

6 Основные параметры эхо-импульсного метода. Угол ввода луча, метод измерения и влияющие факторы.
Угол ввода луча – это угол между нормалью к поверхности, на которой установлен преобразователь, и линией, соединяющей центр цилиндрического отражателя с точкой выхода, при установке преобразователя в положение, при котором амплитуда эхосигнала наибольшая.
Δ связано с изменением угла (Δ) из-за истирания призмы, а также со случайным подъемом призмы, температурными изменениями скоростей звука и влиянием затухания.
Изменение угла ввода луча в металл вследствие изменения температуры призмы определяется температурным коэффициентом скорости, показывающим изменение скорости звука в призме на один градус изменения температуры.
В качестве эталонного ненаправленного отражателя используют цилиндрическое боковое сверление. Образец изготавливают из контролируемого материала. Диаметр отверстия выбирают таким образом, чтобы обеспечить уверенную регистрацию эхоимпульса, а глубину его залегания – в диапазоне контролируемых глубин.
Значение угла ввода наклонного преобразователя принято нормировать для стали. Вследствие этого для эталонирования угла ввода используют образец из стали (в отечественной практике – стандартный образец СО-2). Угол ввода определяют, установив преобразователь в положение максимума эхоимпульса от отверстия 6 и считывая значение по шкале на образце напротив точки выхода преобразователя. Преобразователи с < 65º устанавливают на поверхность А (отверстие на глубине 44 мм), а с > 65º – на поверхность Б (отверстие на глубине 15 мм).
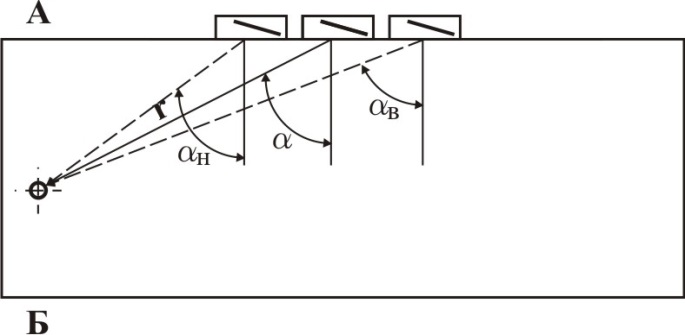
Экспериментальное определение угла ввода и ширины диаграммы направленности в плоскости падения
Для экспериментальной оценки ширины диаграммы направленности наклонного преобразователя (на уровне n дБ) также может быть использован образец с цилиндрическим боковым отверстием. Для этого озвучивают отверстие под углом ввода и органами управления, усилением доводят высоту эхоимпульса на экране до заданного уровня. Затем повышают усиление на 2n дБ и смещают преобразователь последовательно по направлению к отверстию и от него до тех пор, пока высота эхоимпульса не уменьшится до заданного уровня. В этих положениях напротив точки выхода считывают величины углов н и в. Приближенные значения ширины диаграммы направленности на уровне n дБ вверх и вниз от акустической оси соответственно составят: в = в – , н = – н.
Необходимо отметить, что такая методика не учитывает влияние изменения амплитуды эхоимпульса в зависимости от пройденного расстояния – U ~ r–3/2. Устранение этой ошибки (она может оказаться значимой при > 65º) требует введения соответствующей поправки Δn при повышении усиления.
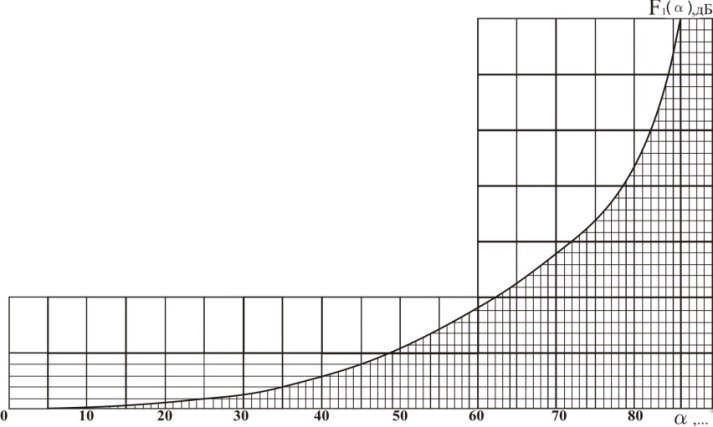
Номограмма для определения поправки Δn при определении ширины диаграммы направленности
7 Зеркально-теневой метод (зтм). Варианты метода. Чувствительности и помехи при зтм.
Зеркально-теневым называют метод акустического контроля, при котором информацию о наличии несплошности получают путем анализа амплитуды ультразвуковой волны, отраженной от противоположной поверхности объекта контроля. Физическая сущность метода заключается в том, что о наличии дефекта судят по ослаблению донного сигнала.
Варианты реализации зеркально-теневого метода (ЗТМ) отличаются как тем, какой из донных эхо-импульсов используется в качестве признака обнаружения дефекта, так и типом возбуждаемых и принимаемых волн, а также схемой включения преобразователей. На рисунке проиллюстрированы различные варианты осуществления ЗТМ с помощью излучающего (И) и приемного (П) преобразователей с оценкой по амплитуде (Uд) донных сигналов продольных (l) или/и поперечных (t) волн:
Прямым преобразователем (пьезоэлектрическим или электромагнито - акустическим) по первому донному сигналу продольной или поперечной волны
Прямым преобразователем по n-му (чаще всего – по второму) донному сигналу продольной или поперечной волны
Прямым преобразователем по отношению донных импульсов продольных или поперечных волн
Двумя наклонными преобразователями по донному сигналу продольной (при 1кр) или поперечной (при 1кр < < 2кр) волны

а)

б)

в)

г)
Схемы прозвучивания и временные диаграммы различных вариантов ЗТМ
Возможны также варианты ЗТМ с использованием трансформированных волн
Двумя наклонными преобразователями с использованием трансформации продольной волны в поперечную и наоборот, 1кр


Схемы прозвучивания и временные диаграммы ЗТМ с использованием трансформированных волн
Тремя наклонными преобразователями по донным сигналам продольной и поперечной волн одновременно, 1кр (общий излучатель и два приемника на каждый тип волны)
ЗТМ получил широкое распространение при контроле рельсов, листового проката, поковок, отливок. Однако для контроля этих объектов его применяют обычно не самостоятельно, а в сочетании с эхо-методом. В дополнение к эхо-методу ЗТМ позволяет обнаруживать:
несплошности, расположенные в мертвой зоне преобразователя несплошности с неблагоприятной ориентацией. При расположении дефекта вдоль пучка продольных волн уменьшение амплитуды донного сигнала происходит за счет дифракции на дефекте и «выноса» энергии боковыми волнами, генерируемыми при распространении волны вдоль поверхности;
крупные несплошности с малой отражающей способностью, например, раковины в литье, окруженные газовыми порами;
зоны структурных неоднородностей.
ЗТМ, реализуемый двумя наклонными преобразователями, применяют также при автоматическом ультразвуковом контроле толстостенных сварных соединений для выявления развитых трещин любой ориентации.

а)




б)

в)

г)

д)
Иллюстрация возможностей ЗТМ.