

15 Руководящие документы на проведение неразрушающего контроля и их структура.
Существует несколько уровней технической документации, определяющей порядок и правила проведения контроля.
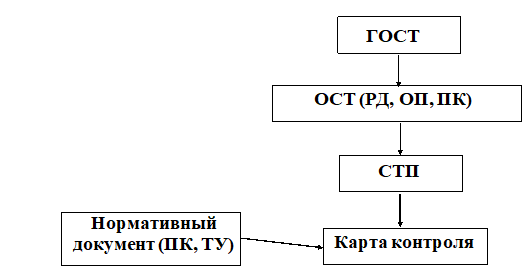
Документацией высшего уровня являются государственные стандарты (ГОСТы) на ультразвуковой контроль продукции данного вида. Государственные стандарты задают общие требования, обязательные для исполнения в любых отраслях промышленности, где производят ультразвуковой контроль продукции данного вида.
В отраслях промышленности разрабатывают руководящие документы, обязательные для применения в данной отрасли. Они учитывают как конструктивные особенности продукции, так и условия ее эксплуатации. Эти документы могут иметь различные наименования: отраслевой стандарт (ОСТ), руководящий документ (РД), основные положения (ОП), правила контроля (ПК), однако все они обязаны учитывать требования ГОСТа на продукцию данного вида.
Еще более конкретное содержание имеют документы, определяющие правила проведения контроля на конкретном предприятии. Документ может называться: стандарт предприятия (СТП), инструкция, методика и т. п. Эти документы создают на основе и с учетом требований отраслевых документов, но ограничиваются правилами проведения контроля только той продукции, которую выпускает данное предприятие.
Заключительным звеном данной структуры является карта контроля, которая является основным рабочим документом дефектоскописта. Она должна содержать достаточную информацию о контролируемом объекте, требованиях к его качеству, применяемых средствах контроля и схемах.
Нормативные документы (правила контроля – ПК, технические условия – ТУ и т.п.) содержат показатели технических требований к контролируемому объекту по результатам ультразвукового контроля.
16 Выбор параметров контроля и режимов настройки при ультразвуковом контроле: тип и конструкция преобразователя.
1)Схемы включения:
Тип ПЭП по схеме включения (совмещенный или PC) выбирают в зависимости от толщины изделия или расстояния зоны контроля от по-верхности ввода. Прямые совмещенные ПЭП обычно применяют для контроля изделий толщиной более 50 мм, а прямые PC ПЭП - для контроля изделий толщиной до 50 мм включительно, или приповерхностного слоя толщиной до 50 мм.
Наклонные ПЭП большей частью используют по совмещенной схеме включения. Наклонные PC ПЭП с поперечной волной используют преимущественно для УЗ контроля сварных соединений тонкостенных труб (толщиной 2,0 мм – 9,0 мм). Наклонные PC ПЭП с продольной волной применяют для контроля сварных соединений с крупнозернистой структурой и высоким уровнем структурных шумов (аустенитные швы). Отдельно следует отметить наклонные PC ПЭП, возбуждающие головную волну - преобразователи головной волны (ПГВ), которые применяют для выявления отражателей, расположенных вблизи поверхности ввода, и с ориентацией, близкой к перпендикулярной относительно поверхности ввод
2)Демпфирование:
Для решения разнообразных задач практического контроля созданы и изготавливаются ПЭП с различными конструктивными особенностями. ПЭП с низкой степенью демпфирования позволяют создать наиболее мощный излучаемый импульс, однако при этом увеличивается мертвая зона и ухудшается лучевая разрешающая способность.
3)Тип протектора:
Решающим достоинством прямых ПЭП с мягкими протекторами является их малая чувствительность к колебаниям шероховатости поверхности контроля. Сменный протектор резко увеличивает срок службы таких ПЭП. Поэтому, несмотря на несколько худшие, чем у ПЭП с жестким протектором, мертвую зону и разрешающую способность, ПЭП с мягким протектором получили очень широкое применении
4)Стрела:
Размер стрелы наклонного ПЭП имеет наибольшее значение при контроле сварных соединений небольшой толщины (менее 20 мм) с усилением. Обычно ставится задача прозвучивания корня шва прямым лучом, поэтому точка выхода должна быть максимально приближена к усилению, то есть стрела ПЭП должна быть по возможности минимальной.