

2336
.pdf– второй уровень соответствует повышенной точности В, которая составляет 20 % от поля допуска размера геометрического элемента в подвижных соединениях со средними скоростями и нагрузками при средних требованиях к плавности хода; в неподвижных соединениях с натягом при требованиях к точности и прочности;
Таблица 6.10
Классификация допусков формы и расположения поверхностей по ГОСТ 24262-81 и условные знаки допусков по ГОСТ 2. 308-79
|
Группа до- |
Вид допуска |
|
|
Знак |
Группа |
до- |
Вид допуска |
Знак |
|
|
|||||||||
|
пусков |
|
|
|
|
|
|
|
|
пуска |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Допуски |
Допуск |
|
|
|
|
|
|
|
|
|
Допуск соос- |
|
|
|
|
|
|
|
|
|
формы |
прямоли- |
|
|
|
|
|
|
|
|
ности |
|
|
|
|
|
|
|
|
|
|
|
нейности |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Допуск |
|
|
|
|
|
|
|
|
|
Допуск |
сим- |
|
|
|
|
|
|
|
|
|
плоскости |
|
|
|
|
|
|
|
|
метричности |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
Допуск |
|
|
|
|
|
|
|
|
|
Позицион- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
круглости |
|
|
|
|
|
|
Суммарные |
ный допуск |
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
допуски |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
формы |
и |
|
|
|
|
|
|
|
|
|
|
|
Допуск |
ци- |
|
|
|
|
|
|
расположе- |
Допуск ради- |
|
|
|
|
|
|
|
||
|
|
линдрично- |
|
|
|
|
|
|
ния |
|
ального |
бие- |
|
|
|
|
|
|
|
|
|
|
сти |
|
|
|
|
|
|
|
|
|
ния |
|
|
|
|
|
|
|
|
|
Допуски |
Допуск |
па- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
располо- |
раллельно- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
жения |
сти |
|
|
|
|
|
|
|
|
|
Допуск |
тор- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
цового |
бие- |
|
|
|
|
|
|
|
|
|
Допуск |
|
|
|
|
|
|
|
|
|
ния |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
перпенди- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
кулярности |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
111
Таблица 6.11
Рекомендации по назначению степеней точности формы и расположения поверхностей
Сте- |
|
Примеры назначения для случаев |
|
Способы |
||
пени |
|
|
|
|
|
технологи- |
точ- |
|
|
|
|
|
ческого |
ности |
|
|
|
|
|
обеспече- |
Плоско- |
Цилинд- |
Парал- |
Перпендику- |
Соосно- |
||
|
стности и |
ричности |
лельно- |
лярности и |
сти и ра- |
ния |
|
прямоли- |
|
сти |
торцового |
диально- |
|
|
нейности |
|
|
биения |
го биения |
|
|
|
|
|
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
1,2 |
Измерительные поверхности, направляющие, базовые и устано- |
Доводка, |
||||
3,4 |
вочные поверхности измерительных приборов и технологиче- |
суперфи- |
||||
|
ских приспособлений. |
|
|
|
ниширова- |
|
|
|
|
|
|
|
ние, хо- |
|
|
|
|
|
|
нингова- |
|
Приборы |
Сопрягае- |
Прибо- |
Фланцы валов |
Посадоч- |
|
|
и техно- |
мые с под- |
ры, |
и соедини- |
ные шей- |
ние, шли- |
|
логиче- |
шипниками |
техно- |
тельных муфт |
ки валов |
фование, |
|
ские при- |
посадоч- |
логиче- |
|
под зуб- |
алмазное |
|
|
растачива- |
||||
|
способ- |
ные по- |
ские |
|
чатые ко- |
|
5,6 |
ления |
верхности |
приспо- |
|
леса по- |
ние, тонкое |
|
точение, |
|||||
|
|
валов и |
собле- |
|
выш. точ- |
|
|
|
корпусов |
ния |
|
ности и |
растачива- |
|
|
|
ние и фре- |
|||
|
|
7-6 квали- |
|
|
валы по- |
|
|
|
|
|
зерование |
||
|
|
тетов |
|
|
выш. точ- |
|
|
|
|
|
|
ности 7-6 |
|
|
|
|
|
|
квалитета |
|
|
|
|
|
|
|
|
7,8 |
Ползуны. |
Подшип- |
Опор- |
Заплечики ва- |
Отвер- |
Шлифова- |
|
Опорные |
ники |
ные |
лов и корпусов |
стия под |
ние, фрезе- |
|
поверх- |
скольже- |
торцы |
под подшип- |
крышки в |
рование, |
|
ности |
ния, отвер- |
крышек |
ники качения |
корпусах |
строгание |
|
корпусов |
стия |
и колес |
|
подшип- |
|
|
|
|
для |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
112 |
Окончание табл. 6.11
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
фунда- |
под втулки |
под- |
нормальной |
ников, |
протягива- |
|
ментных |
в гидрав- |
шипни- |
точности. |
насосов. |
ние, обта- |
|
плит и |
личе |
ков ка- |
Торцы ступиц |
Быстрохо |
чивание, |
|
станин |
ских уст- |
чения |
и распорных |
дные ва- |
растачива- |
|
|
ройствах. |
нор- |
втулок. Оси |
лы нор- |
ние, раз- |
|
|
Зубчатые |
маль- |
отверстий в |
мальной |
вертывание |
|
|
колеса и |
ной |
корпусах ко- |
точности |
|
|
|
валы нор- |
точно- |
нических ре- |
9-8 ква- |
|
|
|
мальной |
сти |
дукторов |
литетов |
|
|
|
точности |
|
|
|
|
|
|
9-8 квали- |
|
|
|
|
|
|
тетов |
|
|
|
|
|
|
|
|
|
|
|
9,10 |
Крон- |
Подшип- |
Торцы |
Заплечики ва- |
Посадоч- |
Фрезеро- |
|
штейны. |
ники |
крышек |
лов и торцы |
ные шей- |
вание, |
|
присое- |
скольже- |
под- |
подшипников |
ки валов |
строгание, |
|
дини- |
ния при |
шипни- |
в ручных при- |
под зуб- |
точение, |
|
тельные |
малых ско- |
ков и |
водах. Оси |
чатые ко- |
долбление, |
|
поверх- |
ростях и |
оси пе- |
резьбовых от- |
леса по- |
сверление, |
|
ности |
давлениях |
редач в |
верстий для |
нижен- |
литье под |
|
фланцев |
колеса и |
ручных |
шпилек отно- |
ной точ- |
давлением |
|
крышек |
валы 11 |
приво- |
сительно |
ности. |
|
|
для со- |
квалитета |
дах |
опорных плос- |
Шейки |
|
|
единения |
|
|
костей |
валов и |
|
|
с исполь- |
|
|
|
осей с |
|
|
зованием |
|
|
|
допуска- |
|
|
мягких |
|
|
|
ми по |
|
|
прокла- |
|
|
|
11-му |
|
|
док |
|
|
|
и 12-му |
|
|
|
|
|
|
квалите- |
|
|
|
|
|
|
там |
|
|
|
|
|
|
|
|
– третий уровень соответствует высокой точности С, которая составляет 12 % от поля допуска размера геометрического элемента в подвижных соединениях с высокими скоростями и нагрузками, при высоких требованиях к плавности хода; в неподвижных соединениях с натягом при
113
большой ударной нагрузке и вибрациях и высоких требованиях к прочности и точности.
Для крепежных деталей устанавливают допуск δp на размер между
осями отверстий, который определяют в зависимости от расчетного зазора между болтом и отверстиями в соединяемых корпусных деталях, определяемый по формуле
δp kδmin, |
(6.11) |
где δmin – минимальный зазор для прохода крепежной детали, |
который |
определяется необходимым смещением одной детали относительно другой при регулировке, мм; k – коэффициент использования зазора для компенсации допуска на расположение осей.
Минимальный зазор δmin равен разности, определяемой просветом
между стенками двух отверстий dmin |
(рис. 6.14, б) и диаметром болта d , |
||
т.е. δmin dmin d . |
|
|
|
Минимальный зазор δmin равен разности, определяемой просветом |
|||
между стенками двух отверстий dmin |
(рис. 6.14, б) и диаметром болта d , |
||
т.е. δmin dmin d . |
|
|
|
Коэффициент |
использования |
зазора рекомендуется принимать |
|
k 1...0,8 в |
случае |
необходимости |
регулировки соединяемых деталей, |
k 0,8...0,6 |
в случае необходимости регулировки для обеспечения распо- |
||
ложения деталей при сборке.
Позиционные допуски расположения осей отверстий для крепежных деталей и их числовые значения для двух типов соединений и различных коэффициентов использования зазора приведены в табл. 6.16.
6.7.1. Изображение отклонений формы и расположения
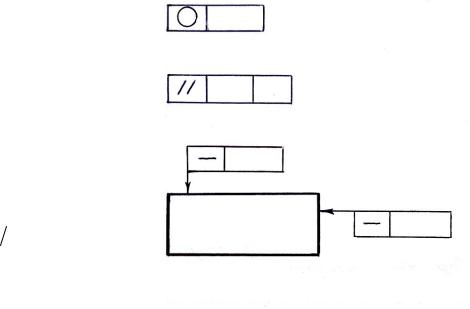
Знак и числовое значение допуска или обозначение базы вписывают в рамку допуска, разделенную на два или три поля, в следующем порядке слева направо (рис. 6.7):
– в первом поле (рис. 6.7, а) приводят знак допуска, а во втором вписывают числовое значение допуска в мм;
– в третьем поле (рис. 6.7, б) вписывают буквенное обозначение базы. Рамки допуска вычерчивают сплошными линиями. Рамку допуска располагают предпочтительно горизонтально (рис. 6.7, в), но допускается вертикальное расположение. Рамку допуска соединяют с линией, оканчивающейся стрелкой, с контурной линией или выносной, продолжающей контурную линию элемента, ограниченного допуском.
114
|
|
|
|
|
|
|
|
|
Таблица 6.12 |
|
|
Допуски плоскостности и прямолинейности (ГОСТ 24648-80) |
|||||||||
|
|
|
|
|
|
|
|
|
|
|
Интервал |
|
|
|
|
|
|
|
|
|
|
номинальных |
|
|
Степени точности и допуски, мкм |
|
|
|
||||
размеров, мм |
|
|
|
|
|
|
|
|
|
|
|
|
5 |
6 |
|
7 |
8 |
|
9 |
|
10 |
|
|
|
|
|
|
|
|
|
|
|
До 10 |
1,6 |
2,5 |
|
4 |
6 |
|
10 |
|
16 |
|
Св.10 до 16 |
2 |
3 |
|
5 |
8 |
|
12 |
|
20 |
|
.. 16 |
.. 25 |
2,5 |
4 |
|
6 |
10 |
|
16 |
|
25 |
.. 25 |
.. 40 |
3 |
5 |
|
8 |
12 |
|
20 |
|
30 |
.. 40 |
.. 63 |
4 |
6 |
|
10 |
16 |
|
25 |
|
40 |
.. 63 |
.. 100 |
5 |
8 |
|
12 |
20 |
|
30 |
|
50 |
.. 100 .. 160 |
6 |
10 |
|
16 |
25 |
|
40 |
|
60 |
|
.. 160 .. 250 |
8 |
12 |
|
20 |
30 |
|
50 |
|
80 |
|
|
|
|
|
|
|
|
|
|
|
|
Примечание. Под номинальным размером понимается длина большей стороны поверхности, если требование предъявляется ко всей поверхности, или заданная длина участка, если требование относится к нему.
Таблица 6.13
Допуски параллельности, перпендикулярности и торцового биения
(ГОСТ 24643-81)
Интервал |
|
Степени точности и допуски, мкм |
|
|
||||
номинальных |
5 |
6 |
7 |
8 |
|
9 |
10 |
|
размеров, мм |
|
|
|
|
|
|
|
|
1 |
2 |
3 |
4 |
5 |
|
6 |
7 |
|
|
|
|
|
|
|
|
|
|
До 10 |
2,5 |
4 |
6 |
10 |
|
16 |
25 |
|
Св.10 до 16 |
3 |
5 |
8 |
12 |
|
20 |
30 |
|
.. 16 |
.. 25 |
4 |
6 |
10 |
16 |
|
25 |
40 |
.. 25 |
.. 40 |
5 |
8 |
12 |
20 |
|
30 |
50 |
1 |
2 |
3 |
4 |
5 |
|
6 |
7 |
|
.. 40 |
.. 63 |
6 |
10 |
16 |
25 |
|
40 |
60 |
.. 63 .. 100 |
8 |
12 |
20 |
30 |
|
50 |
80 |
|
.. 100 |
.. 160 |
10 |
16 |
25 |
40 |
|
60 |
100 |
.. 160 |
.. 250 |
12 |
20 |
30 |
50 |
|
80 |
120 |
Примечание. Под номинальным размером понимается длина нормируемого участка для допусков параллельности и перпендикулярности или заданный диаметр, к которому относится допуск торцового биения. Если заданная длина или диаметр не устанавливается, под номинальным размером понимается вся длина рассматриваемой поверхности или наибольший диаметр торцовой поверхности.
115
|
|
|
|
|
|
|
Таблица 6.14 |
|
|
|
Допуски цилиндричности, круглости (ГОСТ 24643-81) |
|
|||||
|
|
|
|
|
|
|
|
|
Интервал |
|
Степени точности и допуски, мкм |
|
|
||||
номинальных |
|
|
|
|
|
|
|
|
5 |
6 |
7 |
8 |
|
9 |
10 |
||
размеров, мм |
|
|
|
|
|
|
|
|
До 3 |
2 |
3 |
5 |
8 |
|
12 |
20 |
|
Св.3 до 10 |
2,5 |
4 |
6 |
10 |
|
16 |
25 |
|
.. 10 |
.. 18 |
3 |
5 |
8 |
12 |
|
20 |
30 |
.. 18 |
.. 30 |
4 |
6 |
10 |
16 |
|
25 |
40 |
.. 30 |
.. 50 |
5 |
8 |
12 |
20 |
|
30 |
50 |
.. 50 .. 120 |
6 |
10 |
16 |
25 |
|
40 |
60 |
|
.. 120 |
.. 250 |
8 |
12 |
20 |
30 |
|
50 |
80 |
|
|
|
|
|
|
|
|
|
Таблица 6.15
Допуски радиального биения. Допуски соосности и симметричности (ГОСТ 24643-81) в диаметральном выражении
Интервал |
|
Степени точности и допуски, мкм |
|
|
||||
номинальных |
|
|
|
|
|
|
|
|
5 |
6 |
7 |
8 |
|
9 |
10 |
||
размеров, мм |
|
|||||||
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
3 |
5 |
8 |
12 |
20 |
|
30 |
50 |
Св.3 до 10 |
6 |
10 |
16 |
25 |
|
40 |
60 |
|
.. 10 |
.. 18 |
8 |
12 |
20 |
30 |
|
50 |
80 |
.. 18 |
.. 30 |
10 |
16 |
25 |
40 |
|
60 |
100 |
.. 30 |
.. 50 |
12 |
20 |
30 |
50 |
|
80 |
120 |
.. 50 .. 120 |
16 |
25 |
40 |
60 |
|
100 |
160 |
|
.. 120 |
.. 250 |
20 |
30 |
50 |
80 |
|
120 |
200 |
|
|
|
|
|
|
|
|
|
Примечание. 1. При назначении допусков радиального биения под номинальным размером понимается номинальный диаметр рассматриваемой поверхности. 2. При назначении допусков соосности и симметричности под номинальным размером понимается номинальный диаметр рассматриваемой поверхности вращения или номинальный размер между поверхностями, образуемыми рассматриваемый симметричный элемент, например, шпонка; если база не указывается допуск определяется по элементу с большим размером.
Соединительная линия может быть прямой или ломаной, но конец ее, оканчивающийся стрелкой, должен быть обращен к контурной линии в направлении измерения отклонения.
116
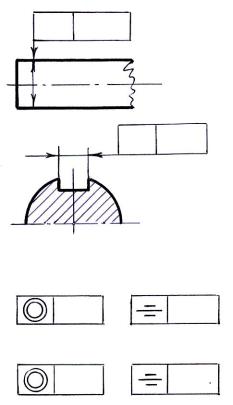
Если допуск относится к оси, или поверхности, или плоскости симметрии (рис. 6.8, а и б) элемента, то конец соединительной линии должен совпадать с продолжением размерной линии соответствующего диаметра, ширины. В случае недостатка места на чертеже стрелку размерной линии можно заменить стрелкой соединительной линии (рис. 6.8,
б).
Перед числовым значением допуска необходимо вписывать:
–символ Ø, если круговое или цилиндрическое поле допуска указывают в диаметральном выражении (рис. 6.9, а);
–символ R, если круговое или
цилиндрическое поле допуска указывают в радиальном выражении (рис. 6.9, б);
– символ T , если поле допуска симметричности, позиционный допуск ограничены двумя параллельными прямыми или плоскостями, в диаметральном выражении (рис. 6.9, в);
0,1
0,1 А
0,1
0,1
– символ T 2 (те же поля допусков, что и для символа T ) в радиальном выражении (рис. 6.9, г).
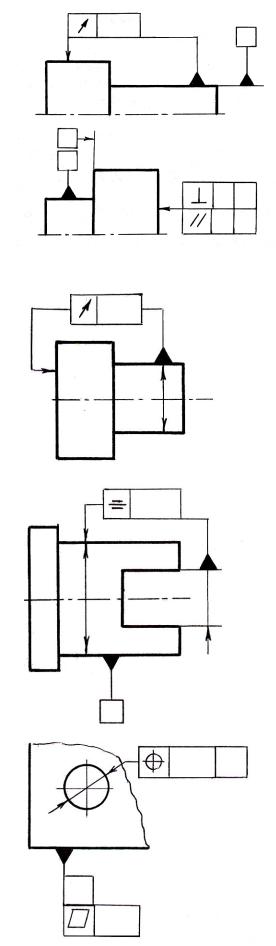
Базы обозначают зачерненным треугольником, который соединяют с рамкой допуска соединительной линией (рис. 6.10, а).
Если треугольник, указывающий базу, нельзя наглядно соединить с рамкой допуска, то базу обозначают заглавной буквой в специальной квадратной рамке и эту же букву вписывают в третье поле рамки допуска.
Основание треугольника располагают на контурной линии элемента или на выносной, продолжающей контурную линию элемента, образующего базу. Если базой является поверхность или линия этой поверхности, а не ось элемента, то треугольник должен располагаться на достаточном расстоянии от конца размерной линии (стрелки) (см. рис. 6.11, б внизу).
Если базой является ось или плоскость симметрии, то треугольник располагают в конце размерной линии соответствующего размера (диаметра, ширины, рис. 6.11, б), при этом треугольник может заменить прилегающую размерную стрелку.
Если размер элемента уже указан в другом месте, то он не указывается. Размерная линия является составной частью условного обозначения.
117
Надпись, дополняющую данные, например, 8 10H11 (рис. 6.11, в) располагают над рамкой допуска.
Обозначение базы можно совмещать с обозначением допуска формы или расположения. Аналогично можно объединять два разных вида
допуска, располагая их друг над другом (рис. 6.10, б).
Базы обозначают зачерненным треугольником, который соединяют соединительной линией с рамкой допуска (рис. 6.11, а и б).
Таблица 6.16
Позиционные допуски осей отверстий для крепежных деталей
Зазор δmin |
|
|
|
Тип |
соединения |
|
|
|
для прохода |
|
|
|
|
|
|
|
|
|
|
А |
|
|
|
В |
|
|
крепежной |
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
детали, мм |
|
|
|
|
|
|
|
|
|
|
Позиционный допуск δp |
(мм) при коэффициенте |
|
||||
|
|
|
|
использования зазора |
|
|
||
|
|
|
|
|
|
|
|
|
|
k 1 |
|
k 0,8 |
k 0,6 |
k 1 |
k 0,8 |
k 0,6 |
|
|
|
|
|
|
|
|
|
|
0,1 |
0,1 |
|
0,08 |
0,06 |
0,05 |
0,04 |
0,03 |
|
0,2 |
0,2 |
|
0,16 |
0,12 |
0,1 |
0,08 |
0,06 |
|
0,3 |
0,3 |
|
0,25 |
0,16 |
0,16 |
0,12 |
0,1 |
|
0,4 |
0,4 |
|
0,3 |
0,25 |
0,2 |
0,16 |
0,12 |
|
0,5 |
0,5 |
|
0,4 |
0,3 |
0,25 |
0,2 |
0,16 |
|
0,6 |
0,6 |
|
0,5 |
0,4 |
0,3 |
0,25 |
0,2 |
|
0,8 |
0,8 |
|
0,6 |
0,5 |
0,4 |
0,3 |
0,25 |
|
1 |
1 |
|
0,8 |
0,6 |
0,5 |
0,4 |
0,3 |
|
2 |
2 |
|
1,6 |
1,2 |
1 |
0,8 |
0,6 |
|
3 |
3 |
|
2,5 |
1,6 |
1,6 |
1,2 |
1 |
|
|
|
|
|
|
|
|
|
|
Примечание. 1. Позиционные допуски δp |
приведены в диаметральном выражении |
|||||||
(а не в радиальном).
2. Тип А – зазоры для крепежных деталей (болтов), предусмотренные в обеих соединяемых деталях, т.е. гладкие отверстия в соединяемых деталях; тип В – зазоры для прохода крепежных деталей (шпилек), предусмотренные в одной из соединяемых деталей, т.е. в одну деталь ввернута шпилька, а в другую деталь – гладкое отверстие.
Если треугольник соединить с рамкой нельзя, то базу обозначают отдельно зачерненным треугольником, который соединяют с квадратной рамкой с заглавной буквой внутри (рис. 6.11, б и в).
118
6.7.2. Примеры обозначения допусков формы и расположения на чертежах
На рабочих чертежах допуски указывают условными обозначениями по ГОСТ 2. 308 – 79. Кроме этого, допуски можно указывать в технических требованиях, которые располагаются над штампом чертежа.
Допуски формы и расположения в чертежах на детали редуктора (курсовой проект) назначаются для обеспечения удовлетворительной работы подшипников качения и зубчатых передач. Ниже приводятся примеры применения допусков.
Для нормальной работы шариковых и роликовых подшипников нужно, чтобы дорожки качения обоих колец не искажались, т.к. перекосы дорожек увеличивают сопротивление, потери и снижают ресурс.
Кольца эти тонкие и повторяют при их прессовке на вал или в отверстие форму последних, т.е. копируют их. Для уменьшения искажений на шейки валов и отверстия корпусов задают допуски формы.
Искажения возникают в результа-
те:
–несоосности шейки вала и отверстия в корпусе. При этом наружное и внутреннее кольца становятся эксцентричными, от чего с одной стороны шарика (ролики) зажимаются, а с другой – освобождаются;
–неперпендикулярности к оси вала заплечиков (базовых торцов) на валу и в корпусе, в которые упираются кольца. При этом кольца разворачиваются друг относительно друга, отчего нарушается нормальная работа тел качения.
а)
б)
Рис. 6.8
а) в)
Ø 0,2 |
Т 0,2 |
б) г)
R 0,1 |
Т/2 0,1 |
Рис. 6.9
В курсовом проекте учитывают такие виды погрешностей:
- Погрешность круглости (овальность, огранка, рис. 6.12, а). При этом различают отклонение от круглости ∆, т.е. реально отклонение
rmax rmin , |
(6.12) |
119
а) в)
В
б)
А
Рис. 6.10
а)
б)
А
8×10Н11 Ø 0,2
Рис. 6.11
А
0,01
в)
A
где rmax – наибольший радиус профиля
Вповерхности в сечении шейки вала или отверстия; rmin – наименьший радиус профиля; допуск некруглости Т, т.е.
наибольшее допускаемое значение отклонения от круглости.
– Погрешность цилиндричности –
(конусность, вогнутость, выпуклость
Аили бочкообразность, рис. 6.12, б). При
Вэтом различают: отклонение от
цилиндричности ∆ [см. формулу
(6.12)], т.е. реальное отклонение, и до-
пуск цилиндричности Т;
–Отклонение от соосности ∆,
которое равно смещению оси рассматриваемой поверхности от оси базовой поверхности. Допуск соосности в диаметральном выражении – это удвоенное допускаемое значение отклонения от соосности. Такое удвоенное значение называют биением. Если вращать цилиндрическую деталь вокруг базовой оси О (рис. 6.13, в), а на рассматриваемую цилиндрическую поверхность А поставить ножку индикатора, то разность крайних его показаний и будет биением. Биение и несоность находятся в отношении 2:1.
–Отклонение от параллельности плоскостей (непараллельность, рис. 6.13, а) – это разность наибольшего и наименьшего расстояний между плоскостями, т.е. a в. Допуск параллельности Т – наибольшее допускаемое значение отклонения ∆.
–Отклонение от перпендикулярности торцевой поверхности ∆ относи-
тельно оси в пределах диаметра d (торцевое биение заплечика вала ∆). Допуск перпендикулярности Т – наибольшее до-
120