деталей
30