

Змістовний модуль 2. "Електрофізичні методи обробки" Навчальний елемент 2.1. "Нагрів струмопровідних матеріалів в електроліті." Лекція 10.
Тема 9. Нагрів струмопровідних матеріалів в електроліті.
1. Стадії процесу.
2. Переваги та недоліки методу.
3. Приклади операцій.
Метод нагріву металів в електроліті (Рис. 1) заснований на явищі нагріву катода (виробу) в процесі пропускання через електроліт постійного струму підвищеної напруги (200÷300 В). Анод – ванна з неіржавіючої сталі. Катод нагрівається в результаті виділення на нім водню, який утворює навколо катода газовий шар з високим омічним опором, що викликає виділення великої кількості тепла. Це тепло витрачається головним чином на нагрів катода. Неодмінною умовою розігрівання катода має бути різниця щільності струму на аноді і катоді. На аноді вона має бути менше, ніж на катоді.
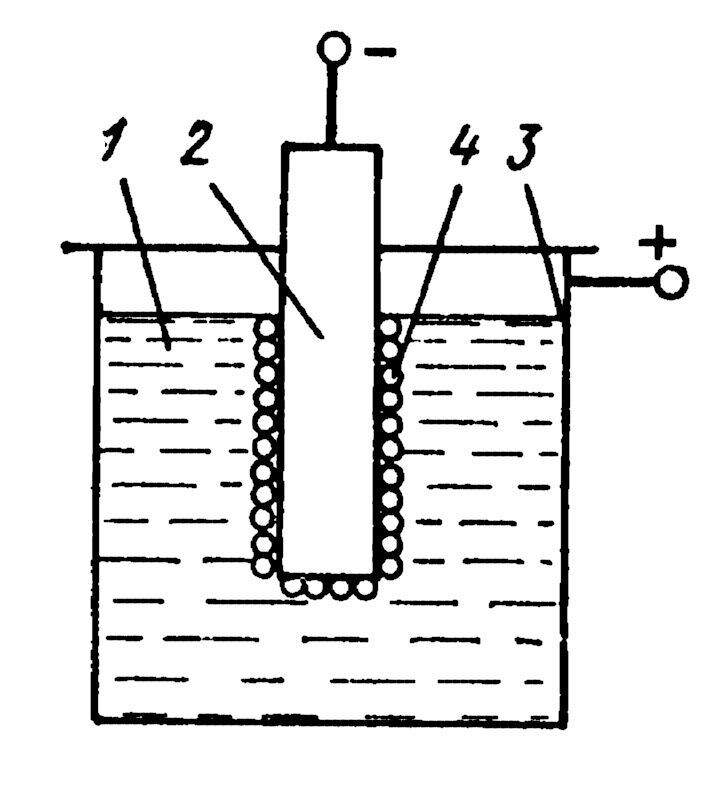
Рис. 1. Нагрів струмопровідних матеріалів в електроліті.
1 – електроліт, 2 – деталь, 3 – ванна, 4 – пухирці водню.
Швидкість і інші характеристики нагріву залежать від складу електроліту, температури ванни, напруги, щільності струму і якості поверхні деталі, що нагрівається – катода.
У електролітах можна здійснювати як крізний, так і поверхневий нагрів деталей.
Залежність між напругою і силою струму в початковий період підкоряється закону Ома. При подальшому збільшенні напруги на катоді інтенсивно виділяються бульбашки водню і електроліт контактує з поверхнею катода тільки в окремих місцях. При утворенні бульбашок і їх відриві між електролітом і катодом виникають іскрові розряди, що приводять до коливання струму в ланцюзі (перша фаза нагріву). Бульбашки водню, що виділяються, локально ізолюють електроліт від катода. Тому проходження струму відбувається в окремих місцях катода. Це приводить до швидкого нагріву прилеглого до катода тонкого шару електроліту і утворенню парової оболонки навколо катода. У цей момент (друга фаза) сила струму знижується, що супроводиться конденсацією парової оболонки. Оболонка в другій фазі стає стійкою.
Електролітичні процеси, що протікають при пропусканні постійного струму через електроліти, супроводяться неперервним виділенням в газову оболонку іонів водню і металу, що обумовлює самостійну провідність газової оболонки. Електричний струм проходить через неї у вигляді іскрових розрядів (Рис. 2), що супроводжується різким локальним зростанням тискугазу і температури поверхні катода. Катод нагрівається в основному в другій фазі. Тому основні параметри процесу вибирають такими, щоб нагрівання катода в першій фазі було неможливе.

Рис. 2. Нагрів струмопрвідних матеріалів в електроліті.
І – початок процесу, ІІ – виділення ухирців водню, ІІІ – виникнення електричної дуги.
Переривчатість іскрових розрядів створює пульсуючі теплові потоки на поверхні катода. Із збільшенням ступеня іонізації газової оболонки біля катода збільшується частота розрядів і їх потужність, що дозволяє регулювати надходження теплоти у виріб. При малому ступені іонізації газової оболонки, наприклад при пониженій напрузі, зміна температури поверхні катода з часом відповідає криві I, а при великому ступені іонізації –-кривій ІІ. З цього слідує, що при нагріві металів в електроліті можуть бути створені різні умови розподілу теплоти по перетину.
Нагрів металу в електроліті проводиться при щільності струму 2÷6 А/см2. З підвищенням температури електроліту підвищується його електропровідність, слабшає вплив чинників, які гальмують дисоціацію розчинених солей. З підвищенням температури електроліту відбувається підвищення ККД процесу, зменшується сила струму унаслідок збільшення газової оболонки навколо катода. Максимальний ККД спостерігається при температурі рідини 70 – 80 °С. При подальшому підвищенні температури відбувається інтенсивне кипіння електроліту на катоді, що супроводиться нестійкістю газової оболонки. Це приводить до пульсації струму в ланцюзі.
Підвищенню ККД процесу і підвищенню рівномірності нагріву сприяє штучна циркуляція електроліту у ванні. Цьому ж сприяє і зменшення відстані між анодом і катодом.
В якості електролітів можуть бути використані: 14 – 16 %-ний розчин вуглекислого натрію Na2CО3; 20 – 25% розчин вуглекислого калію Ксо3; 25 – 30 % -ний розчин оцтовокислого калію Сн2соок. Введення до складу електроліту різних солей дозволяє виділяти на катоді ті або інші елементи, тобто здійснювати дифузійні процеси, наприклад цементацію. Регулювання швидкості нагріву здійснюють, змінюючи напругу і силу струму, а також температуру і концентрацію електроліту. На характеристики нагріву різних матеріалів впливає тільки їх теплопровідність і не впливають магнітні і електричні властивості. Шляхом регулювання напруги можливе здійснення одноступінчатого і двоступінчатого режиму. Перший проводять при одному первинному значенні напруги з швидкостями нагріву 10 – 50 °С/с. Пониження швидкості нагріву, а також зменшення часу витримки при заданій температурі можна здійснити при двоступінчатому режимі, що реалізовується з використанням різної напруги. Кожній напрузі другого ступеня відповідає своя температура теплової рівноваги. При нагріві деталей в електроліті для отримання однорідного нагріву або оберігання від нагріву окремих ділянок виробів використовують екрани (тонкі пластини з вініпласту, фторопласту або вогнестійкої цегли). Пластмасові екрани розташовують на відстані 1 – 2 мм від катода.

Рис. 3. Схеми нагріву в електроліті.
Принципові схеми різних способів електролітного нагріву приведені на Рис.3. Всі схеми процесів (кінцевий, повний, місцевий і послідовний) можуть бути використані для нагріву заготовок під пластичну деформацію і термічну обробку.
Установки для нагріву складаються з перетворювача струму (електромашинного або тиристора), електролітної ванни (нагрівального пристрою), системи циркуляції і охолоджування електроліту, механізмів для завантаження, кріплення і вивантаження виробів. Вартість устаткування для нагріву в електроліті на 25 % нижче за вартість установок контактного нагріву і в 3 рази нижче за вартість високочастотного комплекту. Коефіцієнт корисної дії установок приблизно такий же, що і індукційних установок. Зниженню вартості нагріву за рахунок капітальних вкладень і експлуатаційних витрат сприятиме широке використання в якості перетворювачів струму потужних тиристорів.
Рекомендована література до НЕ 2.1.: [1–С.83-101, 3–С.175-193]