

1.Классификация способов изготовления отливок.
Основными способами изготовления металлических заготовок и деталей являются литье, обработка давлением и обработка резанием. Изделия, сложной формы могут быть получены также сваркой, пайкой или клепкой деталей, полученных предварительно литьем или обработкой давлением. Все большее количество заготовок и деталей машин производят с использованием методов порошковой металлургии.
Литейное производство является одной из отраслей машиностроения. Задача литейного производства – изготовление изделий любой массы, разнообразных по форме и размерам (в том числе с внутренними полостями) из металлов и сплавов, обладающих жидкотекучестью. Доля литых деталей в большинстве изготовляемых машин составляет в 40-50%, а по стоимости изготовления их– 10-15%.
При литье металлический расплав заливают в заранее приготовленные литейные формы, которые бывают разовыми или постоянными.
Выбор способа литья определяется служебным назначением детали, производственной программой, экономической целесообразностью, а также требуемой точностью и качеством поверхности отливок.
Большая часть отливок изготовляется литьем в песчаные формы. В некоторых случаях применяют специальные способы литья: в оболочковые формы, по выплавляемым моделям, в постоянные металлические формы – кокили, под давлением, под регулируемым давлением, центробежное, электрошлаковое и др.
Основные операции технологического процесса изготовления отливок могут быть объединены в три группы: формовки; плавки и заливки; выбивки и очистки отливок.
Виды литья
Известно множество разновидностей литья:
1) в песчаные формы (ручная или машинная формовка);
2) в многократные (цементные, графитовые, асбестовые) формы; 3) в оболочковые формы; 4) по выплавляемым моделям; 5) по замораживаемым ртутным моделям;
6) центробежное литьё;7) в кокиль; 8) литьё под давлением; 9) по газифицируемым (выжигаемым) моделям; 10) вакуумное литьё; 11) электрошлаковое литьё; 12) литьё с утеплением.
Так как разновидности литья различаются одновременно по многим разнородным признакам, то возможны и комбинированные варианты, например, электрошлаковое литьё в кокиль.
ЛИТЕЙНОЕ ПРОИЗВОДСТВО — отрасль машиностроения, занимающаяся изготовлением фасонных заготовок или деталей путем заливки расплавленного металла в специальную форму, полость которой имеет конфигурацию заготовки (детали). При охлаждении залитый металл затвердевает и в твердом состоянии сохраняет конфигурацию той полости, в которую он был залит. Конечную продукцию называют отливкой. В процессе кристаллизации расплавленного металла и последующего охлаждения формируются механические и эксплуатационные свойства отливок.
ЛИТНИКОВАЯ СИСТЕМА- Это система, каналов через которые расплавленный металл подают в полость формы. Обеспечивает заполнение форм с заданной скоростью. Задержание шлака не Ме включениях , выход газов и паров из полости формы, непрерывную подачу расплавленного Ме в затвердевающие отливки .
Основные элементы лит. Сист.
1.Литниковая чаша (воронка) предназначена для приема расплава из разливочного ковша и задержание шлаков.
2.Стояк – вертикальный канал, передающий расплав из литниковой чаши к другому элементу лит. Системы.
3.шлакоуловитель – горизонтальный канал, который служит для задержания шлака и передачи расплава от стояка к питателю
4.Питатель – каналы для подачи расплава в пол лит. Формы. Должны обеспечить пост. плавное поступление. Обычно нижний пол.
5.Выпор служит для отвода газов из полости форм, для контроля окончания заливки.
6.Коллектор – распределительный канал для направления расплава к разным частям отливки. Расположен горизонтально по разъему формы; 7.Прибыль – для компенсации усадки
2.Физические основы литья.
ФИЗИЧЕСКАЯ СУЩНОСТЬ ПРОЦЕССА ЛИТЬЯ
Определяется тремя важнейшими понятиями: «жидкотекучесть», «кристаллизация», «усадка».
ЖИДКОТЕКУЧЕСТЬ – способность материала заполнять форму в жидком состоянии. Жидкотекучесть зависит от вязкости и удельной теплоты плавления материала, а также от теплопроводимости и начальной температуры пресс-формы.Испытание материала на жидкотекучесть проводят по спиральной пробе
КРИСТАЛЛИЗАЦИЯ – образование и рост кристаллов в затвердевающем металле. Процесс происходит в направлении, перпендикулярном поверхности теплоотдачи. Вследствие этого образовавшиеся зерна – монокристаллы в наружных областях мельче (рис. 3).
УСАДКА - Свойство литейных сплавов уменьшать объём при затвердевании и охлаждении. Усадочные процессы в отливках протекают с момента заливки расплавленного металла в форму вплоть до полного охлаждения отливки. Различают объёмную и линейную усадку, выражаемую в относительных единицах.
ЛИНЕЙНАЯ УСАДКА - уменьшение линейных размеров отливки при её охлаждении от температуры, при которой образуется прочная корка, способная противостоять давлению расплавленного металла, до температуры окружающей среды. Линейную усадку определяют соотношением, %:
![]()
где lф и lотл - размеры полости формы и отливки при комнатной температуре.
На линейную усадку влияют химический состав сплава, температура его заливки, скорость охлаждения сплава в форме, конструкция отливки и литейной формы. Так, усадка серого чугуна уменьшается с увеличением содержания углерода и кремния. Усадку алюминиевых сплавов уменьшаем повышение содержания кремния. Усадку отливок уменьшает снижение температуры заливки. Увеличение скорости отвода теплоты от залитого в форму сплава приводит к возрастанию усадки отливки.
При охлаждении отливки происходит механическое и термическое торможение усадки. Механическое торможение возникает вследствие трения между отливкой и формой. Термическое торможение обусловлено различными скоростями охлаждения отдельных частей отливки. Сложные по конфигурации отливки подвергаются совместному воздействию механического и термического торможения.
Линейная усадка для серого чугуна составляет 0,9-1,3%, для высокопрочного чугуна до 1.7%, для ковкого чугуна …%, для углеродистых сталей 2-2,4%, для алюминиевых сплавов 0,9-1,5%, для медных 1,4-2,3%.
ОБЬЕМНАЯ
УСАДКА -
уменьшение объёма сплава при его
охлаждении в литейной форме при
формировании отливки. Объёмную усадку
определяют соотношением, %: ![]()
где Vф и Vотл – объем полости формы и отливки при температуре 20C. Объемная усадка приблизительно равна утроенной линейной усадке.
ЛИКВАЦИЯ возникает в рез-те того, что сплавы, в отличие от чистых металлов, кристаллизуются не при одной темп-ре, а в интервале темп-р. При этом состав кристаллов, образ, в начале затвердевания, может существ, отличаться от состава последних порций кристаллиз. маточного р-ра. Чем шире темп-рный интервал кристаллизации сплава, тем большее развитие получает л., причем наиб, склонность к ней проявляют те компонеты сплава, к-рые наиб, сильно влияют на ширину интервала кристаллизации
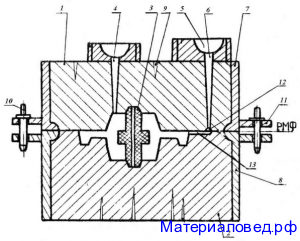
7. Изготовление отливок центробежным литьем.
Центробежное литье – это способ формирования отливок под действием центробежных сил при свободной заливке металла во вращающиеся формы. Центробежным способом получают отливки из чугуна, стали, сплавов на основе меди, алюминия, цинка, магния, титана и др.
Формирование отливки осуществляется под действием центробежных сил, что обеспечивает высокую плотность и механические свойства отливок.
Центробежное литье осуществляют на центробежных машинах с горизонтальной и вертикальной осями вращения в металлических, песчаных, оболочковых формах и формах для литья по выплавляемым моделям.
Центробежным литьем изготавливают отливки из чугуна, стали, сплавов титана, алюминия, магния и цинка (трубы, втулки, кольца, подшипники качения, бандажи железнодорожных и трамвайных вагонов).
Изготовление фасонных отливок центробежным литьем: а — металлическая форма; б — песчаная форма; 1 — стояк; 2 — металлическая форма; 8,4,7 — стержни; 5 — нижняя полуформа; 6 — верхняя полуформа
3. Изготовление отливок в песчаные формы.
1.Для изготовления отливок служит литейная форма, которая представляет собой систему элементов, образующих рабочую полость, при заливке которой расплавленным металлом формируется отливка.
Литье в песчаные формы является самым распространенным способом изготовления отливок. Изготавливают отливки из чугуна, стали, цветных металлов от нескольких грамм до сотен тонн, с толщиной стенки от 3…5 до 1000 мм и длиной до 10000 мм.
Сущность литья в песчаные формы заключается в получении отливок из расплавленного металла, затвердевшего в формах, которые изготовлены из формовочных смесей путем уплотнения с использованием модельного комплекта.
1 и нижней 2 полуформ, которые изготавливаются в опоках 7, 8 – приспособлениях для удержания формовочной смеси. Полуформы ориентируют с помощью штырей 10, которые вставляют в отверстия ручек опок 11. литниковая чаша 5, которая служит для приема расплавленного металла и подачи его в форму; стояк 6 – вертикальный или наклонный канал для подачи металла из литниковой чаши в рабочую полость или к другим элементам; шлакоуловитель 12, с помощью которого удерживается шлак и другие неметаллические примеси; питатель 13 – один или несколько, через которые расплавленный металл подводится в полость литейной формы. Для вывода газов, контроля заполнения формы расплавленным металлом и питания отливки при ее затвердевании служит выпор 4. Для вывода газов предназначены и вентиляционные каналы 9.