

Анализ технологичности конструкции детали
2.1. Качественная оценка
Анализ технологичности конструкции детали проводится с целью повышения производительности труда, снижения затрат и сокращения времени на технологическую подготовку производства. Годовая программа выпуска составляет 14000 штук при двухсменном режиме работы предприятия.
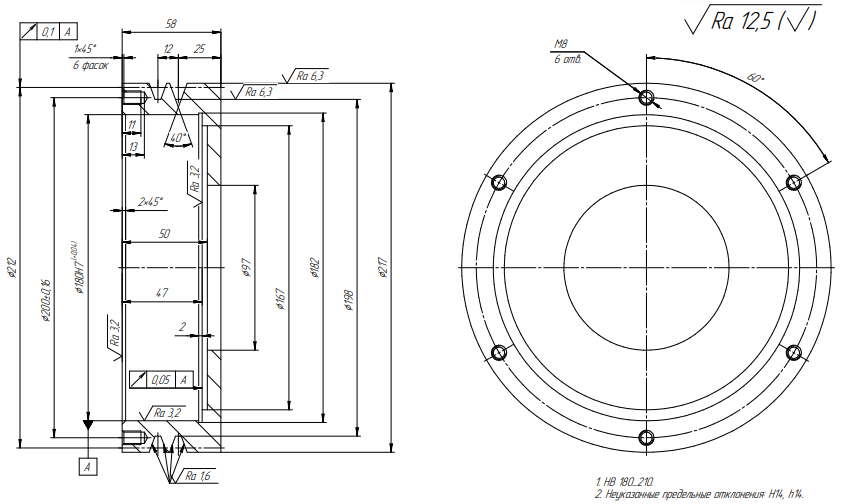
Рисунок 2.1 – Чертеж детали
Деталь «Шкив» (рис. 2.1) изготовлена из материала СЧ15, отличающимся высокими литейными свойствами (для него свойственна низкая температура кристаллизации, текучесть в жидком состоянии, малая усадка). Этот чугун в большинстве случаев используется для изготовления отливок картеров, крышек, тормозных барабанов, коробок скоростей, всасывающих и выхлопных труб, маховиков, цапф, корпусов редукторов и других деталей. Получаемые изделия могут эксплуатироваться при температуре до 450-500˚С.
Анализируя технологичность конструкции детали, отметим технологичные элементы:
обрабатываемая поверхность является цилиндрической, что обеспечивает в значительной степени точность обработки;
все поверхности шкива доступны для обработки;
хорошая обрабатываемость серого чугуна;
большинство поверхностей имеет шероховатость Ra=3,2 – 6,3 мкм;
невысокие требования по взаимному расположению поверхностей;
для получения заданной твердости дополнительная термообработка не требуется;
основная проводимая работа – токарная;
возможно применение широкоуниверсального оборудования с нормальной точностью;
не требуются подъемные средства для транспортировки детали, т.к. ее масса m<25 кг.
К нетехнологичным элементам можно отнести:
резьбовые отверстия (для нарезания резьбы используется низкоскоростной инструмент);
канавки под ремни – их получение требует использования специального инструмента – профильного резца.
2.2. Количественная оценка
Количественная сравнительная оценка технологичности конструкции может быть осуществлена лишь при использовании соответствующих базовых показателей технологичности [1, стр.32]. В данном проекте для количественной оценки используются следующие показатели:
Коэффициент унификации конструктивных элементов:
 ,
(2.1)
,
(2.1)
где:
 – число
унифицированных конструктивных элементов
детали;
– число
унифицированных конструктивных элементов
детали;
 – общее
число элементов:
– общее
число элементов:
Коэффициент применяемости стандартизированных обрабатываемых поверхностей:
 ,
(2.2)
,
(2.2)
где:
 – число
поверхностей детали, обрабатываемых
стандартным инструментом;
– число
поверхностей детали, обрабатываемых
стандартным инструментом;
 – число
всех поверхностей, подвергаемых
механической обработке:
– число
всех поверхностей, подвергаемых
механической обработке:
Коэффициент обработки поверхностей:
 ,
(2.3)
,
(2.3)
где:
– число всех поверхностей, подвергаемых механической обработке;
 – общее
число поверхностей:
– общее
число поверхностей:
Коэффициент использования металла:
 ,
(2.4)
,
(2.4)
где:
q – масса детали;
Q – масса заготовки:
Масса детали: q = 6 кг;
Масса заготовки: Q=8,6 кг;
Лучшее значение IT = 7;
Лучшее значение параметра шероховатости Ra = 1,6 мкм.
Шкив в целом является технологичной деталью, из-за хорошей обрабатываемости материала, доступностью поверхностей. Тем не менее, к факторам нетехнологичности можно отнести отверстия с резьбой, необходимость в специальном инструменте и обработке всех поверхностей заготовки.