

1. Краткие теоретические сведения
Полимерные связующие применяются в самых разных отраслях народного хозяйства. Однако развивающиеся наука и техника предъявляют все более высокие требования к эксплуатационным свойствам полимерных связующих, которым индивидуальные полимерные связующие уже не удовлетворяют. Одним из подходов к улучшению эксплуатационных свойств полимерных связующих является их модификация наполнителями различной природы. Путем введения наполнителей в полимерные связующие можно получить полимерные композиции с регулируемыми свойствами, значительно отличающимися от свойств исходных компонентов, что служит решением многих проблем химии высокомолекулярных соединений. Этот подход представляется наиболее привлекательным, поскольку не связан с затратами на синтез и может быть реализован в более сжатые сроки.
Последнее время в мировом народном хозяйстве все чаще применяют полимерные связующие на основе эпоксидных смол, поскольку, в отличие от полимерных связующих на основе других смол, они характеризуются хорошей адгезией к большинству наполнителей, отсутствием выделения летучих побочных продуктов при отверждении и пониженной усадкой. В качестве наполнителей часто используют углеродные частицы и углеродные волокна, благодаря обеспечению эпоксидным связующим высоких прочностных свойств при малом удельном весе, что важно для практических применений.
Для оценки прочностных свойств ненаполненных и наполненных полимерных связующих в отвержденном состоянии может быть использован метод испытания на растяжение, который основан на растяжении испытуемого образца связующего с установленной скоростью деформирования. При испытании измеряют нагрузку и удлинение образца непрерывно или в момент достижения предела текучести, максимальной нагрузки и в момент разрушения образца (рис. 1).
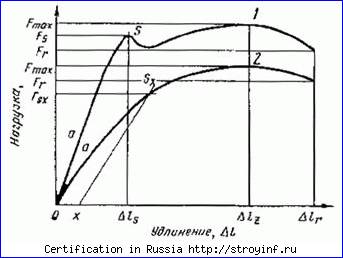
Рис. 1. Диаграмма растяжения полимерного связующего
1 – материал имеет предел текучести; 2 – материал не имеет предела текучести; а – линейный участок кривой «нагрузка-удлинение»; S – предел текучести; Sx – условный предел текучести
2. Методика испытания и образцы
Испытание проводят на испытательной машине (рис. 2), которая при растяжении образца измеряет нагрузку с погрешностью не более 1% от измеряемой величины и обеспечивает постоянную скорость раздвижения зажимов.
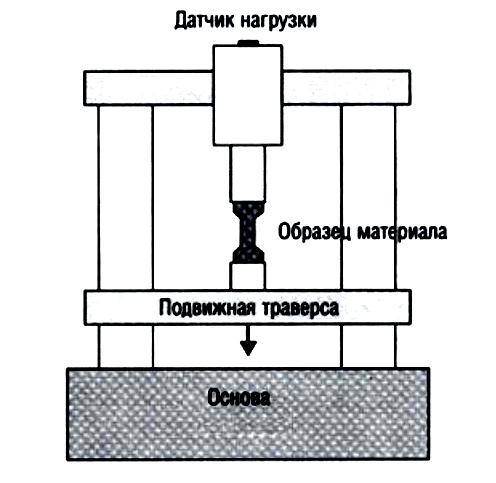
Рис. 2. Схема испытания на растяжение образца
из полимерного связующего
Зажимы машины должны иметь надежное крепление образцов и совпадение продольной оси образца с направлением растяжения и не должны вызывать разрушений образцов в месте крепления.
Удлинение в процессе испытания измеряется экстензометром с погрешностью измерения не более 1%, а ширина и толщина образца – микрометром с погрешностью измерения не более 0,01 мм.
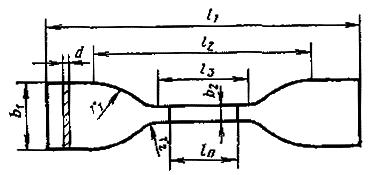
Для испытаний применяют образцы типов 1-3, форма и размеры в миллиметрах которых указаны на рис. 3 и в табл. 1.
(а)
(б)
(в)
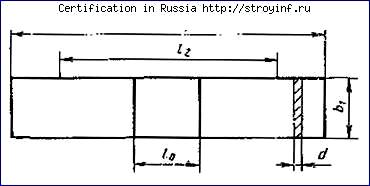
Рис. 3. Типы образцов полимерных связующих для испытаний на растяжение: тип 1 (а), тип 2 (б) и тип 3 (в)
Таблица 1
Размеры образцов полимерных связующих для испытаний
на растяжение
Параметр |
Образец типа |
||
1 |
2 |
3 |
|
Общая длина l1, не менее |
115 |
150 |
250 |
Расстояние между метками, определяющими положение кромок зажимов на образце l2 |
80±5 |
115±5 |
170±5 |
Длина рабочей части l3 |
331 |
60±0,5 |
- |
Расчетная длина l0 |
25±1 |
50±0,5 |
50±1 |
Ширина головки b1 |
25±1 |
20±0,5 |
25±0,5 |
Ширина рабочей части b2 |
6±0,4 |
10±0,5 |
- |
Толщина d |
2±0,2 |
4±0,4 |
2±0,2 |
|
(от 1 до 3) |
(от 1 до 10) |
(от 1 до 6) |
Большой радиус закругления r1 |
25±1 |
- |
- |
Малый радиус закругления r2 |
14±0,5 |
- |
- |
Радиус закругления, не менее r |
- |
60 |
- |
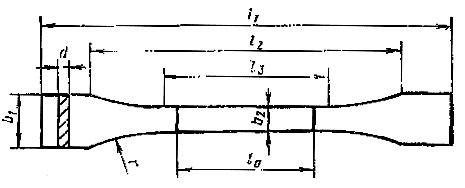
При разрушении образца типа 3 в зоне зажимов его концы следует усилить в соответствии с рис. 4, применяя накладки длиной l4 не менее 50 мм и толщиной d1 от 3 до 10 мм.
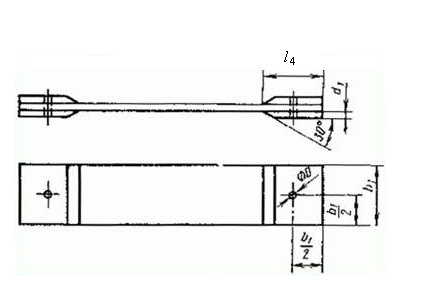
Рис. 4. Образец полимерного связующего типа 3 с накладками
Диаметр D центровых отверстий для штифтов 3 мм. Допускается применять для усиления образца типа 3 концевые накладки длиной не менее 70 мм без центровых отверстий. Накладки приклеивают к вырезанному образцу. Материал накладок должен быть идентичен материалу образца, либо со значением модуля упругости ниже, чем у испытуемого материала.
Образцы для испытаний должны обладать гладкой и ровной поверхностью, без вздутий, сколов, трещин, раковин и других видимых дефектов.
Образцы кондиционируют не менее 16 ч по ГОСТ 12423-66 при температуре 23 ± 2 °С и относительной влажности 50 ± 5 %.
Время от окончания изготовления формованных образцов до их испытания должно составлять не менее 16 ч, включая и время на их кондиционирование.