

Котиков Г.С. Учебное пособие Сварка и резка металлов
.pdfторая делает его уже довольно дорогим газом. Недостаточная очистка вызывает быстрый износ электрода. Производительность резки на азоте ниже, чем на водороде; его молекула прочнее и диссоциация получает меньшее развитие, а теплопроводность азота в несколько раз меньше, чем у водорода. Недостатки, присущие каждому из газов, вызвали применение так называемого двойного газа.
В плазмотрон подаются два независимых потока газа. Один, меньший, называемый защитным, омывает электрод и защищает его от окисления. В качестве защитного газа применяется обычно аргон. Второй газ, рабочий или плазмообразующий, подается в большем количестве, составляя основную часть общего газового потока, выходящего из плазмотрона. В качестве рабочего газа может применяться дешевый технический азот, иногда воздух.
16.3. Другие способы термической резки металлов
Дугой можно производить не только сварку, но и резку металла, выплавляя его из полости реза и предоставляя возможность свободно вытекать. Резка может быть произведена как угольным, так и металлическим электродом. Резка угольным электродом на постоянном токе дает лучшие результаты. Применяется нормальная или прямая полярность, т. е. на электроде минус, а на основном металле - плюс. Электроды лучше применять графитные, так как для заданной силы тока они могут быть меньшего диаметра и таким образом снижать ширину реза; кроме того, графитные электроды медленнее обгорают при работе и расход их значительно меньше по сравнению с расходом электродов из амфорного угля.
Для резки угольной дугой применяются токи 400 - 1000 А. При толщинах металла до 12 мм резка угольной дугой достаточно производительна. С увеличением толщины металла производительность быстро падает, а при толщинах свыше 15 мм производительнее газокислородная резка. По качеству резки, чистоте кромок и ширине реза дуговой способ значительно уступает кислородному. На больших токах иногда применяют пластинчатые электроды прямоугольного сечения.
81

Резка может производиться и на переменном токе, но качество реза при этом получается хуже и производительность для той же силы тока ниже. Резка угольной дугой может быть целесообразна, например, для чугуна и цветных металлов, так как эти металлы не поддаются обычной кислородной резке. Дуговая резка может быть иногда целесообразна и для стали, например, при разборке старых конструкций из материала толщиной не свыше 20 - 30 мм, когда не требуется особой чистоты реза и стоимость процесса должна быть минимальной. Угольной дугой можно резать металл сильно загрязненный, покрытый ржавчиной, краской и т. п. без всякой подготовки, в то время как для кислородной резки требуется предварительная очистка поверхности металла вдоль линии реза. К резке угольной дугой приходится прибегать также при отсутствии кислорода на месте работ.
При резке металлическим электродом для стержня электрода пригодна любая, даже непригодная для сварки проволока из низкоуглеродистой стали; загрязнения металла проволоки не имеют особого значения. Электроды для резки покрываются обмазкой для повышения устойчивости дуги, замедления плавления электрода, изоляции электродного стержня от основного металла при введении электрода в полость реза, а иногда и для ускорения резки за счет окисления основного металла богатыми кислородом окислами, вводимыми в состав электродной обмазки.
Резку металлическим электродом электросварщик производит от нормальных сварочных трансформаторов; она может быть выполнена теми же электродами, которые применяются и для сварки. Таким образом, небольшие работы по резке электросварщик производит не прибегая к специальному оборудованию или материалам. Металлическим электродом прожигаются дыры для монтажных болтов при сборочных работах; перерезается фасонный материал, уголки, швеллеры, двутавры, вырезаются отверстия в листах и т. д.
Невысокая производительность и низкое качество реза мешают широкому применению дуговой резки. Она остается второстепенным, подсобным процессом при дуговой сварке. Значительное улучшение показателей было достигнуто вдуванием
82
воздуха в зону резки для удаления расплавленного металла. В дальнейшем различные изменения, внесенные в этот процесс, привели к созданию самостоятельного процесса воздушнодуговой резки, получившего довольно широкое применение в промышленности.
При этом способе металл расплавляется электрической дугой с неплавящимся электродом и выдувается из полости реза потоком сжатого воздуха, подаваемого параллельно электроду. Воз- душно-дуговой процесс чаще используется для поверхностной обработки или строжки металла, но может быть использован и для разделительной резки.
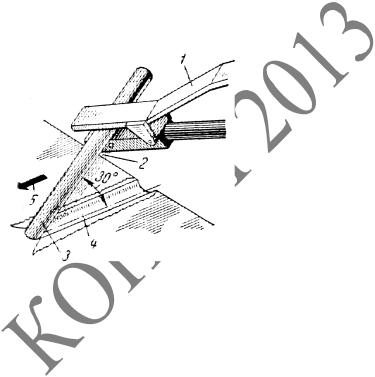
Рис.16.5. Воздушно-дуговая строжка: 1 – держатель; 2 – электрод; 3
– дуга; 4 - канавка
При строжке электрод располагают под углом к поверхности металла и конец электрода несколько углубляют в образующуюся канавку. Выплавляемый металл потоком воздуха разбрасывается вперед и в стороны (рис. 16.5).
Для разделительной резки электрод углубляют на всю толщину металла, располагая его под углом 60 - 90° к поверхности металла; продукты резки выдуваются потоком воздуха сквозь щель реза (рис. 16.6). Окисление выдуваемого металла не очень значительно и выдуваемые продукты на 80% состоят из металлического железа.
83
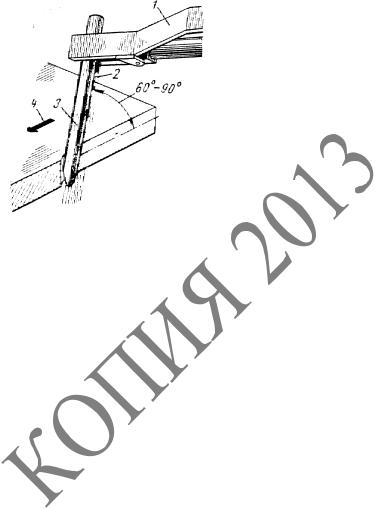
Рис. 16.6. Воздушно-дуговая резка
Угольные или графитные электроды обычно имеют диаметр 6—12 мм, длину 300—350 мм.. Плотность материала электродов 1,5 - 1,6. Хорошие результаты дают омедненные электроды, покрытые слоем меди толщиной около 0,1 мм. Омеднение уменьшает расход электродов. Резка ведется на постоянном токе обратной полярности. Производительность на прямой полярности и на переменном токе уменьшается в 2 - 3 раза. Процесс весьма производителен.
Скорость строжки может доходить до 2 - 3 м/мин. При скорости свыше 1 м/мин повышается содержания углерода в поверхностном слое металла, при меньших скоростях этого не происходит. Обычно наиболее приемлемой считают скорость строжки
0.4 - 0,6 м/мин.
Воздушно-дуговая резка выполнима во всех пространственных положениях и находит достаточно широкое применение для удаления дефектного металла с поверхности отливок, поковок и проката; выборки дефектов в сварных швах, разделки кромок листов под сварку, а также для разделительной резки нержавеющих сталей и других металлов, не поддающихся газокислородной резке при небольших толщинах металла, прожигания монтажных отверстий и т. д.
Резак для воздушно-дуговой резки представляет собой держатель электродов усиленной конструкции на большие токи; головка держателя имеет сопла для воздуха. Рукоятка держателя
84

приспособлена для присоединения токоподводящего кабеля и воздушного шланга и имеет клапан или другое устройство для пуска и выключения воздуха. Сопла для выхода воздуха имеют форму небольших круговых отверстий или кольцевой щели, охватывающей электрод.
Для воздушно-дуговой резки пригодны любые источники тока, применяемые для дуговой электросварки. Оптимальное давление воздуха при данной резке 0,5 – 0,7 МПа. Давление свыше 0,8 МПа понижает устойчивость дугового разряда, менее 0,4 МПа ухудшает сдув расплавленного металла.
17. Различные виды сварных конструкций
В качестве примеров использования сварки для получения различного вида строительных конструкций и производства оборудования для различных отраслей промышленности рассмотрим некоторые виды сварных конструкций.
17.1. Классификация сварных конструкций
Большое разнообразие сварных конструкций затрудняет применение к ним какой-либо единой классификации. Их можно классифицировать по различным методам, но при рассмотрении вопросов проектирования и изготовления сварных конструкций наиболее целесообразной является классификация в зависимости от характерных особенностей их работы.
В этом случае можно выделить следующие типы сварных элементов и конструкций и дать им соответствующие определения.
Балки - конструктивные элементы, работающие, в основном, на поперечный изгиб. Жестко соединенные между собой балки образуют балочные и рамные конструкции.
Колонны – конструктивные элементы, работающие преимущественно на сжатие или на сжатие с продольным изгибом.
Решетчатые конструкции – это система стержней, соединенных в узлах таким образом, что стержни испытывают растяжение или сжатие. К ним относятся фермы, мачты, арматурные каркасы и сетки.
Оболочковые или листовые конструкции, как правило, работают на избыточное давление; к ним предъявляют требование
85
герметичности соединений. К этому типу относят различные емкости, сосуды и трубопроводы.
В соответствии с такой неполной классификацией рассмотрим конструктивные особенности каждого типа более подробно.
17.2. Балки и колонны
Типы поперечных сечений и размеры сварных балок весьма разнообразны. Если нагрузка приложена в вертикальной плоскости, чаще всего используют балки двутаврового сечения.
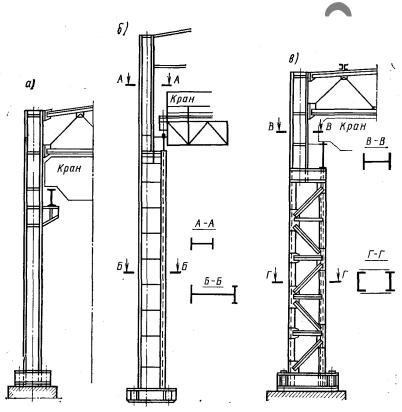
Рис. 17.1. Сплошные и сквозные колонны: а), б) – сплошные; в) - сквозные
Обычно сварной двутавр состоит из трех основных листовых элементов - стенки и двух полок (поясов). Устойчивость вертикальной стенки обеспечивается горизонтальными и вертикаль-
86
ными ребрами жесткости. Профиль сечения изменяется за счет изменения размеров стенки и поясов.
Балки коробчатого сечения широко используют в конструкциях мостовых кранов. Обычно вдоль балки располагают поперечные диафрагмы, которые приваривают к сжатому верхнему поясу и к боковым стенкам. Сварные элементы коробчатого сечения используют также в качестве стержней ферм крупных мостовых пролетных строений.
Колонны цехов воспринимают нагрузку от кровли и от мостовых кранов в местах расположения опор подкрановых балок. Колонны могут быть сплошные (рис. 17.1а,б) и сквозные (рис.
17.1в).
Резкое увеличение нормальной силы и изгибающего момента в этом сечении нередко приводит к необходимости использования ступенчатых колонн (рис. 17. 1 б,в). Нижняя часть колонн имеет опорную плиту, передающую нагрузку на бетонный фундамент.
17.3. Балочные и решетчатые конструкции
Рамы представляют собой объемную пространственную конструкцию, предназначенную для объединения отдельных конструкций, узлов и деталей в единый агрегат. Одно из главных требований, предъявляемых к рамам, - жесткость конструкции, поэтому входящие в состав сварной рамы балочные заготовки соединяют друг с другом либо непосредственно, либо с помощью вспомогательных элементов жесткости. Размеры рам и их конструктивное оформление весьма разнообразны, различны и методы получения балочных заготовок.
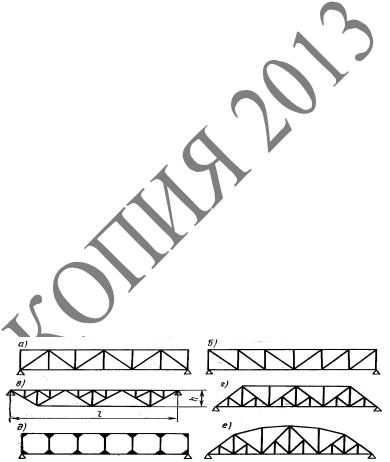
Рис. 17.2. Различные конструкции ферм: а) – треугольная; б) – раскосная; в),г) – щпренгельная; д) – безраскосная; е) – с ломанным поясом
87

Общим для решетчатых конструкций является наличие в узлах соединений нескольких отдельных стержней того или иного сечения.
Фермы, как и балки, работают на поперечный изгиб. Конструктивные формы балок проще, однако при достаточно больших пролетах применение ферм оказывается более экономичным. Характерные схемы решеток ферм показаны на рис. 17.2. Треугольная (рис.17.2а) и раскосная (рис. 17.2б) схемы являются основными. Фермы, воспринимающие нагрузки по верхнему или нижнему поясу, изготовляют шпренгельными по схемам, изображенным на рис. 17.2в,г. Иногда применяют безраскосные фермы с жесткими узлами (рис. 17.2д). По очертанию поясов фермы могут быть с параллельными поясами или с поясами, образованными ломаной линией (рис. 17.2е). По назначению фермы разделяют на стропильные, подстропильные и мостовые.
Стропильные фермы работают при статической нагрузке. В качестве стержней используют, главным образом, прокатные и значительно реже гнутые замкнутые сварные профили и трубы.
В общем объеме производства ферм их число из прокатных профилей составляет более 90%. Стержни в узлах таких конструкций соединяют либо непосредственно, либо с помощью вспомогательных элементов, главным образом, дуговой сваркой.
Пространственные решетчатые конструкции башенного типа (радиомачты, башни, буровые вышки и т. д.) вследствие большой высоты подвергаются значительным ветровым нагрузкам, поэтому их изготовляют преимущественно из трубчатых элементов. Поскольку размеры этих конструкций превышают габариты железнодорожного подвижного состава, их монтируют из сваренных на заводе секций. Основные стойки башни располагаются по углам граней секций и являются поясами плоских ферм. Стойки составляются из отдельных труб стандартной длины и через приваренные к их торцам фланцы соединяются между собой болтами.
Мачты линий электропередачи также являются пространственными решетчатыми конструкциями, но для их изготовления используют прокат в виде уголков.
88
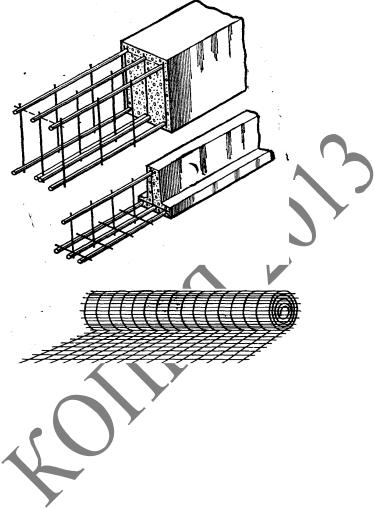
Рис.17.4. Сварной каркас
Рис. 17.3. Сетка
К решетчатым конструкциям следует отнести и сварные элементы арматуры железобетона - сетки, плоские и пространственные каркасы. Сетки из взаимно перпендикулярных стержней круглого или периодического профиля, соединяемых контактной сваркой, могут быть рулонные (рис. 17.3) и плоские. Их назначение - армирование плит перекрытий, покрытия дорог, каналов и других элементов конструкций и сооружений.
Типы сварных каркасов разнообразны. Плоские каркасы используют в балочных перекрытиях (рис. 17.4); они состоят из продольной арматуры (поясов) и соединительной решетки в виде отдельных стержней или непрерывной змейки. Плоские каркасы, как и сетки, сваривают на точечных контактных машинах. Пространственные каркасы обычно имеют поясные продольные стержни и соединительную решетку либо в виде отдельных
89
стержней, располагаемых по каждой из граней, либо в виде непрерывной проволоки, навиваемой по спирали.
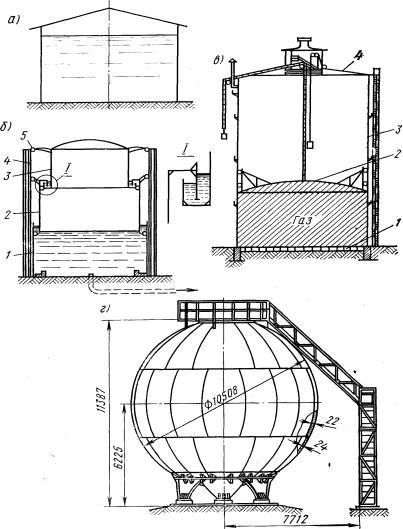
17.4. Оболочковые конструкции
Рис. 17.5. Негабаритные емкости: а) – вертикальный цилиндрический резервуар; б) – мокрый газгольдер; в) –сухой газгольдер; г) – сферический резервуар
90