

11. Способы сушки
Конвективная сушка - испарение влаги за счёт конв. теплоносителей. Способ основан на передаче тепла высушиваемому продукту за счет энергии нагретого сушильного агента – воздуха или парогазовой смеси. При этом способе сушки за счет сообщаемой продукту тепловой энергии идет испарение находящейся в продукте влаги, а пары влаги уносятся сушильным агентом.

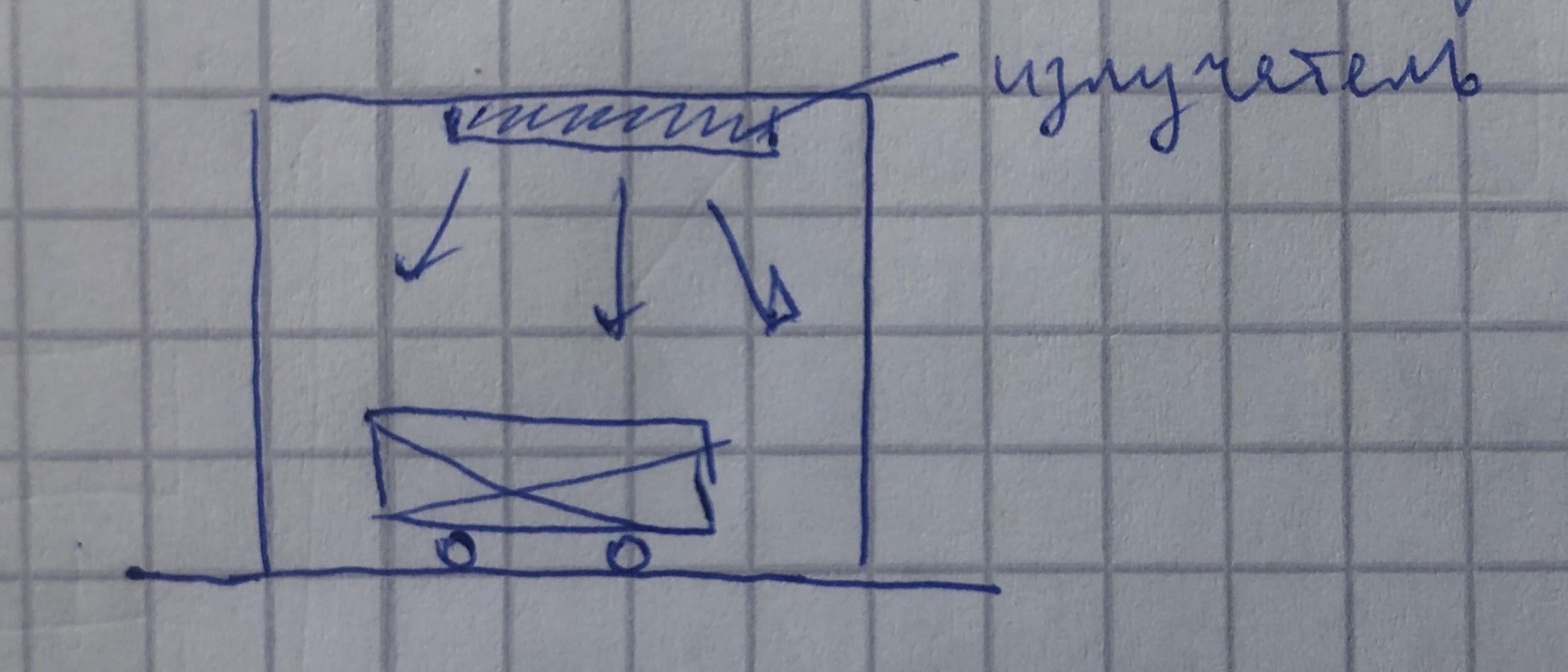
Радиационная сушка - влага с поверхности испаряется за счёт радиации или излучения
 При
радиационной сушке 60 % тепла расходуется
на испарение влаги и на нагрев поверхностей,
подлежащих сушке, и только 40 % тепла
расходуется на конвективный нагрев
воздуха. Поэтому сушка протекает при
более низких температурах воздуха
внутри помещения - от 5 до 20 С. Расход
тепла на прогрев конструкций и теплопотери
несколько ниже, так как за короткий срок
( 3 - 4 ч) конструкции не успевают прогреться,
и теплопотери можно не учитывать.
Коэффициент влагоемкости из-за низкой
температуры воздуха внутри помещения
при радиационной сушке ниже, чем при
конвективной, и, следовательно,
воздухообмен должен быть более
интенсивным.
При
радиационной сушке 60 % тепла расходуется
на испарение влаги и на нагрев поверхностей,
подлежащих сушке, и только 40 % тепла
расходуется на конвективный нагрев
воздуха. Поэтому сушка протекает при
более низких температурах воздуха
внутри помещения - от 5 до 20 С. Расход
тепла на прогрев конструкций и теплопотери
несколько ниже, так как за короткий срок
( 3 - 4 ч) конструкции не успевают прогреться,
и теплопотери можно не учитывать.
Коэффициент влагоемкости из-за низкой
температуры воздуха внутри помещения
при радиационной сушке ниже, чем при
конвективной, и, следовательно,
воздухообмен должен быть более
интенсивным.
Разновидности радиационнной сушки:
1 - пульсирующая
радиационная сушка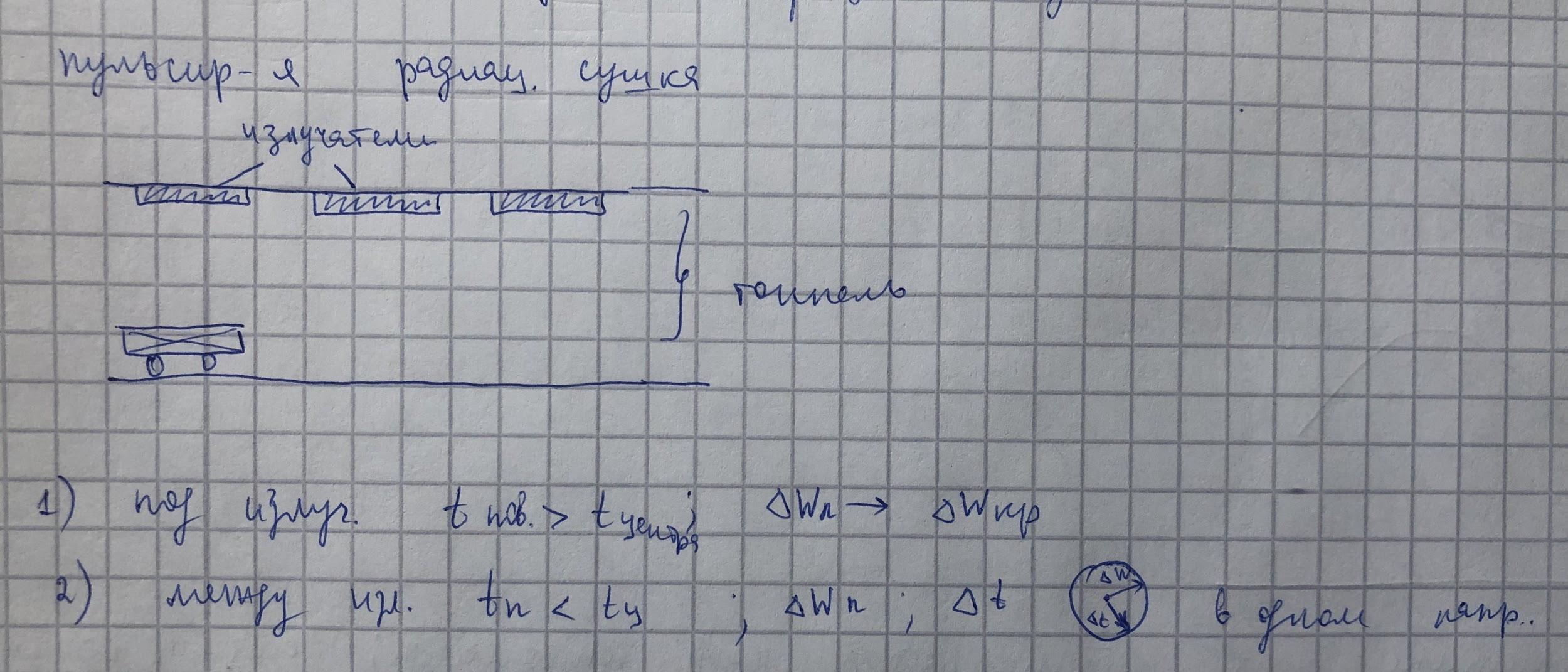
2 - сушка
крупногабаритных керамических изделий
(для варки стекла, например)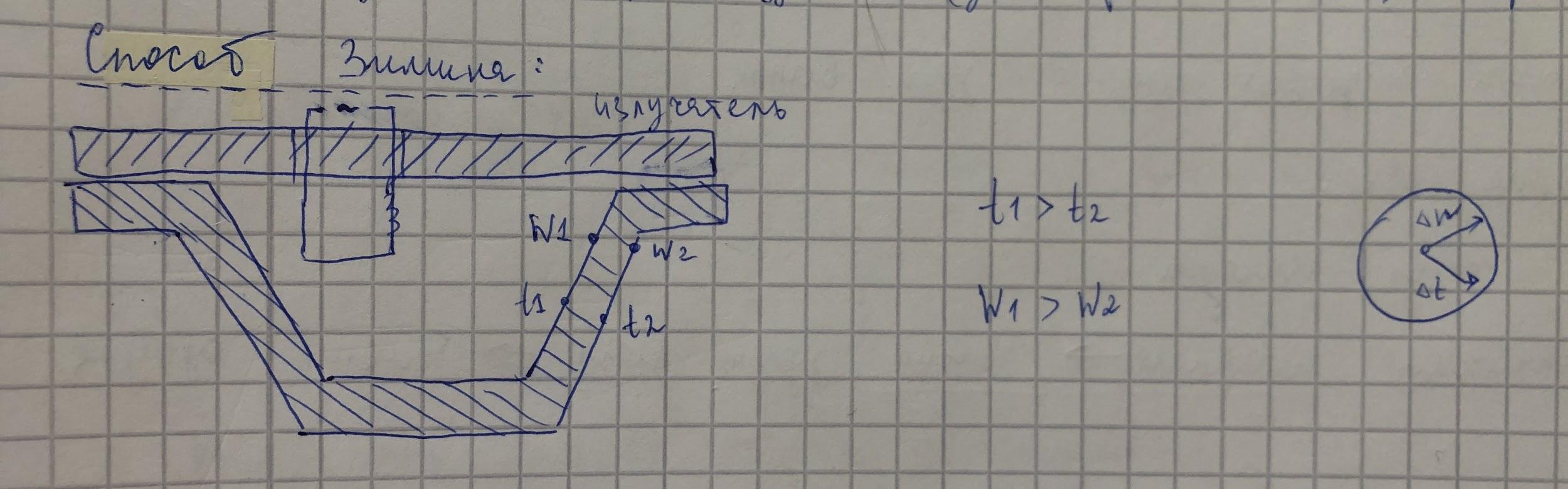
3 - электросушка
Недостаток электросушки: трудно механизировать, трудно применяется вручную, электроды быстро ржавеют
4 - высокочастотная сушка
СВЧ- печь:
12. Конвективная сушка, области применения
Конвективный способ сушки основан на передаче тепла высушиваемому продукту за счет энергии нагретого сушильного агента – воздуха или парогазовой смеси. При этом способе сушки за счет сообщаемой продукту тепловой энергии идет испарение находящейся в продукте влаги, а пары влаги уносятся сушильным агентом.
Основным недостатком конвективного способа сушки, приводя-шим к его сравнительно низкой интенсивности, является движение влаги внутри материала к его поверхности только за счет перепада между влажностями во внутренних и наружных слоях материала. В этом случае температура в центре меньше, чем на поверхности, поэтому перепад температур имеет отрицательное влияние и затормаживает движение влаги в материале.
Конвективный способ сушки применяется в камерных сушилах периодического действия(Керамические полуфабрикаты (кирпичи, блоки, огнеупоры) ) , в туннельных сушилах непрерывного действия, в вертикальных корзинных сушилах непрерывного действия и горизонтальных многоярусных роликовых сушилах .
13. Радиационная сушка, области применения
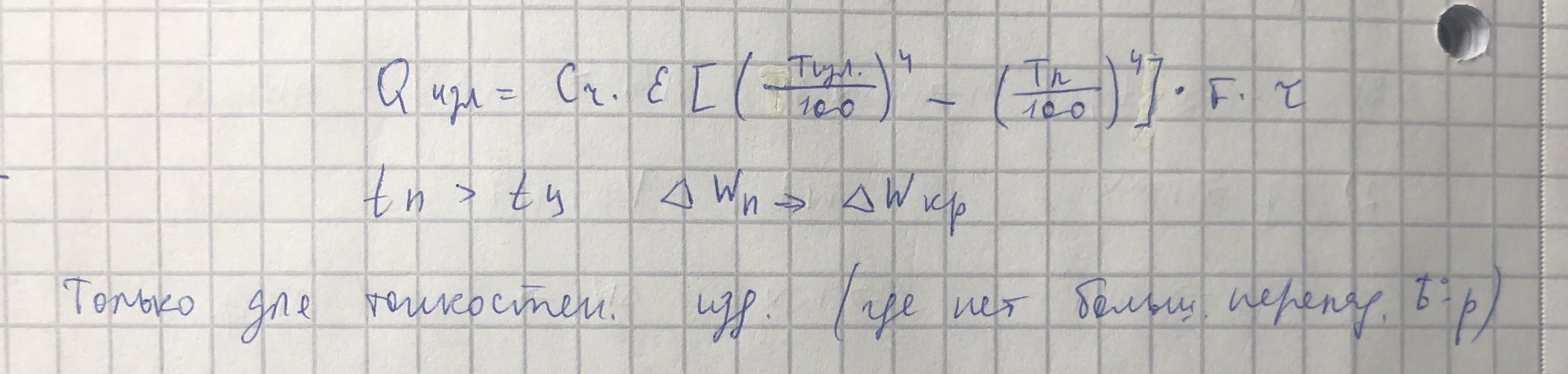
Принцип радиационной сушки состоит в воздействии инфракрасных лучей на обрабатываемое вещество облучением, которое играет активную роль, возбуждая электромагнитные колебания молекул вещества и превращаясь при поглощении внутри вещества в тепловую энергию. Это обеспечивает интенсивную и эффективную сушку. Инфракрасный нагрев дает более высокие тепловые потоки, чем конвективная сушка.Недостатком радиационной сушки является возможность сушки только тонких слоев материала
Сушка инфракрасными лучами применяется в текстильной промышленности для высушивания тонких тканей. Часто с помощью таких установок обрабатывают металлические окрашенные изделия, а также окрашенные деревянные, картонные и пластмассовые изделия.