

1962
.pdf– растягивается полотнище ПВХ-мембраны «ПРОТАН» поперечно, закрепляется другая сторона полотнища. При этом крепления располагаются зеркально по отношению к ранее установленным
креплениям на противоположной стороне полотнища; |
|
|||
– раскатывается |
(параллельно |
предыдущему) |
следующее |
|
полотнище в глубину центральной зоны кровли, расположив торец |
||||
полотнища |
вровень |
с уже уложенным рулоном ПВХ-мембраны |
||
«ПРОТАН», с нахлестом полотнищ по установленным меткам завода- |
||||
изготов теля (130 мм – для ширины полотна 1 м, 140 мм – для ширины |
||||
полотна 1,5 |
ли 2 м); |
|
|
|
– закрепляется полотнище ПВХ-мембраны «ПРОТАН» с короткого |
||||
торца, натяг |
вается по длине полотнища, а затем закрепляется другой |
|||
С |
|
|
|
|
конец полотн ща; |
|
|
|
|
– свар ваются полотнища ПВХ-мембраны «ПРОТАН» с помощью |
||||
изавтомата, при нео ходимости подвариваются края полотнищ ручным феном. Данная последовательность выполнения операций очень важна, так как позволяет ежать морщин и складок полотнищ ПВХ-
мембраны «ПРОТАН»;
– натяг вается полотнище ПВХ-мембраны «ПРОТАН» поперечно,
«ПРОТАН».
закрепляется противоположная сварному шву длинная сторона |
||||||||
б |
|
|
|
|||||
полотнища ПВХ-мем раны «ПРОТ Н» по меткам завода-изготовителя, |
||||||||
зеркально ранее установленным меткам; |
|
|
|
|||||
– повторяется |
процедура |
укладки |
(устройства) |
последующих |
||||
рулонов (полотнищ) ПВХ-мембраны « |
|
» на данной захватке |
||||||
кровли. |
|
ПРОТАН |
|
|
||||
При скрытой системе креплений (2-ой вариант) предусматривается |
||||||||
крепление |
полотнищ |
через |
|
полосы из |
материала |
ПВХ-мембраны |
||
«ПРОТАН» типа |
SE |
ширина( |
нахлеста полотнищ не менее 130 мм), |
|||||
которые |
привариваются с |
|
обратной стороны ПВХ-мембраны |
|||||
|
|
|
|
Д |
||||
|
|
|
|
|
|
И |
||
Система скрытых креплений разработана для оптимизации нагрузки от подъемной силы ветра, за счет равномерного распределения креплений по всей площади полотнищ (кровли).
Данная система имеет хорошие результаты при укладке (устройстве) мембраны вдоль (либо под углом) направлению волн профнастила, а также при укладке (устройстве) клинообразных полотнищ (сферические кровли из ПВХ-мембраны «ПРОТАН»).
При применении скрытой системы креплений значительно уменьшается количество креплений без потери надежности. Также данный метод удобен для укладки (устройства) кровли из ПВХмембраны «ПРОТАН» в ветреных климатических условиях.
131
При этом в системе скрытых креплений используется ПВХмембрана «ПРОТАН» типа SE шириной полотнищ 2 м, с фабричными
полосами |
(130 мм |
шириной), |
которые |
приварены |
с определенным |
|
шагом |
к |
тыльной |
стороне |
рулона |
(полотнища) |
ПВХ-мембраны |
«ПРОТАН». Интервал данных полос зависит от ветровых нагрузок, и их |
||||||
диапазон колеблется от 0,4м до 1,2 м. |
|
|
||||
С |
|
|
|
|
||
2) |
крытая система креплений (2ойвариант креплений) ПВХ- |
|||||
мембраны «ПРОТАН» осуществляется в следующей технологической последовательности:
– раскатывается ПВХ-мембрана «ПРОТАН», до первой полосы на тыльной стороне, которая направлена в противоположную сторону по
другимзакрепляется через первую полосу;
отношен ю к полосам, выравнивается полотнище и
– продолжая раскатывать полотнище, натягивают и крепят его через полосыбпо мере раскатывания ПВХ-мембраны «ПРОТАН»;
– т п спользуемых креплений в скрытой системе такой же, как и в стандартной с стеме креплений. При этом в каждое полотнище устанавл вается от 3 до 7 креплений, в зависимости от ветровой нагрузки на данной кровле из ПВХ-мембраны «ПРОТАН»;
–крепления скрытой системы устанавливаются не ближе 30 мм от края полосы;
–крепления скрытой системы симметрично размещаются во всех полосах.
Обязательно в конце каждой рабочей смены проверяется, чтобы все полотнища из ПВХ-мембраны «ПРОТ Н» были сварены.
Также для устройства примыканий рекомендуется применение ПВХ-мембраны «ПРОТ Н» с кровельным узлом «ПРОТАН»-карман, который позволяет выполнять укладку рулонов вдоль парапета и других вертикальных конструкций на кровле длинной стороной полотнищ мембраны.
В данном случае надежность кровельного узла обеспечивается отсутствием швов в метровой зоне вдоль всего парапета.
ПВХ-мембраны «ПРОТАН» с кровельным узлом «ПРОТАН»- карман обеспечивается заводом-изготовителем, который приваривается
кобратной стороне мембраны.АИ
132

С |
|
При этом профилированный «Протан»-рельс из оцинкованной |
|
стали, толщ ной 1,5 мм, вставленный внутрь «ПРОТАН»-кармана и |
|
чески |
|
механ |
закрепленный к основанию парапета создает надежный |
узел, который выдерживает самую высокую ветровую нагрузку. |
|
Данный |
метод крепления с использованием профилированного |
«Протан»-рельс предотвращает возможный выход воздуха из здания через парапетный узел и накопление влаги в утеплителе. Кровельный узел «ПРОТАН»-карман выпускается длиной около 20 м, и
он может |
пр варен к полотнищу ПВХ-мембраны «ПРОТАН» на |
стро тельной площадке. |
|
быть
АПрактическая работа № 6
Приемы и правила сварки мембраны
Рулоны (полотнища) ПВХ-мембраны необходимо сваривать по длинной стороне полуавтоматическойДсварочной машиной [91].
Сварочная машина при сварке оптимизирует температуру, скорость и давление сварки, при которых сплавляются две мембранных поверхности полотнищ ПВХ-мембраны.
Рекомендуемые машины для сварки мембраны имеют следующие |
|
технические характеристики: |
И |
|
|
– напряжение 220 В мощностью 4000 Вт или напряжением 380 В и
соответственно мощностью 5000 Вт;
– регулировка температуры воздушного потока сварочных машин от 20 °С до 650 °С.
Также рекомендована ручная сварка по коротким торцам рулонов (полотнищ) мембраны или в местах выходов на крышу конструкций, в том числе в местах примыкания кровли к парапетам, стенам и т.п., а также на криволинейных участках кровли из мембраны.
При этом сварку полотнищ необходимо выполнять путем нагрева верхнего и нижнего слоев мембраны и одновременного прижатия поверхностей двух слоев мембраны (одна к другой). Сварной шов при данном методе сварки образуется немедленно.
133
Сварка при данном методе возможна при влажной и морозной погоде, в связи с тем, что горячий воздух сушит и прогревает обе поверхности мембраны, прежде чем их сварить. При этом дополнительная сварка может быть выполнена в любое время в течение всего срока эксплуатации мембраны.
Для получения надежного сварного шва ПВХ-мембраны необходимо выполнять следующие технологические рекомендации:
– необходимо хранить ПВХ-мембрану на поддонах, которые должны быть накрыты брезентом, так как у непросушенной или влажной мембраны могут возникнуть пузыри в области сварного шва;
– желательно спользовать только рекомендованное сварочное
оборудован е; |
|
С |
|
– необход мо вы рать правильную температуру сварки, которая |
|
прин мается в зав симости от окружающих условий и состояния |
|
применяемой ПВХ-мем раны; |
|
– не рекомендовано допускать |
слишком высокой температуры |
, при которой ПВХ-мембрана может опалиться. Явным |
|
сварки |
|
признаком оплавлен я ПВХ- |
является коричневатый цвет, |
При мембраныэтом правильно выполненный сварной шов характеризуется выходом из сварного шва подплавленного цветного ПВХ-материала верхней части мем раны и подплавленного темносерого ПВХ-
который может появляться на внешнем крае мембраны.
ОбязательнымАусловием качества является необходимость выполнения проверки прочности сварного шва, как правило, оптимальным вариантом проверки прочности является проведение предварительного теста для выбора оптимальной скорости и других
материала из нижней части мем раны.
параметров сварки данной сварочной машины.
При этом категорически запрещается производить сварку |
||
|
Д |
|
мембраны открытым пламенем или иным, не рекомендованным |
||
проектным решением, способом. |
|
|
Основными параметрами сварки ПВХ-мембраны являются |
||
следующие, а именно: |
|
И |
–температура сварки шва (температура воздушного потока сварочного аппарата);
–скорость работы (перемещения) сварочного аппарата вдоль сварочного шва, а также скорость движения воздушного потока для автоматического сварочного оборудования;
–давление прижимного колеса сварочного аппарата, которое регулируется весом дополнительных грузов.
134
На изменение параметров сварки шва, как правило, оказывают влияние следующие факторы, а именно:
– температура воздуха наружной среды;
– относительная влажность воздуха;
– скорость движения и направление потоков ветра;
– плотность подлежащих под ПВХ-мембраной слоев, а также Свлажность самого материала мембраны, которые компенсируются изменением скорости сварки, в том числе скоростью движения сварочного аппарата, объемом воздушных потоков, температурой потока, а также зменением усилия прижимного колеса сварочного
аппарата.
последовательностиПри этом все автоматическое и ручное сварочное оборудование
требует подбора параметров сварки шва в следующей технологической
:
– в началебкаждой ра очей смены;
– в промежутках через каждые 200 погонных метров выполненного
сварного шва;
– после каждого охлаждения или отключения сварочного аппарата;
– при существенном изменении внешних (погодных) условий выполнения сварочных ра от по сварке ПВХ-мембраны.
При этом оптимальными параметрами автоматической сварки ПВХ-мембраны являются:
– температура наружного воздуха от +15 °С до +20 °С. |
|
|
Д |
– температура воздушного потока равным 500±30 °С; |
|
– скорость движенияАсварочного аппарата от 1,8 до 2,5 м/мин.; |
|
– давление, которое равно весу сварочного аппарата плюс 10 кг |
|
дополнительного груза. |
|
Работа сварочного аппарата при более высоких температурных |
|
|
И |
режимах приводит к перегреву ПВХ-мембраны и потере качества |
|
сварочного шва.
Изменение параметров автоматической сварки производится на основании неудовлетворительных результатов испытаний сварного шва. При этом испытания сварного шва производятся в начале рабочей смены, далее через каждые 200 погонных метров сваренного шва и после каждой перенастройки параметров автоматической сварки или после продолжительного перерыва в работе сварочного аппарата.
Сварной шов, как правило, подвергается испытанию на разрыв. Для этого из ПВХ-мембраны вырезается полоса поперек направлению линии сварки шириной 2 см и длиной 6–7 см с частью шва и полностью разрывается шов.
135
При этом результаты испытаний считаются положительными, если разрыв происходит по армирующей сетке и разрыв имеет постоянную ширину 40 мм, которая равна ширине сопла сварочного аппарата. При получении отрицательного результата необходимо подобрать другой режим сварки.
При этом автоматическая сварка ПВХ-мембраны «ПРОТАН» производится в следующей технологической последовательности:
1) раскатывается рулон ПВХ-мембраны «ПРОТАН» по длине и креп тся он в углах в одной из торцевых кромок полотнища мембраны. Далее натяг вается полотнище мембраны по длине и укладывается на
другой кромке полотнище два его крепления. Так два торцевых |
|||||||
креплен я будут держать полотнище ПВХ-мембраны «ПРОТАН» в |
|||||||
С |
того времени |
пока не |
будет |
выполнена |
процедура |
||
натяжен |
, до |
||||||
креплен й по дл нным сторонам ПВХ-мембраны «ПРОТАН»; |
|||||||
2) закреп в |
первое |
полотнище |
ПВХ-мембраны |
«ПРОТАН» |
|||
механ |
по всем его сторонам, раскатывается второе полотнище с |
||||||
ческиперепуском (нахлестом), нахлест которого будет равен |
130 мм для |
||||||
рулонов (ПВХ-мем раны «ПРОТ Н») шириной 1 м и соответственно |
|||||||
нахлест |
равен 140 мм для рулонов мембраны шириной 2 м. Далее, |
||||||
в той же последовательности, что и первый рулон (полотнище) ПВХ- |
|||||||
мембраныбудет«ПРОТАН», закрепить один торец полотнища мембраны, |
|||||||
натянуть полотнище мем раны и закрепить другой торец полотнища |
|||||||
ПВХ-мембраны « |
»; |
|
|
|
|
||
3) устанавливается автоматическая сварочная машина относительно |
|||||||
линии сварки, |
также устанавливается необходимое давление |
||||||
|
|
ПРОТАН |
|
||||
прижимного колеса, которое устанавливается по внешнему краю |
|||||||
полотнища ПВХ-мембраны «ПРОТ Н»; |
|
|
|
||||
4) приподнимается |
и |
отодвигается |
край ПВХ-мембраны |
||||
«ПРОТАН» у прижимного колеса, далее вставляется сопло сварочного |
|||||||
|
|
|
Д |
||||
аппарата между полотнищами мембраны. При этом сварочный автомат |
|||||||
самостоятельно начинает движение по сварочному шву; |
|
||||||
5) необходимо убедиться, что прижимноеИколесо движется по краю верхнего рулона ПВХ-мембраны «ПРОТАН» и осуществляется контроль направления и процесса движения сварочного автомата. При этом свариваемый шов должен немного дымиться в процессе сварки;
6) проверять качество сварного шва необходимо перед началом сварки и в интервалах через 200 м сварного шва;
7) необходимо повторить процедуру закрепления и сварки швов ПВХ-мембраны «ПРОТАН» после раскатки следующих рулонов ПВХмембраны.
136
При этом все участки кровли из мембраны, до которых сложно или невозможно добраться сварочным автоматом, необходимо сваривать феном для ручной сварки мембраны.
При ручной сварке ПВХ-мембраны «ПРОТАН» необходимо выполнять следующие технические условия:
– сварка горизонтального шва выполняется с помощью сопла и |
||||||
С |
|
|
|
|
|
|
прикаточного ролика, ширина сварного шва не 40 мм; |
|
|||||
– сварка деталей должна выполняться с помощью сопла, ширина |
||||||
которого пр н мается не менее 20 мм и прикаточных роликов, ширина |
||||||
которых не менее 20 мм или 40 мм; |
|
осуществлять под |
действием |
|||
прикаточнымрол ком нео ходимо |
||||||
– температура |
сварки |
устанавливается |
после |
изучения |
||
температурных реж мов на обойме фена. При этом перед началом |
||||||
сварки необход мо выполнить пробный сварной шов; |
|
|||||
– перед сваркой перепуска |
(нахлеста) необходимо |
разогреть |
||||
роликоммембранамипод углом 45 градусов к краю рулона. |
|
|
||||
мембранные слои методом помещения плоской части сопла фена между |
||||||
ПВХ- |
«ПРОТАН». |
|
При |
этом |
выполнение работы |
|
легкого давлен я на мем рану;
– основной процесс сварки осуществляется плавным проведением сопла вдоль линии сварного шва и прикатыванием сварного шва
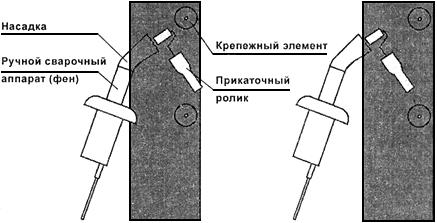
Ручная сварка шва производится с помощью сопла шириной 20 мм
которая выполняется в два прохода по методу предварительного |
|
сваривания. |
Д |
Метод предварительнойАсварки мембраны состоит из двух этапов: |
|
– на первом этапе (рис. слева) выполняется предварительная сварка |
|
внутренней части сварного шва, на удалении от края рулона на 20 мм; |
|
– на втором этапе (рис. справа) выполняется сварка вдоль края шва, |
|
|
И |
так происходит формирование сварного шва необходимой ширины.
137
Таким образом принцип сварки мембраны за два прохода распространяется на устройство любых элементов кровли, в том числе устройство наружных и внутренних углов кровли, установка фасонных элементов на трубы и т.д., которые выполняются с использованием ручного сварочного оборудования.
При этом точечная прихватка полотнищ мембраны не допускается на всех типах мембран, так как ветровые нагрузки будут причиной появления в местах точечной сварки мембраны отверстий и протечек.
Качество сварного шва определяется не ранее, чем через 10 минут
после его выполнен я, а именно: |
|
|
|
а) в зуально выявляются внутренние дефекты сварного шва, |
в том |
||
числе выявлен е пустот в сварном шве, а также складок и разрушения |
|||
С |
|
|
|
верхнего слоя мем раны; |
|
|
|
б) механ чески осуществляются с использованием экстрактора шва |
|||
(крюка) ли |
нструмента аналогичного ему, в качестве примера можно |
||
использовать |
шл цевую отвертку. |
Данный механический |
метод |
|
для проверки качества сварки края сварного шва, т.к. |
||
применяется |
|
|
|
надавл ванбе шл цевой отверткой |
вдоль края сварного шва |
дает |
|
1)ширина сварногоАшва должна быть не менее 40 мм;
2)наличие армирующего слоя по всей ширине сварного шва (не менее 40 мм) при разрыве контрольногоДучастка сварного шва;
3)установлена равномерность выполненной сварки по всей длине контрольного образца мембраны;
4)образование наплавленного валика из вытекшей расплавленной
ПВХ-мембраны «ПРОТАН» по краю сварного шва около 1 мм, а также отсутствие складок и вздутий на всем протяженииИсварного шва;
5)отсутствие признаков перегрева мембраны, а именно отсутствие подтеков и изменения цвета.
Неудовлетворительно выполненный сварной шов может быть обусловлен результатом следующих параметров работы:
– неправильным подбором соотношения скорости движения сварочного аппарата и температуры сварки швов;
– неправильным выбором насадки сварочного аппарата;
– неправильным подбором усилия, в том числе дополнительного груза для прикатки сварных швов;
– загрязнением сварных швов, которое привело к выполнению их с неудовлетворительным качеством работ;возможность определ ть плохо сваренный участок шва.
138
– сверхнормативной влажностью мембраны, связанное, в том числе с неправильным хранением рулонных кровельных материалов;
– недостаточной подготовкой |
основания кровли, |
в том числе |
наличие сверхнормативных неровностей кровли; |
|
|
– наличием загрязнений или |
сверхнормативных |
деформаций |
насадок сварочного аппарата; |
|
|
С |
|
|
– перебоями в сети электропитания, а также сверхнормативными скачками напряжения.
При этом при обнаружении дефектов и недоделок сварных швов необход мо выполн ть работы по их ремонту с помощью ручного
присварных швов. При этом расстояние от мест повреждения сварных швов до края заплаты должно ыть не менее 50 мм, а ширина сварных швов
сварочного аппарата (оборудования).
Также при обнаружении складок, пустот в зоне устройства сварных
швов механ ческ х повреждений рулонного кровельного материала
(мембраны) нео ход мо выполнить ремонт данных участков сварных
швов помощи наложения заплат или заменой дефектных участков
должна |
не менее 40 мм. |
|
Ремонт мем раны выполняется в следующей технологической |
||
последовательности: |
||
1) |
удаляетсябытьзагрязнение с поврежденной поверхности мембраны; |
|
2) |
отмывается восстанавливаемый участок мембраны теплой |
|
мыльной водой; |
||
3) |
|
Д |
при необходимости производится повторная очистка сильно |
||
загрязненных участковАмембраны до удаления всего загрязнения, в том |
||
числе осуществляется очистка мембраны от битума, как правило, битум |
||
очищается уайт-спиритом, с последующей отмыванием мембраны
теплой мыльной водой; |
И |
4) протирается очищенная поверхность мембраны чистой хлопковой тканью и сушится сварочным аппаратом ручной сварки в режиме минимальной температуры;
5) вырезается круглая заплатка и приваривается заплатка на место дефекта мембраны.
Сварка ПВХ-мембраны «ПРОТАН» при повышенной влажности мембраны осуществляется при выполнении следующих изменений в технологические параметры сварки сварного шва:
– значительно уменьшается скорость сварки сварочным автоматом;
– незначительно уменьшается температура сварки;
– увеличивается давление прижимного колеса, в том числе дополнительного веса.
139
При этом сильно увлажненную ПВХ-мембрану «ПРОТАН» нельзя сваривать автоматической сваркой, и в данном случае применяется ручная сварка обычным способом, с учетом следующих рекомендаций:
1) свариваемую поверхность необходимо просушивать очень тщательно. Для этого необходимо использовать впитывающую воду ткань и сварочный аппарат ручной сварки швов;
С2) сварные швы необходимо сваривать в обычном порядке, но при этом прикладывается большее давление на ролик сварочного аппарата;
3) окончательный сварной шов необходимо сваривать не сразу после прогрева мембраны, а после окончательной проверки ее, когда
мембрана не только прогрелась, но и высохла полностью; При4) регулятор температуры сварочного аппарата ручной сварки
необход мо установ ть на отметку «6» , после чего проварить основной сварной шов ПВХ-мем раны «ПРОТАН».
применятьбтумосовместимые мембраны, которые используются для совмещен я ПВХ-мем раны «Протан» с битумными материалами.
ремонте итумных кровельных покрытий необходимо
Б тумосовмест мая мем рана имеет с нижней стороны битумный слой, который пр варивается к старому слою битума, а сверху приваривается ПВХА-мем рана «Протан».
При использовании итумосовместимой мембраны ремонтные кровельные ра оты выполняются в следующей технологической последовательности:
–на очищенную битумную поверхность кровли приваривается битумосовместимая мембрана;
–удаляется защитный пластиковый слой с мембраны, далее нагреваются обе битумные поверхности мембраны и плотно прижимается битумосовместимая мембрана к битумной части кровли;
–механически крепится прилегающая к битумной части кровли ПВХ-мембрана «Протан», далее приваривается полоса ПВХ-мембраны
«Протан» одной стороной к битумосовместимой ленте, а другой стороной к окончанию кровли из материала ПВХ-мембрана «Протан».ДИ
140