

6. Связи в производственном процессе
Информационное обеспечение производственного процесса.
Временные связи в технологическом процессе. Компоненты временных связей. Структура технически обоснованной нормы времени.
Экономические связи в производственном процессе.
Методические указания
При изучении темы студент должен получить ясное представление об информационных связях в производственном процессе и их структуре, изучить структуру технически обоснованной нормы времени, понять отношения между затратами живого и овеществленного труда, определяющих себестоимость единицы продукции, изучить вопросы управления себестоимостью в ходе производственного процесса.
Рекомендуемая литература
1. Технология машиностроения. В 2-х кн. Кн. 1: Основы технологии машиностроения / С.Л. Мурашкин и др.; под ред. С.Л. Мурашкина. М.: Высш. шк., 2003.
2. Технология машиностроения. В 2-х т. Т. 1: Основы технологии машиностроения / А.М. Дальский и др.; под ред. А.М. Дальского. М.: МГТУ им. Н.Э. Баумана, 1999. 466 с.
3. Базров Б.М. Основы технологии машиностроения / Б.М. Базров. М.: Машиностроение, 2005.
4. Колесов И.М. Основы технологии машиностроения / И.М. Колесов. М.: Высш. шк., 1999. 591 с.
5. Маталин А.А. Технология машиностроения / А.А. Маталин. Л.: Машиностроение, 1985. 496 с.
6. Ковшов А.Н. Технология машиностроения / А.Н. Ковшов. М.: Машиностроение, 1987.
7. Основы технологии машиностроения: учеб. пособие / А.И. Болдырев, В.П. Смоленцев, А.В. Бондарь и др. Воронеж: ГОУВПО «ВГТУ», 2008. 193 с.
2 Контрольные задания
В целях закрепления теоретических знаний, полученных в процессе изучения дисциплины, студент должен выполнить две контрольные работы и представить их в деканат факультета вечернего и заочного обучения не позднее, чем за две недели до начала экзаменационной сессии. Студенты, не выполнившие контрольных работ в срок и не получившие по ним зачета, к экзамену по дисциплине «Основы технологии машиностроения» не допускаются.
Задания на контрольные работы составлены в 100 вариантах. Номер варианта каждой работы соответствует двум последним цифрам номера зачетной книжки студента. Контрольные работы, выполненные не по своему варианту или выполненные небрежно, не рецензируются и не зачитываются.
Каждая контрольная работа состоит из пояснительной записки с необходимыми расчетами и графической части. Пояснительная записка должна оформляться в соответствии с требованиями СТП ВГТУ 62-2007 «Текстовые документы. Правила оформления».
В конце контрольной работы необходимо привести список литературы, использованной при выполнении задания; в тексте следует делать ссылки на эти источники.
Работы, отосланные на рецензию, должны быть выполнены в полном объеме согласно заданию. Отправление контрольной работы по частям не допускается.
2.1 Контрольная работа № 1 оценка точности обработки на основе кривых распределения
1. Методика построения кривой распределения размеров
и использование ее для практических целей
При изучении случайных погрешностей изготовления удобно пользоваться кривыми распределения, которые строятся на основе многократных наблюдений за технологическим процессом.
Если имеются результаты (или выборка) измерений партии деталей или многократного наблюдения какой-то погрешности изготовления, то построение опытной кривой распределения производится в следующем порядке:
1. На основании анализа исходных данных
определить зону рассеивания (величину
размаха) результатов измерения как
разность между наибольшими
![]() и наименьшими
и наименьшими
![]() значениями контролируемой случайной
величины, т.е.
значениями контролируемой случайной
величины, т.е.
![]() ;
(1)
;
(1)
2. Учитывая, что чрезмерно большое, так
и слишком малое число интервалов искажает
характерные особенности исследуемого
распределения, вычислить число интервалов
![]() по формулам
по формулам
![]() при
при
![]() ,
(2)
,
(2)
![]() при
при
![]() ,
(3)
,
(3)
где
![]() - общее число наблюдений или деталей в
партии.
- общее число наблюдений или деталей в
партии.
Результаты вычислений по формулам (2, 3) округляются до ближайшего целого числа;
3. Определить ширину интервала
![]() .
(4)
.
(4)
Расчетная ширина интервала округляется до ближайшего числа из ряда предпочтительных чисел (1, 2, 3, 5, 7, 10, 15) или до числа, кратного 5;
4. Подсчитать количество деталей (или показаний), попадающих в каждый интервал размеров. Если показание попадает на границу интервалов, то необходимо к каждому из смежных интервалов отнести по 1/2 единицы;
5. Отложить по оси абсцисс значения выбранных интервалов и отметить середины интервалов;
6. Отложить по оси ординат в середине
каждого интервала частоту
![]() ,
т.е. количество деталей (или показаний),
попадающих в каждый интервал.
,
т.е. количество деталей (или показаний),
попадающих в каждый интервал.
Центр группирования размеров характеризуется средним арифметическим размером
![]() ,
(5)
,
(5)
где
![]() - размеры отдельных деталей или результаты
отдельных наблюдений.
- размеры отдельных деталей или результаты
отдельных наблюдений.
Для упрощения расчетов практически
можно брать средний размер в каждом
интервале
![]() и умножать его на число наблюдений в
каждом интервале
(частоту)
и умножать его на число наблюдений в
каждом интервале
(частоту)
![]() ,
,
![]() .
(6)
.
(6)
Систематические постоянные погрешности на форму кривой распределения влияния не оказывают, но вызывают смещение кривой в направлении оси абсцисс (смещение центра группирования). Случайные погрешности сказываются как на форме кривой распределения, так и на величине рассеивания размеров.
Величина рассеивания размеров может быть охарактеризована средним квадратичным отклонением
![]() .
(7)
.
(7)
Предельная погрешность, т.е. величина
полного рассеивания размеров, практически
укладывается в пределах
![]() от центра группирования
от центра группирования
![]() .
.
В зависимости (7)
![]() -
отклонение отдельных наблюдений или
размеров деталей от среднеарифметического
значения. Практически при расчетах
можно брать как средний размер в каждом
интервале и умножать на частоту
.
Тогда получим
-
отклонение отдельных наблюдений или
размеров деталей от среднеарифметического
значения. Практически при расчетах
можно брать как средний размер в каждом
интервале и умножать на частоту
.
Тогда получим
![]() .
(8)
.
(8)
Кривые распределения, полученные на основании данных наблюдений, имеют вид ломаных кривых (рис. 1). Вывод каких-либо закономерностей, имеющих общее значение, на основании рассмотрения таких кривых представляется затруднительным.
Однако, как показали исследования случайных погрешностей при обработке деталей, опытные кривые приближаются в большинстве случаев к кривым нормального распределения.
При приведении к обозначениям, принятым при построении практической кривой распределения, общее уравнение кривой нормального распределения запишется следующим образом
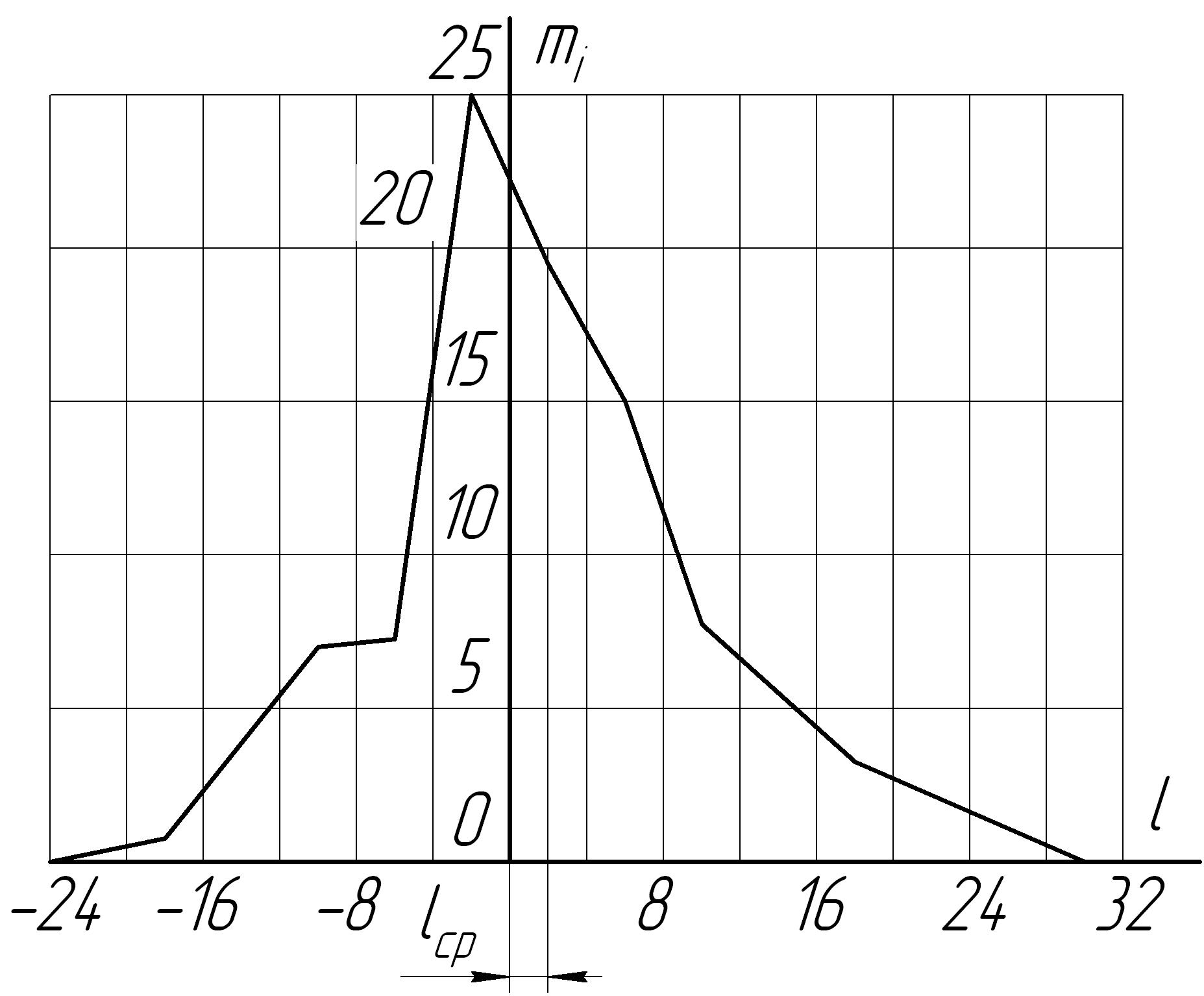
Рисунок 1 - Гистограмма распределения
 .
(9)
.
(9)
Следовательно, зная среднеарифметическое
отклонение
и среднее квадратичное отклонение
![]() ,
можно построить кривую нормального
распределения для получения результатов.
,
можно построить кривую нормального
распределения для получения результатов.
Среднеарифметическое отклонение
определит положение кривой нормального
распределения (центр группирования), а
среднее квадратичное – высоту и
растянутость этой кривой. Кривая
симметрична относительно центра
группирования. Графическое построение
кривой нормального распределения
облегчается, если пользоваться таблицей
ординат
![]() ,
вычисленных для ряда значений абсцисс
,
вычисленных для ряда значений абсцисс
![]() (табл. 1).
(табл. 1).
Таблица 1
|
0 |
0,5 |
|
1,5 |
2 |
2,5 |
3 |
|
|
|
|
|
|
|
|
Практически, для построения кривой
нормального распределения (кривая 2,
рис. 2) достаточно 5-7 точек. Можно принять,
например, такие значения:
![]() ,
,
![]() ,
,
![]() ,
,
![]() .
.
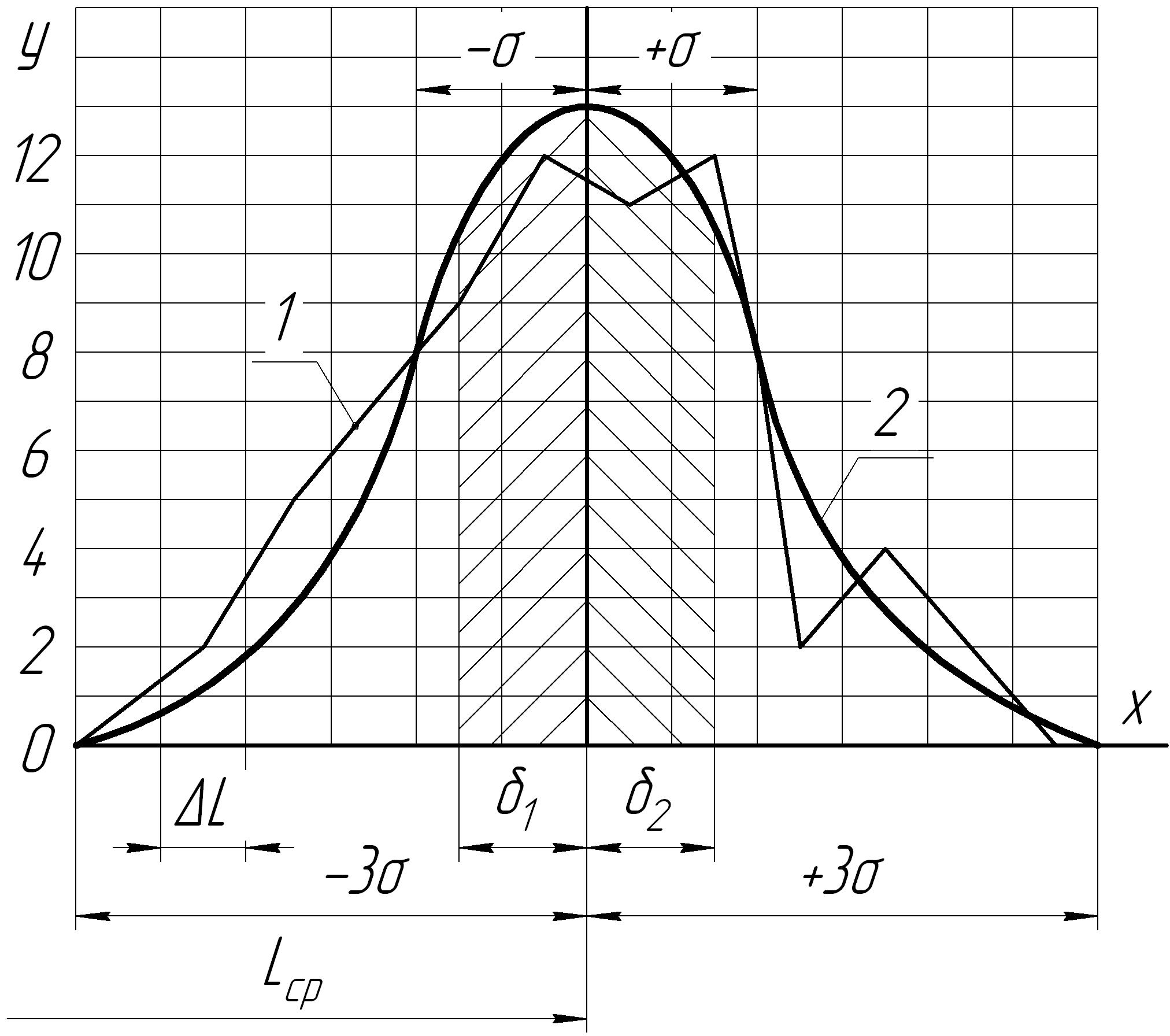
Рисунок. 2 - Теоретическая кривая нормального распределения
Для приведения кривой нормального
распределения к тому же масштабу, в
котором вычерчена практическая кривая
распределения, необходимо ординаты
,
найденные по табл. 1, умножить на
и
![]() ,
где
-
интервал размеров, выраженных в тех же
единицах, что и
.
,
где
-
интервал размеров, выраженных в тех же
единицах, что и
.
Точки, полученные на графике, при построении теоретической кривой нормального распределения, соединяются плавной линией. Теоретическая кривая нормального распределения простирается в обе стороны от центра группирования в бесконечность и асимптотически приближается к оси абсцисс.
Абсолютная величина отклонения
действительных размеров характеризует
точность данного процесса обработки.
Требуемая точность изготовления деталей,
определяемая допуском размера
![]() ,
и точность метода их изготовления должны
соответствовать друг другу. Условие
отсутствия брака, когда все детали в
партии будут иметь размеры в пределах
поля допуска, выражается следующим
образом:
,
и точность метода их изготовления должны
соответствовать друг другу. Условие
отсутствия брака, когда все детали в
партии будут иметь размеры в пределах
поля допуска, выражается следующим
образом:
![]() .
Площадь, ограниченная кривой нормального
распределения, выражает в установленном
масштабе полное количество обработанных
деталей данной партии. Часть площади,
ограниченная верхним и нижним пределами
допуска и кривой нормального распределения,
определяет количество годных деталей
(заштрихованная площадь на рис. 2).
.
Площадь, ограниченная кривой нормального
распределения, выражает в установленном
масштабе полное количество обработанных
деталей данной партии. Часть площади,
ограниченная верхним и нижним пределами
допуска и кривой нормального распределения,
определяет количество годных деталей
(заштрихованная площадь на рис. 2).
Зная среднее квадратичное отклонение
и допуск
,
по кривой нормального распределения
можно определить процент возможного
брака
![]() для данного вида обработки
для данного вида обработки
![]() ,
(10)
,
(10)
где
![]() и
и
![]() - значения интеграла вероятности при
- значения интеграла вероятности при
![]() и
и
![]() .
Значения
.
Значения
![]() выбираются из табл. 2;
выбираются из табл. 2;
![]() и
и
![]() - соответственно части допуска по правую
и левую стороны от центра группирования
(рис. 2).
- соответственно части допуска по правую
и левую стороны от центра группирования
(рис. 2).
Таблица 2
Значения функции
|
Сотые доли |
|||||||||
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
0,0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0 1,1 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9 2,0 2,1 2,2 2,3 2,4 2,5 2,6 2.7 2,8 2,9 3,0 3,2 3,4 3,6 3,8 4,0 4,5 5,0 |
0000 0398 0793 1179 1555 1915 2257 2580 2881 3159 3413 3643 3849 4032 4192 4332 4452 4554 4641 4713 4772 4821 4861 4893 4918 4938 4953 4965 4974 4981 4987 4993 4997 4998 4999 4999 4999 4999 |
0040 0438 0832 1217 1591 1950 2291 2611 2910 3186 3438 3665 3869 4049 4207 4345 4463 4564 4649 4719 4778 4826 4865 4896 4920 4940 4955 4966 4975 4982 - - - - - - - - |
0080 0478 0871 1255 1628 1985 2324 2642 2939 3212 3461 3686 3888 4066 4222 4357 4474 4573 4656 4726 4783 4830 4868 4898 4922 4941 4956 4967 4976 4982 - - - - - - - - |
0120 0517 0909 1293 1664 2019 2357 2673 2967 3238 3485 3708 3907 4082 4236 4370 4484 4582 4664 4732 4788 4834 4871 4901 4925 4943 4957 4968 4977 4983 - - - - - - - - |
0160 0557 0948 1331 1700 2045 2389 2703 2995 3264 3508 3729 3925 4099 4251 4382 4495 4591 4671 4738 4793 4838 4875 4904 4927 4945 4959 4969 4977 4984 - - - - - - - - |
0199 0596 0987 1368 1736 2088 2422 2734 3023 3289 3531 3749 3944 4115 4265 4394 4505 4599 4678 4744 4798 4842 4878 4906 4929 4946 4960 4970 4978 4984 - - - - - - - - |
0239 0636 1026 1406 1772 2123 2454 2764 3051 3315 3554 3770 3962 4131 4279 4406 4515 4608 4686 4750 4803 4846 4881 4909 4931 4948 4961 4971 4979 4985 - - - - - - - - |
0279 0675 1064 1443 1808 2157 2486 2734 3078 3340 3577 3790 3980 4147 4292 4418 4525 4616 4693 4756 4808 4850 4864 4911 4932 4949 4962 4972 4979 4985 - - - - - - - - |
0319 0714 1103 1480 1844 2190 2517 2823 3106 3365 3599 3810 3997 4162 4306 4429 4535 4625 4699 4761 4812 4854 4887 4913 4934 4951 4963 4973 4980 4986 - - - - - - - - |
0359 0753 1141 1517 1879 2224 2549 2952 3133 3389 3621 3830 4015 4177 4319 4441 4545 4633 4706 4767 4817 4857 4890 4916 4936 4952 4964 4974 4981 4986 - - - - - - - - |