

2.9 Расчет глубины профиля для каждой узловой точки
Для всех i узловых точек рассчитываем глубину профиля резца от базовой линии:
В плоскости передней грани по формуле:
 ,
,
где,
sin
Для первой точки:
 мм
мм
Для второй точки:
 мм
мм
Для третьей точки:
 мм
мм
В профильной плоскости (нормальной к задней поверхности) по формуле:
 ,
,
Для первой точки:
 =4,941мм
=4,941мм
Для второй точки:
 =2,916мм
=2,916мм
Для третьей точки:
 =2,582мм
=2,582мм
Таблица 2.3— Полученные результаты.
Номер узловой точки i |
|
|
|
|
1 |
15 |
7.5 |
|
4,941 |
2 |
12 |
4.5 |
|
2,916 |
3 |
10 |
2.5 |
|
2,582 |







2.10 Вычисление отклонение фактической формы конических участков детали от теоретической
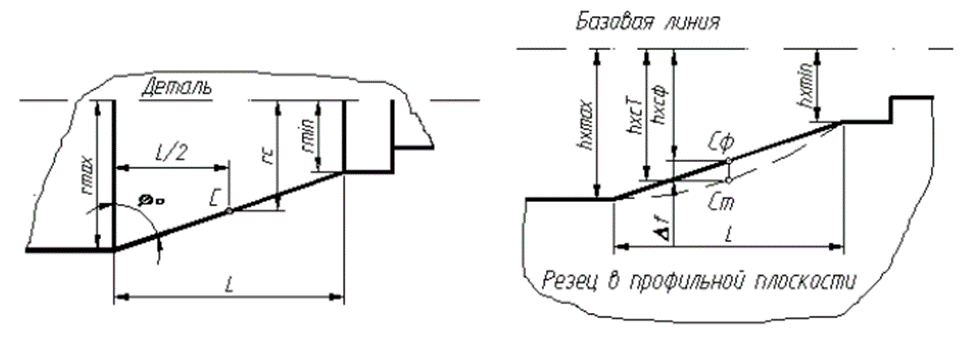
Рисунок 2.2 -Отклонение ∆f фактической формы конических участков детали от теоретической
1)Радиус в точке С вычисляем по формуле:
 ,
,
Теоретическая
глубина профиля соотв. ей точки
 резца
резца
 в профильной плоскости путем подстановки
по формулам вместо
значение
в профильной плоскости путем подстановки
по формулам вместо
значение
 :
:

 мм
мм
 мм
мм
Фактическая
глубина профиля точки
 режущей кромки резца
режущей кромки резца
 в профильной плоскости определяется
по формуле:
в профильной плоскости определяется
по формуле:
 ,
,
Где
 ,
а
,
а
 =
=
 =
(4,941+2,916)/2=3,929мм
=
(4,941+2,916)/2=3,929мм
Отклонение профиля на коническом участке определяется по формуле:
 ,
,
 мм
мм
2) Радиус в точке С вычисляем по формуле:
,
Теоретическая глубина профиля соотв. ей точки резца в профильной плоскости путем подстановки по формулам вместо значение :
 мм
мм
 мм
мм
Фактическая глубина профиля точки режущей кромки резца в профильной плоскости определяется по формуле:
,
Где
 ,
а
=
,
а
=
= (4,941+2,916)/2=3,929мм
Отклонение профиля на коническом участке определяется по формуле:
,
 мм
мм
2.11 Расчет корригированного радиуса в профильной плоскости резца для дугового участка
Расчет корригированного радиуса производится по формуле:
 ,
,
где
 глубина
дугового участка в профильной плоскости
резца
глубина
дугового участка в профильной плоскости
резца
 мм
мм
2.12 Эскизы относительного положения детали и резца
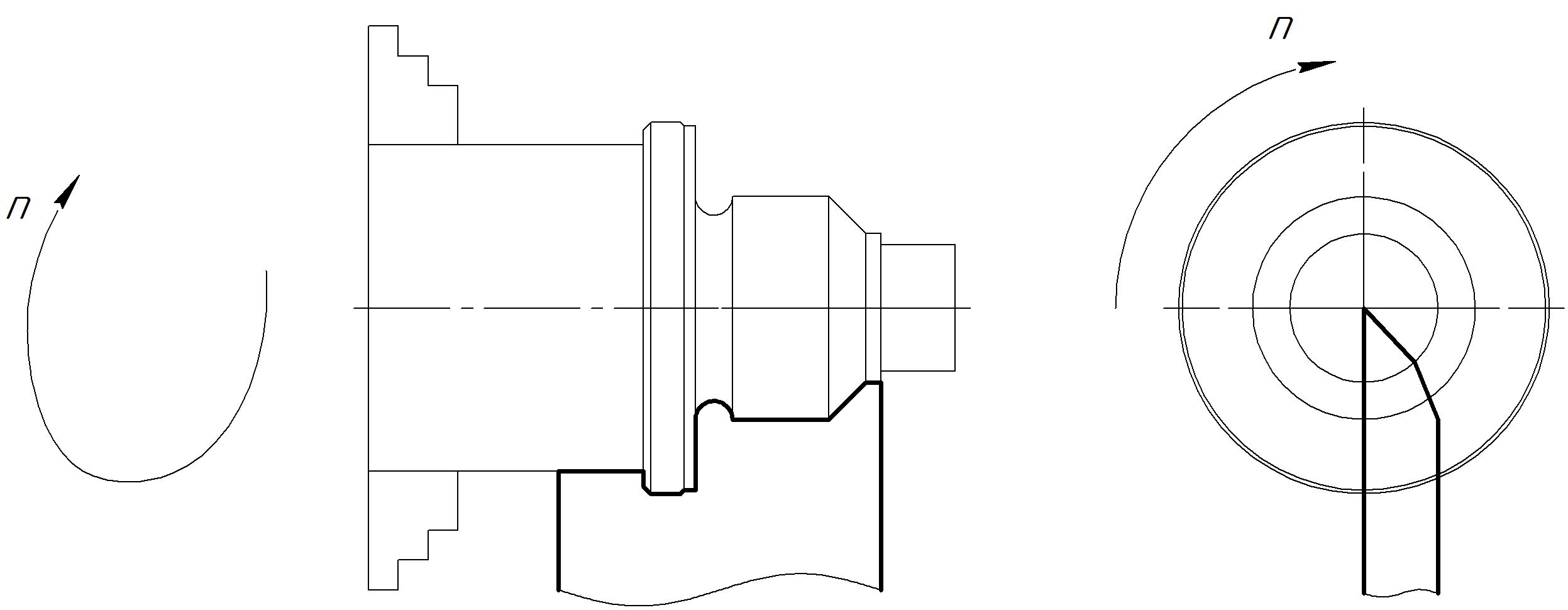
Рисунок 2.3 — Изображение закрепления заготовки и изображение резца
2.13 Выбор материала для изготовления резцов
Деталь выполняется
из чугуна, а размеры детали выполняются
по IT10 (чистовая обработка), выбираем в
качестве материала резца быстрорежущую
сталь Р6М5. После термической обработки
показатель твёрдости будет равным
 =63…65.
Допуски на расстояние от узловых точек
до базовой линии назначаются по 1/5 –
1/6 допуска на соответствующий диаметр
детали, но не более ±0,02 мм. Допуски по
ширине участков резца назначаются по
1/2 - 1/3 допуска на соответствующие осевые
размеры детали, но не более ±0,05 мм.
=63…65.
Допуски на расстояние от узловых точек
до базовой линии назначаются по 1/5 –
1/6 допуска на соответствующий диаметр
детали, но не более ±0,02 мм. Допуски по
ширине участков резца назначаются по
1/2 - 1/3 допуска на соответствующие осевые
размеры детали, но не более ±0,05 мм.
3 Технологическая оснастка. Разработка установочно-зажимного приспособления»
3.1 Основание для разработки приспособления
Основанием для разработки является комплект документов на технологический процесс изготовления детали «Вал».
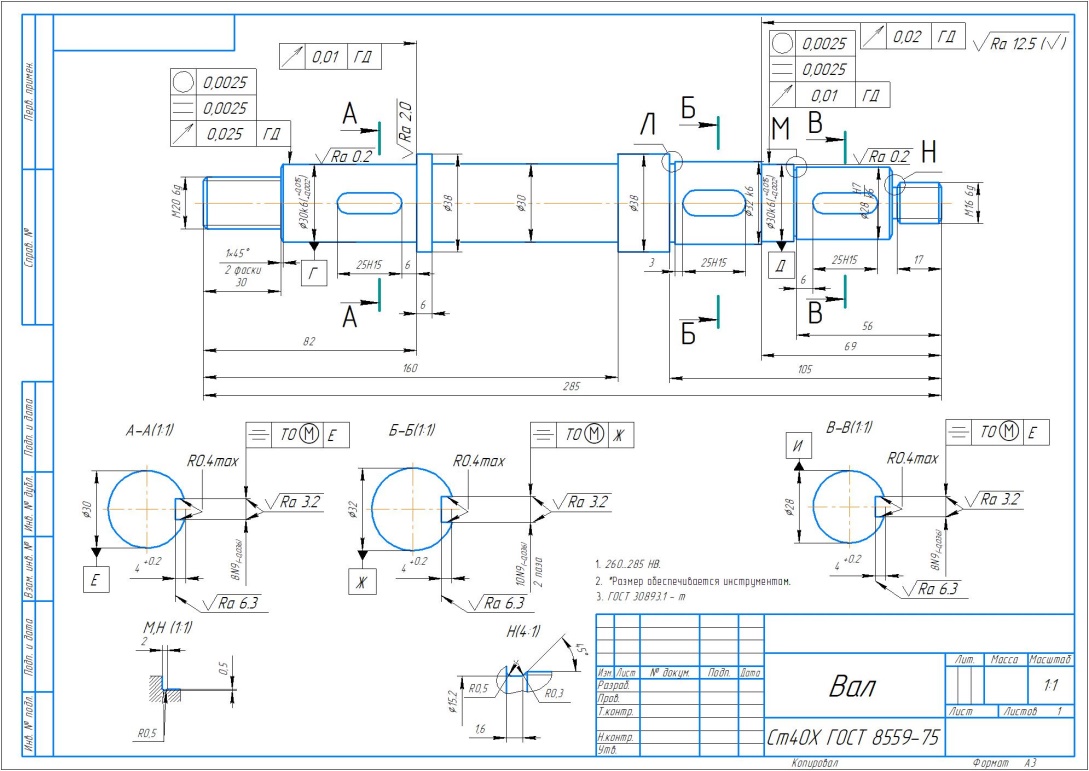
Рисунок 3.1 – Деталь «Вал»
Таблица 3.1 – Эскиз операции
060 |
Шпоночно-фрезерная операция
|
Фрезерный станок с ЧПУ |
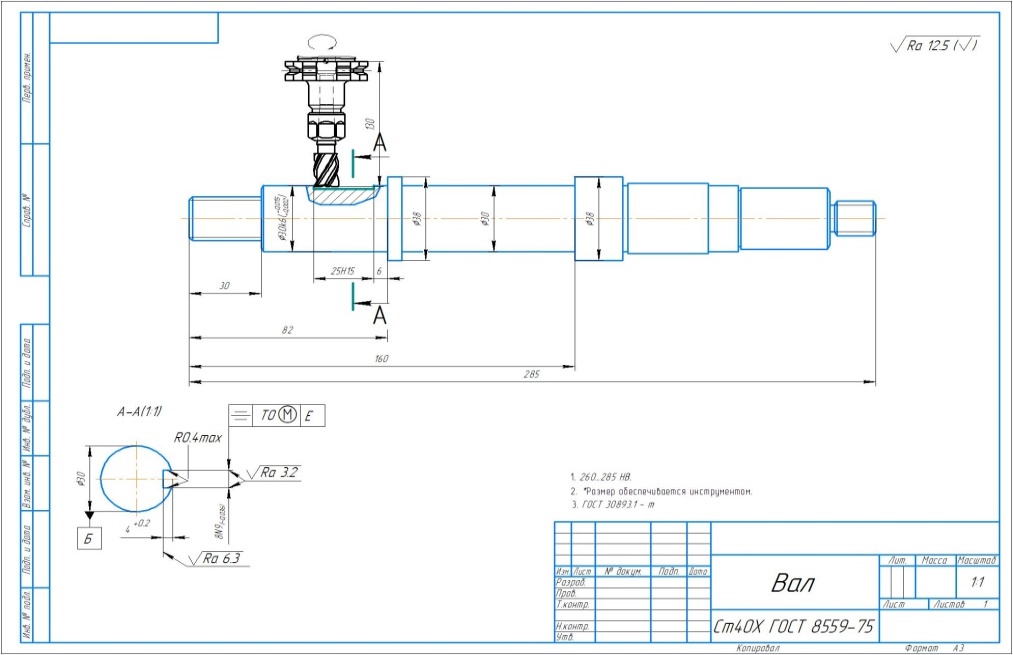
Выбрана операция № 060 Шпоночно-фрезерная операция. Для этой операции была составлена карта заказа, представленная ниже.