

1.4 Зона вторичного охлаждения
Зона вторичного охлаждения (ЗВО) располагается ниже кристаллизатора, там на поверхность движущегося слитка подают охлаждающую среду. ЗВО имеет охлаждающие и опорные устройства; обычно зона охлаждения имеет кожух, который необходим для сдерживания пара, который образуется при охлаждении слитка. Водяные охлаждающие устройства имеют систему трубопроводов с регулирующими устройствами и многочисленными форсунками, которые распыляют на слитки воду. Водовоздушное охлаждения осуществляется, когда к форсункам вместе водой подводят сжатый воздух. Это охлаждение хорошо тем, что при нем вода распыляется более тонко; водяные капли распределяются более равномерно в выходящем из форсунки «факеле» и он захватывает большую площадь поверхности слитка. На рисунке 2 представлена секция вторичного охлаждения МНЛЗ криволинейного типа.
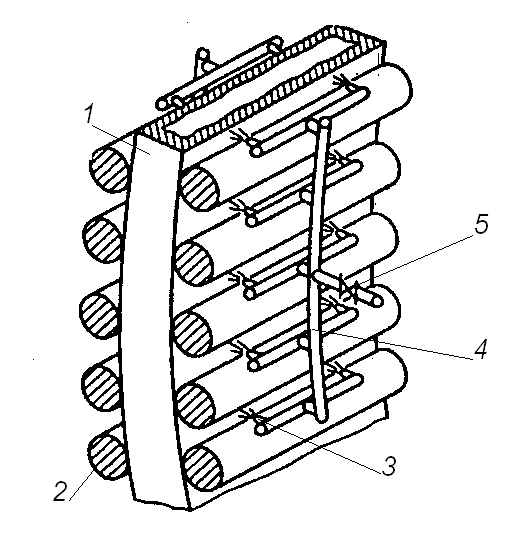
Рисунок 2 – Секция вторичного охлаждения криволинейной МНЛЗ: 1 – слиток; 2 – опорный ролик; 3 – форсунка; 4 – трубчатый коллектор; 5 – задвижка
По мере отдаления слитка от кристаллизатора, охлаждение должно уменьшаться, для этого обеспечивают постоянное снижение расхода воды. ЗВО разделяют на несколько секций, их количество может достигать восьми, которые объединяют группу форсунок и имеют самостоятельный подвод воды. Регулирования расхода воды осуществляется в зависимости от скорости разливки металла.
Опорные устройства в ЗВО необходимы для предотвращения деформации затвердевшей корки слитка под давлением жидкого металла, находящегося в центральной, незатвердевшей части слитка.
В МНЛЗ криволинейного типа опорные устройства представляют собой ролики, образующие рольганг. Опорные устройства выполнены так, что можно изменять расстояние между рядами роликов. Это позволяет изменять параметры отливки МНЛЗ при изменении технического задания. Диаметр роликов опорного устройства увеличивается по мере удаления от кристаллизатора, что связано с увеличением толщины корки и жесткости слитка.
1.5 Затравка
Затравку помещают в кристаллизатор перед началом отливки стали для образования временного дна, а также для вытягивания будущих слитков. На МНЛЗ криволинейного типа используются цепные затравки, которые состоят из шарнирно-соединительных звеньев. Цепные затравки бывают: с жесткими звеньями с постоянной толщиной и звеньями с изменяющейся толщиной. В последней затравке каждое звено имеет: корпус и подвижную крышку, между ними по всей длине затравки имеются резинотканевые рукава. При наполнении рукава сжатым воздухом, крышка приподнимается, и толщина звеньев и затравки увеличивается до необходимой величины.
1.6 Машина газовой резки
Машина газовой резки (МГР) необходима для разрезания непрерывных слитков металла (слябов) МНЛЗ на заготовки определенной длины, для надрезки переднего (головного) и заднего (хвостового) концов слитка и для заготовок с перемычкой. Кинематическая схема машины газовой резки представлена на рисунке 3.
Машина газовой резки включает в себя ряд основных механизмов: механизм передвижения рамы МГР, механизм передвижения суппорта и подъемно-опускающиеся упоры.
Механизм передвижения рамы предназначен для перемещения МГР вдоль оси разливки и обеспечения начала реза в заданной точке, а также для возврата МГР в исходное положение. После начала реза перемещение МГР со скоростью сляба осуществляется за счет опускающегося на его поверхность упора и возникающих при этом сил трения.
Механизм передвижения суппорта предназначен для перемещения резаков с заданной скоростью реза в направлении, перпендикулярном кромке сляба, а также возврат резаков в исходное положение после окончания реза.
Назначением МГР является порезка непрерывнолитых слябов МНЛЗ №1 на заготовки мерных длин, надрезки переднего (головного) и заднего (хвостового) концов слитка и заготовок с перемычкой.

Рисунок 3 – Кинематическая схема машины газовой резки