

Котиков Г.С. Учебное пособие Сварка и резка металлов
.pdfФедеральное агентство по образованию Обнинский государственный технический университет
атомной энергетики (ИАТЭ) Физико-энергетический факультет
Сварка и резка металлов
Учебное пособие по курсу «Сварка и сварные конструкции АЭС»
Обнинск 2008
УДК
Котиков Г.С. Сварка и резка металлов. Учебное пособие по курсу «Сварка и сварные конструкции АЭС»- Обнинск: ИАТЭ,
2008 – 112 с.
В учебном пособии в соответствии с рабочей программой и курсом лекций по дисциплине «Сварка и сварные конструкции АЭС» для студентов физико-энергетического факультета специализации «Монтаж, ремонт и наладка оборудования АЭС» представлены общие понятия о сварке, об оборудовании для ее выполнения, общие вопросы металлургических процессов, происходящих при сварке, а также краткие сведения о сварных конструкциях,
Рецензенты: П. Г. Кривошей к.т.н. Н. П. Сердунь
Темплан 2008, поз. ____
Илл. 36, табл. 15, библиограф. 11 назв.
сОбнинский государственный технический университет атомной энергетики, 2008 г.
сГ. С. Котиков, 2008 г.
2

Введение
Производственное использование некоторых простейших способов сварки началось еще в глубокой древности. Уже в бронзовом веке возникает искусство соединения металлов. Способы сварки развивались очень медленно, и часто трудно уловить на протяжении столетий сколько-нибудь заметные изменения методов и технических приемов сварки, применяемых приспособлений и оборудования.
Резкий перелом в этой области техники наступает лишь в конце XIX и в начале XX веков. Быстрое развитие промышленности и всех отраслей техники вызывает появление новых средств нагрева, пригодных для сварки металлов, таких, например, как электрический ток, дуговой разряд, газокислородное пламя, термитные смеси, лазерный луч, плазма и т. п. С этого времени делаются существенные открытия и изобретения в сварочной технике, которая на протяжении последних десятилетий обогащается во много раз больше, чем на протяжении предшествующих столетий. Поэтому, хотя основы сварочной техники и заложены несколько сотен лет назад, почти все, чем пользуется сейчас промышленное производство, создано на протяжении всего лишь нескольких последних десятилетий. Следовательно, сварочная техника может по праву считаться новой, молодой отраслью техники.
Отечественная специальная литература по сварке богата и разнообразна. Она занимает сейчас видное место по обширности тематики, высокому научному уровню, обстоятельности и глубине изучения. Еще в Советском Союзе был издан ряд капитальных трудов и монографий по различным вопросам сварочной техники.
Наряду со специализированными трудами по отдельным вопросам сварочной техники, конечно, необходимы и обобщающие работы, охватывающие широкий круг вопросов, дающие общие представления о сварке и технологии ее выполнения. Поэтому нужны пособия, в которых кратко и популярно изложены основы сварки, основные ее виды, применяемое оборудование, основы металлургических процессов сварки, а также сопутствующие ей работы, например, резка металла.
3

Внастоящем пособии, предназначенном для студентов вузов
итехникумов, не специализирующихся по вопросам сварки, но желающих ознакомиться с состоянием сварочной техники и технологией сварочных процессов, представлены общие понятия о сварке, ее видах, способах сварки, а также сопутствующих ей работах.
При современных темпах развития техники одного десятилетия оказалось достаточно для значительных изменений в технологии сварки и сварочной аппаратуре. Появились и получили промышленное применение новые способы сварки.
Рассмотрение способов сварки начинается с дуговой электросварки как метода, имеющего наибольшее практическое значение. Изложение преимущественно ведется применительно к условиям сварки низкоуглеродистой стали, на основе которой создалась и развивалась современная сварочная техника. В настоящее время начинает все шире распространяться сварка специальных сталей, цветных металлов.
Вконце имеется раздел, посвященный термической резке металлов. Эти процессы, технологически глубоко отличные от процессов сварки, включены в литературу по сварке как процессы, при которых оборудование, материалы и приемы выполнения работ весьма близки к существующим в сварочной технике.
1. Физические основы сварки
Сваркой металлов называется процесс их соединения за счет сил взаимодействия атомов. Кусок твердого металла можно рассматривать как гигантскую молекулу из атомов, размещенных в определенном, очень сложном порядке и прочно связанных в одно целое силами межатомного взаимодействия.
Принципиальная сущность очень проста. Поверхностные атомы куска металла имеют свободные, ненасыщенные связи, которые захватывают всякий атом или молекулу, приблизившиеся на расстояние действия межатомных сил. Сблизив поверхности двух кусков металла на расстояние действия межатомных сил или, говоря несколько упрощенно, до соприкосновения поверхностных атомов, получим по поверхности соприкосновения сращивание обоих кусков металла в одно монолитное целое с прочностью соединения, равной прочности цельного металла,
4
поскольку внутри металла и по поверхности соединения действуют те же межатомные силы. Процесс соединения после соприкосновения протекает самопроизвольно, без затрат энергии и весьма быстро, практически мгновенно.
Металлы с малой твердостью достаточно прочно соединяются уже при сдавливании незначительными усилиями. У наиболее важных для техники металлов твердость настолько велика, что поверхность действительного соприкосновения очень мала по сравнению с общей кажущейся поверхностью соприкосновения, даже на тщательно обработанных и пригнанных поверхностях.
При нагреве с повышением температуры снижается твердость металла и возрастает его пластичность. Металл, твердый и малопластичный при комнатной температуре, при достаточном нагреве может стать очень мягким и пластичным. Дальнейшим повышением температуры можно довести металл до расплавления; в этом случае отпадают все затруднения, связанные с твердостью металла; объемы жидкого металла самопроизвольно сливаются в общую сварочную ванну.
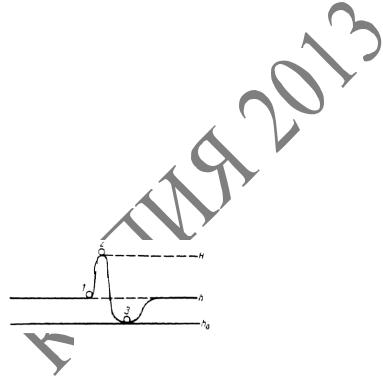
Противоречие между теоретической возможностью сварки без затрат энергии и практической необходимостью затрат энергии может быть объяснено энергетической моделью процесса сварки, схематически показанной на рис. 1.1.
Атом на свободной поверхности металла в положении 1 имеет энергию h, атом в объеме металла в положении 3 - меньшую энергию h0; соединение объемов металла с уничто-
жением свободной поверхности сопровождается освобождением энергии на атом. Но для перемещения из положения 1 в положение 3 атом должен преодолеть энергетический порог и пройти положение 2 с энергией H. Для преодоления энергетического порога атому нужно подвести энергию H H h , без чего невозможно преодоление порога и соединение объемов металла. Энергия H расходуется на упругую и пластическую деформацию металла, необходимую для сближения поверхностей метал-
5
ла, на нагрев его, разрушение пленки адсорбированных газов и т.д. Нагрев снижает энергетический порог, препятствующий соединению твердых металлов, а расплавление сводит высоту порога почти к нулю, делая возможным соединение без затрат энергии.
Соединение атомов при сварке металлов происходит в очень тонком спое, толщиной в несколько атомных диаметров, и зона сварки имеет пленочный характер. Увеличение толщины зоны сварки может быть произведено за счет таких процессов как диффузия, растворение, кристаллизация, которые протекают очень медленно.
2. Классификация способов сварки
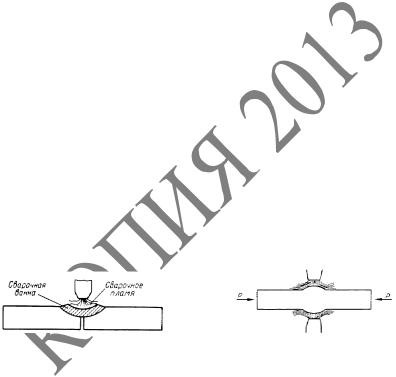
Классификация способов сварки достаточно подробно определяется ГОСТ 19521 – 74. «Сварка металлов. Классификация». Указанный стандарт устанавливает классификацию сварки металлов по основным физическим, техническим и технологическим признакам. Но для понимания сущности сварки достаточно совершенную систему классификации отличительную от стандарта можно рассмотреть, когда за основу взято давление и по этому признаку все существующие способы сварки можно разделить на две большие группы – сварка плавлением и сварка давлением (рис. 2.1 и 2.2). Структурная схема такой классификации приведена на рис. 2.3.
Рис. 2.1. Схема сварки плавлением Рис. 2.2. Схема сварки давлением.
Достаточно интересна, а в некоторых случаях и удобна энергетическая классификация, основанная на виде энергии, используемой при сварке. По этому признаку все способы сварки можно разделить на четыре большие группы по преобладающему виду подводимой энергии: электрическая, химическая, механическая, лучевая.
6
|
|
|
|
|
|
|
|
|
|
|
Сварка металлов |
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
Сварка без давления |
|
|
|
|
|
|
Сварка давлением |
|
|
||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
Электродуговая |
|
Электрошлаковая |
|
Газовая |
|
|
Термитная |
|
|
Литейная |
|
Лучевая |
|
Электроконтакт- |
|
Индукционная |
|
|
Прессовая |
|
|
Трением |
|
Диффузиционная |
|
Ультразвуковая |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 2.3. Структурная схема классификации сварки
3. Виды дуговой сварки
Электрическая дуговая сварка в настоящее время является важнейшим промышленным видом сварки металлов. Явление дугового разряда открыл и исследовал в 1802 г. академик В.В. Петров, а дуговой разряд для сварки металлов использовал в 1882 г. русский инженер Н.Н. Бернардос. Значительное усовершенствование внес инженер Н.Г. Славянов. В 1888 г. он закончил разработку способа дуговой сварки плавящимся электродом - важнейшего способа в современной промышленности.
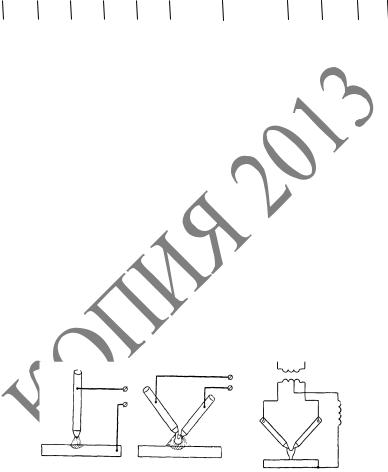
Рис. 3.1. Сварочная дуга прямого, косвенного и комбинированного действия
Классификацию способов дуговой сварки можно провести по различным признакам, например, по способу воздействия дуги на металл. Действие дуги может быть прямым или косвенным. В
7
первом случае (рис. 3.1) сварочный металл включен в электрическую цепь и является одним из электродов. Металл нагревается за счет бомбардировки его поверхности заряженными частицами. Во втором случае металл не включен в сварочную цепь, и нагрев производится за счет теплопередачи. Бывают и комбинированные способы действия дуги.
Электроды могут быть плавящимися и неплавящимися. Для питания дуги может применяться постоянный или переменный ток, одноили многофазный, низкой или высокой частоты.
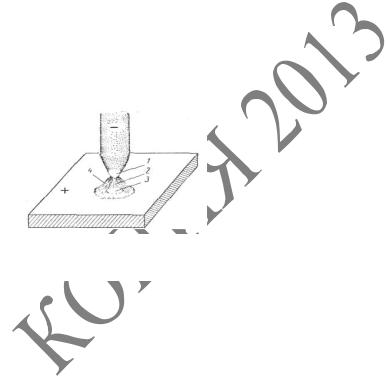
4. Электрическая сварочная дуга
Дуговой разряд возникает в газе при достаточной силе тока в цепи и принимает форму, соответствующей минимуму мощности для данной силы тока.
Между положительным анодом и отрицательным катодом расположена наиболее важная часть дугового разряда - положительный столб, имеющий обычно коническую (рис. 4.1) или сферическую форму. Газ столба имеет вы-
Рис. 4.1. Схема дугового разряда: сокую температуру, порядка
1 – катодное пятно, 2 – столб дуги. 60000 С. Происходит преобра-
3 – анодное пятно, 4 – пламя дуги. зование большого количества электрической энергии разряда в тепловую энергию, нагревающую и расплавляющую металл. Общее количество высвобождающейся энергии на аноде обычно больше, чем на катоде, но иногда наблюдается обратное соотношение. Зависимость напряжения дуги от тока и ее длины выражается кривыми, которые называются характеристиками дуги.
Они относятся к установившемуся стационарному состоянию дуги, поэтому называются статическими характеристиками. Опытная зависимость напряжения дуги от тока и ее длины показана на рис. 4.2а. Рис. 4.2б иллюстрирует, что напряжение дуги при постоянной ее длине зависит от силы тока лишь при малых (до 30 - 40 А) токах.
8
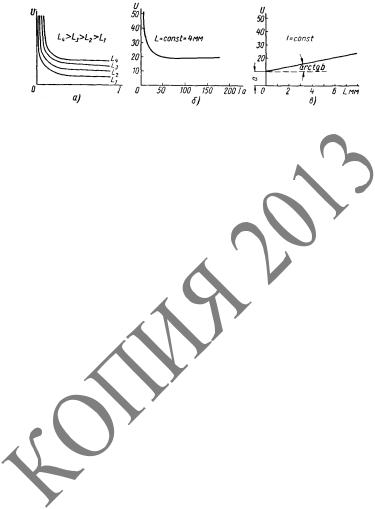
Рис. 4.2. Характеристики зависимости напряжения в дуге а) от силы тока и ее длины; б) - от силы тока при постоянной длине; в) - от ее длины при постоянной силе тока
Для токов, обычно применяемых при сварке, можно принять, что напряжение дуги не зависит от силы тока. Рис 4.2в показывает, что напряжение дуги связано линейной зависимостью с ее длиной и может быть выражено как
U = a + bL ,
где U- напряжение дуги, В; L - длина дуги, см; a и b - эмпирические постоянные, определяемые опытным путем; а = 10 В и
в = 20 В/см
5. Источники питания сварочной дуги
Для питания сварочной дуги применяются специальные источники тока, отвечающие определенным техническим требованиям. Для оценки источников тока важное значение имеет внешняя характеристика, выражающая зависимость напряжения от тока нагрузки, графическое изображение которой представлена на рис. 5.1.
Источники тока для обычных целей (освещение, питание электродвигателей и др.) имеют жесткую (рис. 5.1а) внешнюю характеристику, приближающуюся к прямой. Такая форма внешней характеристики необходима потому, что обычные потребители требуют для нормальной работы постоянство напряжения питающей сети независимо от изменения нагрузки.
Совсем другие требования предъявляются к источнику тока для питания сварочной дуги (рис. 5.1б). Характеристика его должна быть падающей. При постоянном напряжении горящая дуга будет непрерывно разрастаться, и сила тока в ней будет увеличиваться до разрушения проводников цепи. Наличие па-
9

дающей характеристики делает возможным устойчивое горение дуги при определенной постоянной силе тока.
Рис. 5.1. Характеристики источников тока: а) – обыкновенного; б) - сварочного
Характеристика дуги относится к определенной длине дуги L=const. Режим дуги постоянной длины можно менять, изменяя внешнюю характеристику источника тока. Сварочная дуга может питаться постоянным и переменным током. Максимальное напряжение источника тока из условий безопасности принимается не более 90 В.
5.1. Сварочные трансформаторы
Сварочные трансформаторы просты по устройству, отличаются малыми размерами и весом, имеют высокий КПД, до 90%. Они расходуют электроэнергии почти в два раза меньше по сравнению с агрегатами постоянного тока. Для получения падающей характеристики последовательно с дугой в сварочную цепь включают необходимое индуктивное сопротивление. Можно выделить следующие основные системы сварочных трансформаторов:
-с отдельной дроссельной катушкой (рис. 5.2 а) во вторичной цепи;
-с дроссельной катушкой во вторичной цепи (рис. 5.2 б), конструктивно объединенной в одно целое с трансформатором;
-с увеличенной индуктивностью (рис. 5.2 в); -с подвижной обмоткой (рис. 5.2 г); при сближении обмоток
ток увеличивается и наоборот.
Существенным недостатком сварочных трансформаторов является низкий коэффициент мощности cos .
10