

13 Применение метода вихревых токов для целей дефектоскопии. Контроль с помощью накладных вихретоковых преобразователей.
Вихретоковый неразрушающий контроль – неразрушающий контроль, основанный на анализе взаимодействия внешнего электромагнитного поля с электромагнитным полем вихревых токов, наводимых в объекте контроля этим полем.
С помощью вихретокового контроля можно проверить физические свойства или геометрические параметры объекта, влияющие на формирования вихревых токов, так как существует чёткая взаимосвязь между электрическими или магнитными свойствами объекта контроля.
Накладные ВТП позволяют контролировать объекты с плоской или криволинейной поверхностью (в последнем случае радиус кривизны должен быть много больше диаметра преобразователя). Накладные ВТП позволяют проводить локальный контроль параметров ОК. Благодаря локальности измерений накладные ВТП имеют хорошую чувствительность к дефектам сплошности.
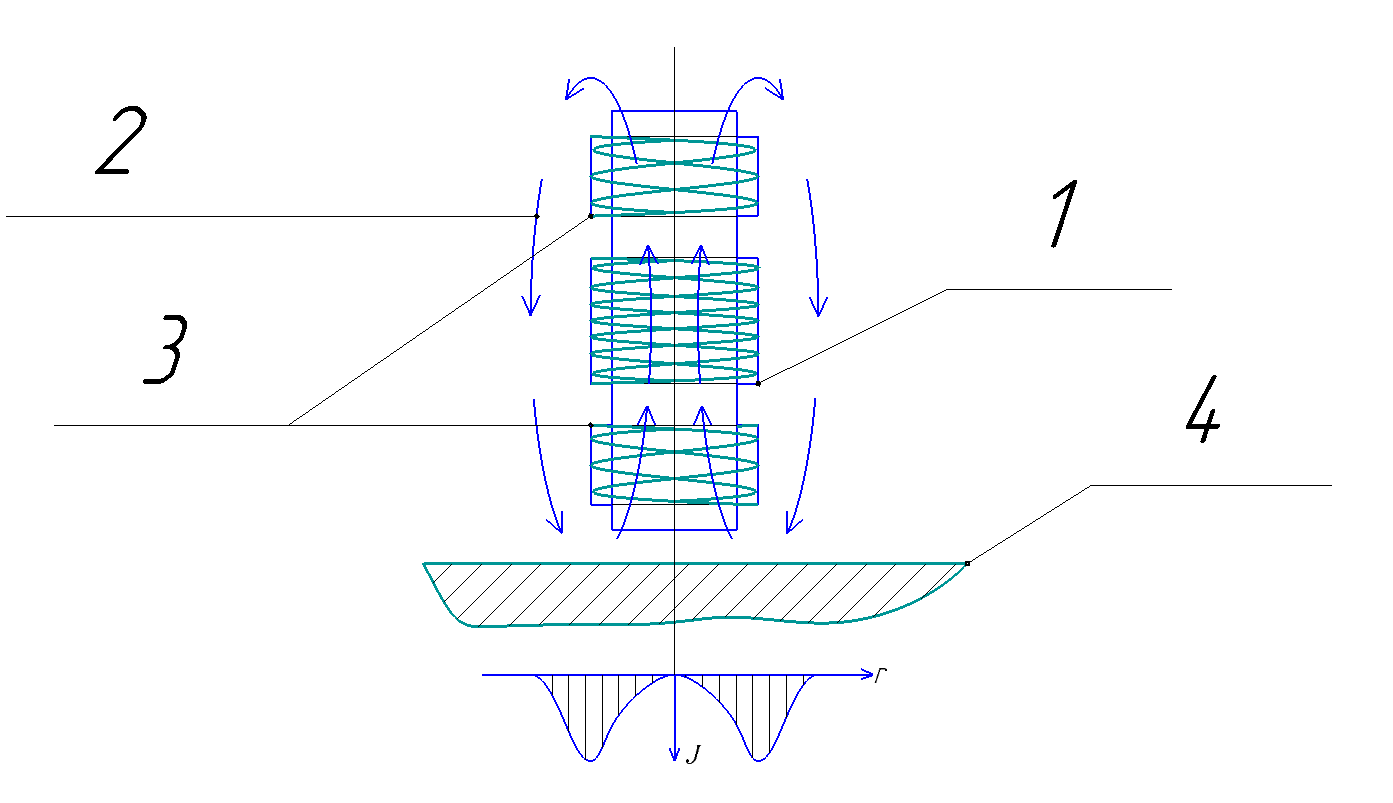
Рассмотрим принцип работы датчика на примере схемы:
Данный ВТП состоит из возбуждающей обмотки (1), по которой протекает электрический ток, и измерительных обмоток (3), с которых снимаются напряжения, несущие ту или информацию об объекте контроля (4).
Возбуждающая обмотка ВТП (1) подключается к генератору переменного тока (как правило, синусоидального) тока, а измерительные (3) к блоку измерения наводимого в нём напряжения.
Вихревые токи (2) распределяются под рабочим торцом накладного ВТП неравномерно. Максимальная плотность J вихревых токов, создаётся непосредственно под витками возбуждающей обмотки ВТП. Вихревые токи, возбуждаемые в различных контурах, изменяются не только по амплитуде, но и по фазе. С увеличением глубины погружения в объект контроля (4) фаза вихревого тока, циркулирующего в соответствующем контуре, монотонно изменяется.
14 Применение метода вихревых токов для целей толщинометрии. Классификация и основные технические характеристики толщиномеров.
Принцип работы вихретоковых толщиномеров покрытий основан на наведение вихревых токов в материале основания. В датчике вихретокового толщиномера расположена передающая катушка, которая излучает радиочастотные колебания. В результате в материале основания наводятся токи. Чем больше расстояние от катушки до основания, тем меньше величина этих токов. Величина токов также зависит от электрического сопротивления материала основания. Обычно вихретоковые толщиномеры применяются для измерения толщины неметаллических покрытий на основани из цветных металлов. Основания из черных металлов имеют ненормированное сопротивление, в результате на таких основаниях появляется очень большая погрешность измерения и применение вихретоковых толщиномеров становиться невозможным.
Ограничения в применении вихретоковых толщиномеров:
Влияния скин - эффекта. Чем выше рабочая частота вихретокового толщиномера, тем меньше глубина проникновения в основание токов. В некоторых случаях это позволяет работать с очень тонким основанием, но в других случая этот фактор имеет отрицательное значение. В результате для разных задач требуется применение вихретоковых толщиномеров с разной рабочей частотой. В целом применение магнитных и вихретоковых толщиномеров для измерения толщины лакокрасочных покрытий обусловлено способностью проводить измерения с высокой точностью в диапазоне 1 - 1000мкм.
По принципу работы толщиномеры различают:
Магнитные. Такие варианты являются самыми дешевыми, имеют простую конструкцию. Действие толщиномера основано на определении степени притяжения магнита к детали из металла. Полученный результат отображается на дисплее или с помощью стрелки на специальной шкале.
Электромагнитные. Модели более точные, чем вышеописанный вариант. В этом случае кузов автомобиля выступает в качестве замкнутой цепи. Чем меньше зазор между толщиномером и металлом, тем сильнее сигнал. Принцип действия прибора основан на электромагнитной индукции. Он не подходит для измерения на алюминии.
Вихретоковые. Такие устройства подойдут для определения толщины лакокрасочного покрытия на кузовных деталях, которые изготовлены из алюминия, меди или сплавов. Приборы отличаются высокой точностью, практически не имеют погрешностей.