

10 Магнитопорошковый метод. Физические основы метода. Намагничивание и размагничивание изделий при магнитопорошковом контроле.
МПК обнаруживает дефекты:
- поверхностные
- подповерхностные
- внутренние (больших размеров)
Чувствительность метода зависит от шероховатости пов-ти контролируемой детали, с увеличением шероховатости чувствительность снижается.

11 Магнитоферрозондовый метод. Общая характеристика метода. Феррозонды-градиентомеры и -полемеры.
Сущность метода основана на обнаружении магнитных полей рассеивания от дефектов с помощью магнитомодуляционных датчиков – феррозондов.
При феррозондовом методе индикатором полей рассеяния служит датчик-феррозонд-магниточувствительный преобразователь напряженности или градиента поля в электр.сигнал, он представляет стержень- сердечник, на котором генераторные и измерительные катушки. Контролируемый участок намагничивают, пропуская переменный ток, феррозонд регистрирует тангенциальную составляющую магнитного поля дефекта
Феррозонды делятся на:
Полемеры (определяют наличие и напряженность магнитного поля)
Градиентомеры (градиент напряженности магнитного поля в различных точках).
Феррозондовый
преобразователь (полимер) предназначен
для измерения нормальной
 и для тангенциальной
и для тангенциальной
 составляющей. За счёт наличия двух
измерительных катушек, выходной сигнал
содержит основной максимум энергии на
удвоенной частоте, по сравнению с
частотой возбуждения.
составляющей. За счёт наличия двух
измерительных катушек, выходной сигнал
содержит основной максимум энергии на
удвоенной частоте, по сравнению с
частотой возбуждения.
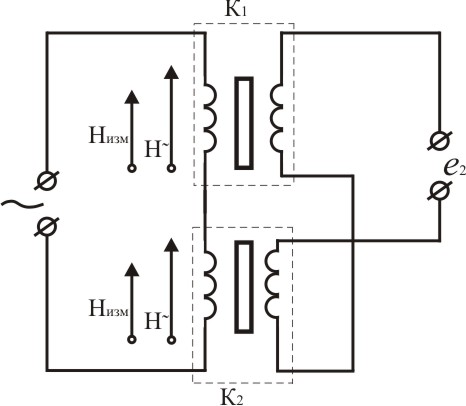
Принципиальная схема Феррозонда-полимера.
Феррозонд-градиентомер:
Позволяет обнаружить резко неоднородные поля дефектов на фоне однородно намагничивающего поля.
Принципиальная схема феррозонда-градиентомера:

В дефектоскопии применяются в основном градиентометрическая схема включения при параллельном расположении сердечников относительно объекта контроля.
12 Магнитографический метод. Магнитоносители для записи полей рассеяния дефектов. Магнитографические дефектоскопы.
Сущность этого метода заключается в намагничивании контролируемого участка сварного шва и околошовной зоны с одновременной записью магнитного поля на магнитную пленку и с последующим считыванием полученной информации с магнитной ленты специальными устройствами магнитографических дефектоскопов.
Методика контроля. Методика магнитографического контроля включает следующие операции:
1. Осмотр и подготовку поверхности контролируемого изделия.
2. Наложение на шов отрезка магнитной ленты. (При использовании многоразовой ленты необходимо размагнитить ленту перед началом контроля)
3. Намагничивание контролируемого изделия при оптимальных режимах в зависимости от типа намагничивающего устройства, толщины сварного шва и его магнитных свойств.
4. Расшифровку результатов контроля, для чего магнитную ленту устанавливают в считывающее устройство дефектоскопа и по сигналам на экранах дефектоскопа производят расшифровку результатов контроля и оценку качества изделия.
Магнитографический метод в основном применяются для контроля труб.
В качестве магнитонасителя применяются магнитные ленты.
Магнитные ленты делятся на 2 группы:
1) Двухслойные – состоят из немагнитной основы толщиной от 10 до 40 мкм, на которую нанесён магнитоактивный рабочий слой.
2) Монолитные ленты. В лентах, которые изготавл. на резиновой основе магнитный порошок входит в состав ленты как наполнитель. В лентах на резиновой основе частицы магнитного порошка обычно неравномерно распределены по сечению. Поэтому такие ленты не получили широкого распространения.
Иногда применяют магнитные ленты, в которых на немагнитную основу нанесено два рабочих слоя, имеющих различную коэрцитивную силу. Это позволяет расширить рабочий диапазон магнитной ленты.
Магнитограф. дефектоскопы применяют в основном для выявления трещин непроваров, цепочек шлаковых вкл. и газовых пор в сварных швах трубопроводов и контроля стальных брусьев.
Блок схема магнитного вагон-дефектоскопа:

Магнитная лента намагничивается, проходя через электромагнит, который намагничивает участок рельса. После этого лента попадает на блок расшифровки, который представляет результат контроля в виде осциллограмм. Магнитная лента перемещается вместе с вагоном дефектоскопом, в таком случае контроль осуществляется непрерывно.