

Построение причинно-следственной диаграммы Каори Исикавы
Цель – анализ основных причин, влияющих на качество выпускаемой продукции.
Список факторов, влияющих на качество минераловатных матов:
Материал, свойства материала, условия хранения, сертификат соответствия, своевременная поставка, надежные поставщики, оборудование, инструменты, состояние, обеспеченность, исправность, безопасность, комплектность, современность, условия эксплуатации, средства измерения, калибровка, поверка, входной пооперационный и выходной контроль, мониторинг, испытания, технология, документация, чертежи, инструкции, актуальность, достоверность, четкость и полнота, организация работы, организация работ, обеспеченность ресурсами, персонал, квалификация, опыт, знания, навыки, компетентность, мотивация, премии, заработная плата, здоровье, внимательность, дисциплина.
Распределение факторов в группы и подгруппы
Материалы:
сертификат соответствия;
физико-механические свойства: устойчивость к деформациям, звукопоглащение, гидрофобность, низкая теплопроводность, плотность;
поставка (своевременность, надежность);
условия хранения.
Оборудование:
современность;
комплектность;
безопасность;
инструменты (состояние, обеспеченность);
средства измерений (поверка, калибровка);
условия эксплуатации (исправность).
Технология:
документация (актуальность, четкость, полнота, достоверность);
чертежи, инструкции.
Персонал:
квалификация (опыт, знания, навыки, компетентность);
здоровье (внимательность, бодрость);
мотивация (заработная плата, премия);
дисциплина.
Контроль:
входной пооперационный;
выходной контроль;
испытания;
мониторинг
Организация работ:
обеспеченность материалами;
обеспеченность инструментами;
обеспеченность средствами измерения
На рисунке 8 представлена диаграмма Каори Исикавы.
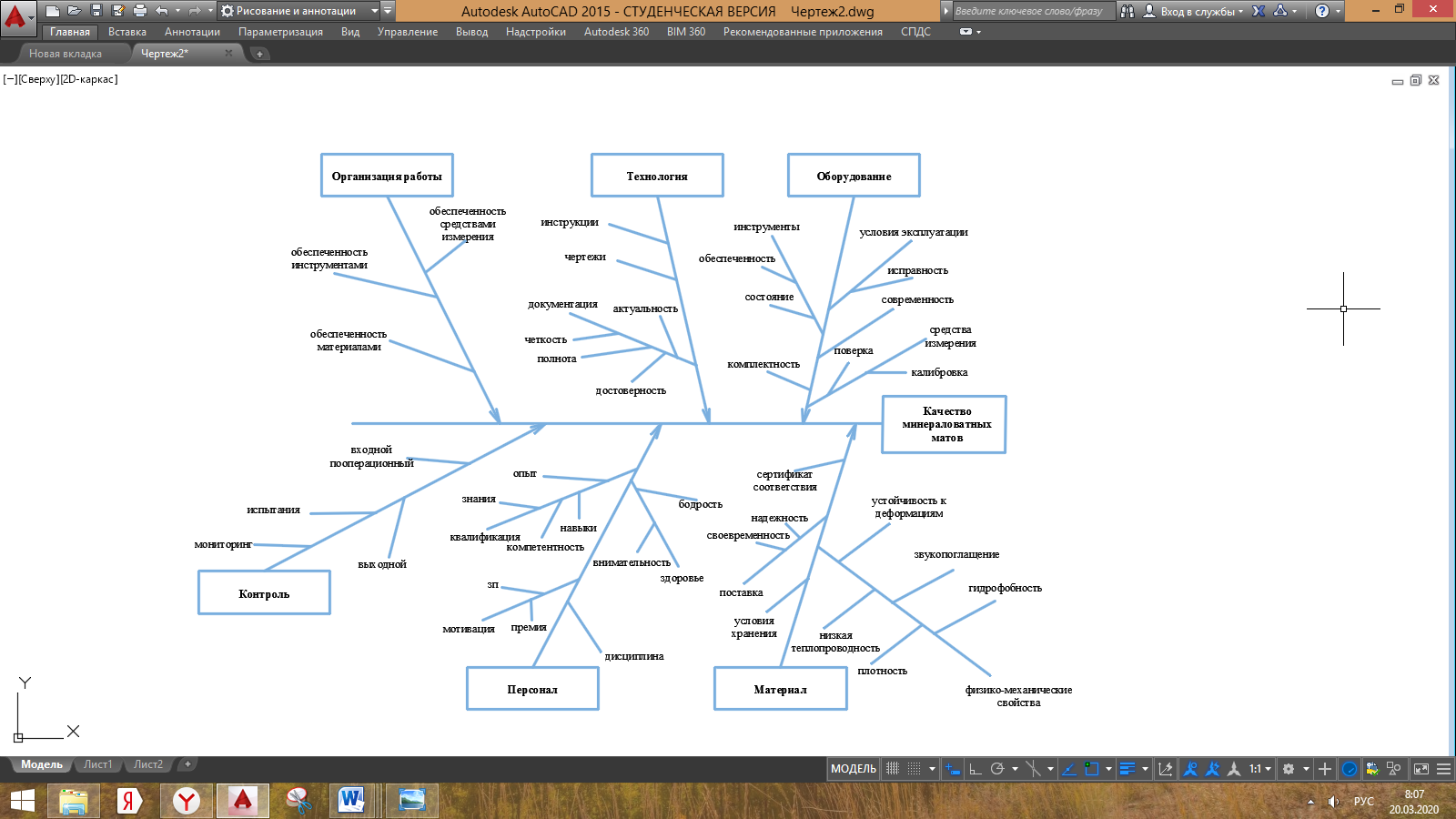 Рисунок
8 – Причинно-следственная диаграмма
Каори Исикавы
Рисунок
8 – Причинно-следственная диаграмма
Каори Исикавы
По построенной диаграмме можно увидеть основные факторы (причины), влияющие на качество выпускаемой продукции.
Построение контрольных карт Шухарта
Построение карт среднего и размахов
Цель – отслеживание изменения контролируемого параметра плотности минераловатных вертикально-слоистых матов марки 75 в течение 25 дней.
Контрольные карты строятся для количественных данных (стандартные значения не заданы) – карты средних значений и размахов.
Рассмотрим построение контрольной карты среднего значения и размахов на примере одной их характеристик минераловатных матов. В качестве контролируемого параметра возьмем – допускаемую плотность минераловатных матов, для марки 75 она составляет 50…75 кг/м3.
Проведем на протяжении 25 дней соответствующие измерения этого параметра, не менее 9 раз в сутки.
Результаты измерений приведены в таблице 7.
Таблица 7 – Результаты измерений плотности минераловатных матов
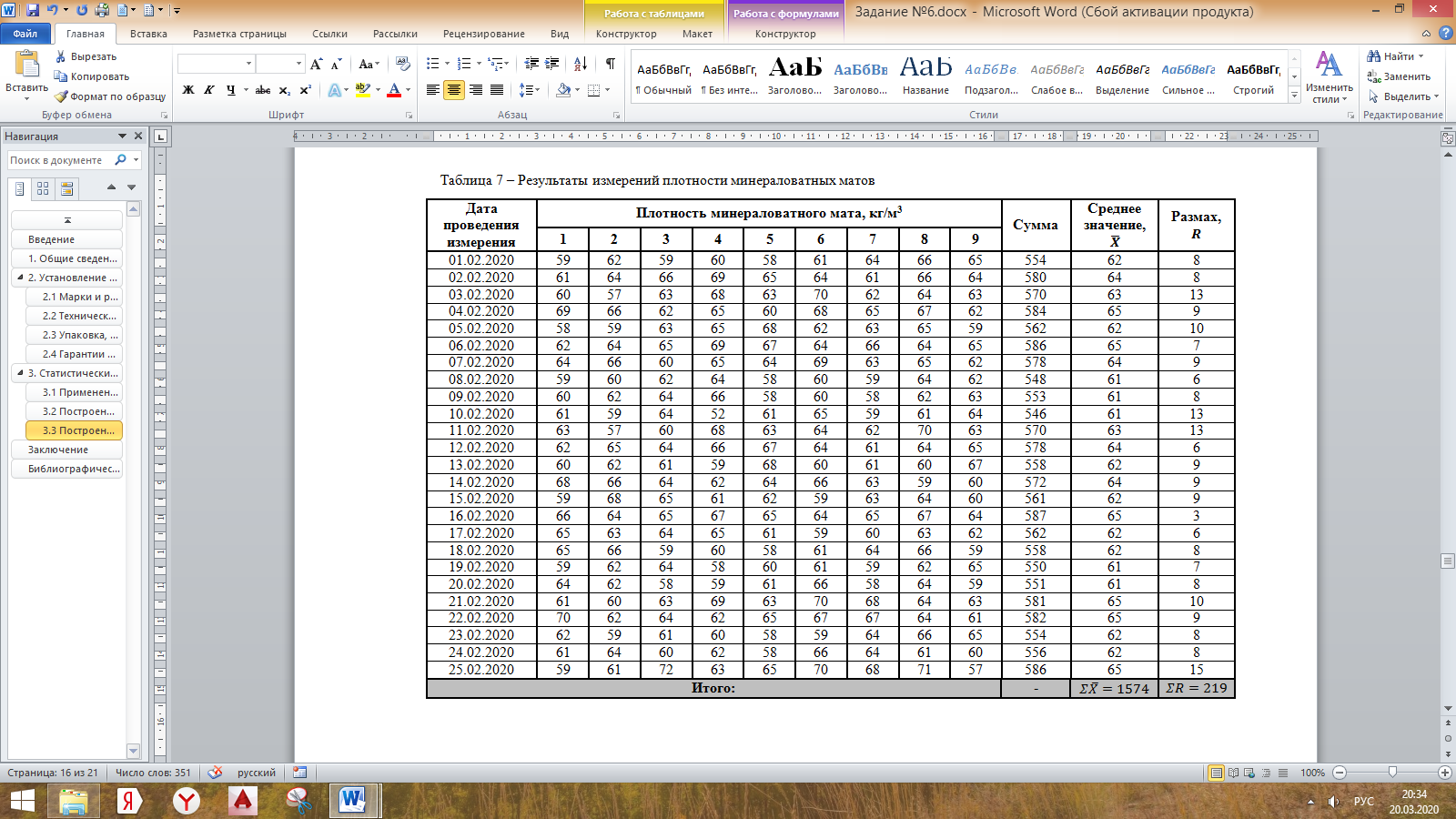
Для построения карт размахов и средних значений вычислены среднее значение наблюдаемой величины и общий средний размах по формулам (1), (2).
Общее среднее значение величины:
(1)
Общий средний размах:
|
(2) |
Вычисление границ контрольной карты размахов по формулам (3), (4) и (5)
Верхняя граница регулирования:

(3)
Нижняя граница регулирования:
|
(4) |

где
 и
и
 – коэффициенты
для вычисления контрольных границ, при
числе наблюдений в подгруппах
– коэффициенты
для вычисления контрольных границ, при
числе наблюдений в подгруппах
 [15, табл.2].
[15, табл.2].
Центральная линия:
|
(5) |

На рисунке 9 приведена R-карта (карта размахов).
Рисунок 9 – R-карта (карта размахов)
Анализируя,
построенную R-карту
видно, что значения размахов (Ri)
не выходят за границы регулирования.
Это означает, что рассматриваемый
процесс находится в управляемом
состоянии, а значит, мы можем использовать
значение
 для вычисления контрольных границы
Х-карты.
для вычисления контрольных границы
Х-карты.
Вычисление границ контрольной карты средних значений по формулам (6), (7) и (8)
Верхняя граница реуглирования:

(6)
Нижняя граница регулирования:
|
(7) |

где

 коэффициент для вычисления контрольных
границ, при числе наблюдений в подгруппах
[15, табл.2].
коэффициент для вычисления контрольных
границ, при числе наблюдений в подгруппах
[15, табл.2].
Центральная линия:
|
(8) |
На рисунке 10 приведена карта средних значений.
Рисунок 10 – X-карта (карта средних значений)
Анализируя построенную Х-карту видно, что значения контролируемого параметра (плотности) не выходят за границы регулирования. Это означает, что рассматриваемый процесс находится в статистически управляемом состоянии, и нарушений в ходе данного процесса нет.