

Лабораторна робота №3
“Кінематичне налагоджування горизонтально-фрезерного верстата і ділильної головки для обробки зуб’їв циліндричного прямозубого колеса”
Мета та завдання
Навчитися прийомам виконання одної з найбільш складніших фрезерних робіт – обробці зуб’їв зубчастих коліс.
Освоїти метод практичного визначення характеристики ділильної головки.
Вивчити будову механізму відліку ділильної головки, методику її налагодження, способи установки і кріплення лімба.
Оволодіти методами ділення, які можуть використовуватися при роботі з ділильною головкою типу УДГ.
Ознайомитися із способами установки та кріплення ділильної головки на столі верстата, кріплення заготовки в робочому стані, встановлення оправки у шпинделі верстата та інструмента на оправці.
Ознайомитися з розташуванням важелів керування верстатом та налагодженням верстата на необхідну подачу столу і частоту обертання шпинделя, а також способами кріплення столу в необхідному положенні по висоті.
Вимоги техніки безпеки
Перед початком виконання лабораторної роботи студенти повинні отримати від викладача докладний інструктаж з техніки безпеки.
На робочому місці повинно знаходитися все тільки необхідне для роботи на верстаті.
Роботу виконувати тільки на справному обладнанні. Перед пуском верстата необхідно перевірити роботу механізмів верстата вручну. При наявності виявлених дефектів верстат не вмикати і прийняти міри по усуненню неполадок.
Заготовка, яка повинна оброблюватися та різальний інструмент повинні бути надійно закріпленими.
При роботі на верстаті тримати руками заготовку категорично забороняється.
При роботі фрезерного верстата забороняється уводити руки в зону руху різального інструменту.
Вимірювати деталь під час роботи верстата не дозволяється.
Неможна видаляти стружку руками; необхідно користуватися крючком, шкребком.
У разі припинення подачі енергії негайно вимкнути електродвигун.
Категорично забороняється пуск верстата без дозволу викладача або учбового майстра.
Короткі теоретичні відомості
Фрезерування дуже розповсюджений вид обробки металів різанням: у машинобудуванні фрезерування складає біля 15% всіх видів обробки різанням.
Фрезерними називають верстати, які застосовують при фрезеруванні плоских, фасонних гвинтових поверхонь, нарізуванні шліців різьби та зуб’їв зубчастих коліс, утворенні гвинтових канавок і т.і. Металорізальні верстати фрезерної групи та обробки металу фрезеруванням дуже розповсюджені в цехах машино- і приладобудіних-заводів і займають друге місце в парку металорізальних верстатів.
Фрезерні верстати застосовують для виготовлення деталей машин з плоскими поверхнями, пазами та виступами, різьбовим та фасонними поверхнями, шліцами, фасонними канавками тощо.
Основні види робіт, які виконуються на фрезерних верстатах:
1. Горизонтальні площини фрезерують на горизонтально-фрезерних верстатах циліндричними фрезами (рис. 1,а) і на вертикально-фрезерних верстатах – торцевими фрезами (рис. 1, б). Циліндричними фрезами доцільно обробляти горизонтальні площини шириною до 120 мм, при цьому довжина фрези повинна бути трохи більше ширини оброблюваної заготовки. У більшості випадків площини зручніше обробляти торцевими фрезами внаслідок більшої жорсткості їхнього кріплення в шпинделі та більш плавної роботи, тому що число одночасно працюючих зубів торцевої фрези більше числа зубів циліндричної фрези.
2. Комбіновані поверхні фрезерують набором фрез (рис. 7.12, з) на горизонтально-фрезерних верстатах. Точність взаємного розташування оброблених поверхонь залежить від жорсткості кріплення фрез по довжині оправки. Із цією метою застосовують додаткові опори (підвіски), причому уникають використання фрез з великим перепадом діаметрів (відношення діаметрів фрез, яке рекомендується, не більше 1,5).
3. Кутові пази фрезерують двохкутовою (рис. 1,в) або однокутовою фрезами на горизонтально-фрезерних верстатах.
4. Фасонні пази фрезерують фасоними дисковими фрезами (рис. 1,г) на горизонтально-фрезерних верстатах. Застосування фасонних фрез ефективне при обробці вузьких і довгих фасонних поверхонь. Широкі профілі обробляють набором з фасонних фрез (рис. 1,и).
5. Уступи та прямокутні пази фрезерують дисковими (рис. 1,д) і кінцевими (рис. 1,е) фрезами на горизонтально- і вертикально-фрезерних верстатах. Уступи та пази доцільніше фрезерувати дисковими фрезами, тому що вони мають більше число зубів і допускають роботу з великими швидкостями різання.
6. Закриті шпонкові пази фрезерують шпонковими фрезами (рис. 1,ж), або кінцевими (рис. 1,з) фрезами на вертикально-фрезерних верстатах а відкриті дисковими фрезами на горизонтально-фрезерних верстатах. Точність одержання шпонкового паза є важливою умовою при фрезеруванні, тому що від неї залежить характер посадки на шпонку деталей, які сполучаються із валом. Фрезерування шпонковою фрезою забезпечує одержання більш точного паза; при переточуванні по торцевим зубам діаметр шпонкової фрези практично не змінюється. Пази під сегментні шпонки фрезерують на горизонтально-фрезерних верстатах спеціальними дисковими фрезами. Заготовці повідомляють вертикальну подачу.
7. Паз типу «ластівчин хвіст» фрезерують на вертикально-фрезерному верстаті за два проходи: прямокутний паз – кінцевою фрезою, потім скоси паза – кінцевою однокутовою фрезою. Т-подібні пази які широко застосовують у машинобудуванні як верстатні пази, наприклад на столах фрезерних верстатів, фрезерують звичайно за два проходи: спочатку паз прямокутного профілю кінцевий, рідше дисковою фрезою, потім нижню частину паза – фрезою для Т-подібних пазів.
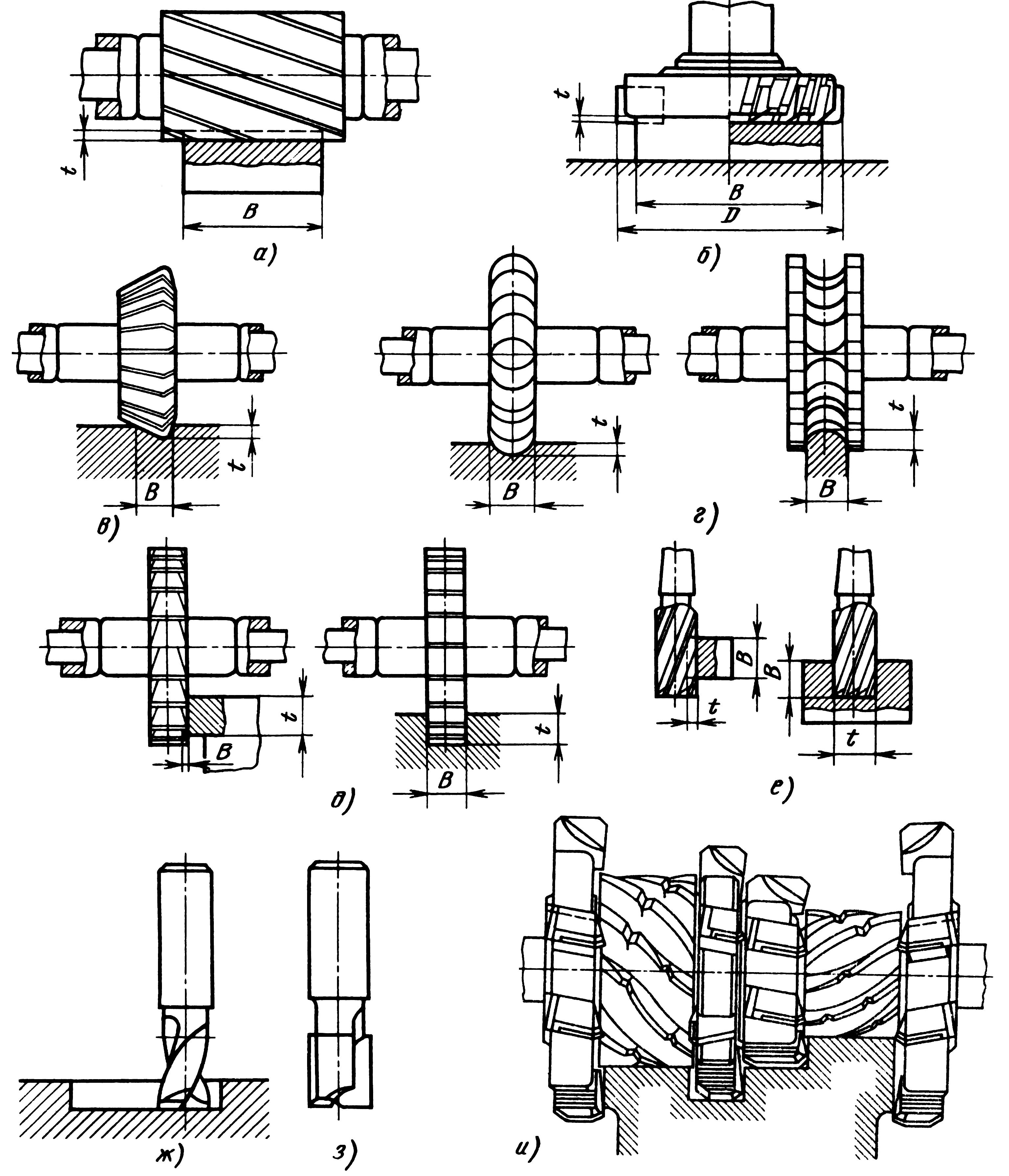
Рис. 1 - Схеми обробки поверхонь заготовок на горизонтально- і вертикально-фрезерних верстатах
Типи фрез
Для фрезерування застосовують фрези – багатолезовий різальний інструмент, кожен зуб якого – це різець. Усі різці фрези розміщені по колу циліндра й обертаються навколо його осі. При фрезеруванні фреза здійснює обертовий рух, а заготовка, яка оброблюється, – поступальний. Конструкція фрези залежить від виду поверхні, що оброблюється, та типу верстата.
Для фрезерування застосовують різні фрези, які класифікують, незважаючи на різноманітність їх видів, за кількома основними групами (рис. 2), а саме: хвостова шпонкова, шпонкова, різьбонарізна, однокутова, двокутова, модульна, фасонна, циліндрична, торцева, дискова, дискова з різнонаправленими зуб'ями, складена, прорізна, циліндрична хвостова, для обробки Т-подібних пазів.
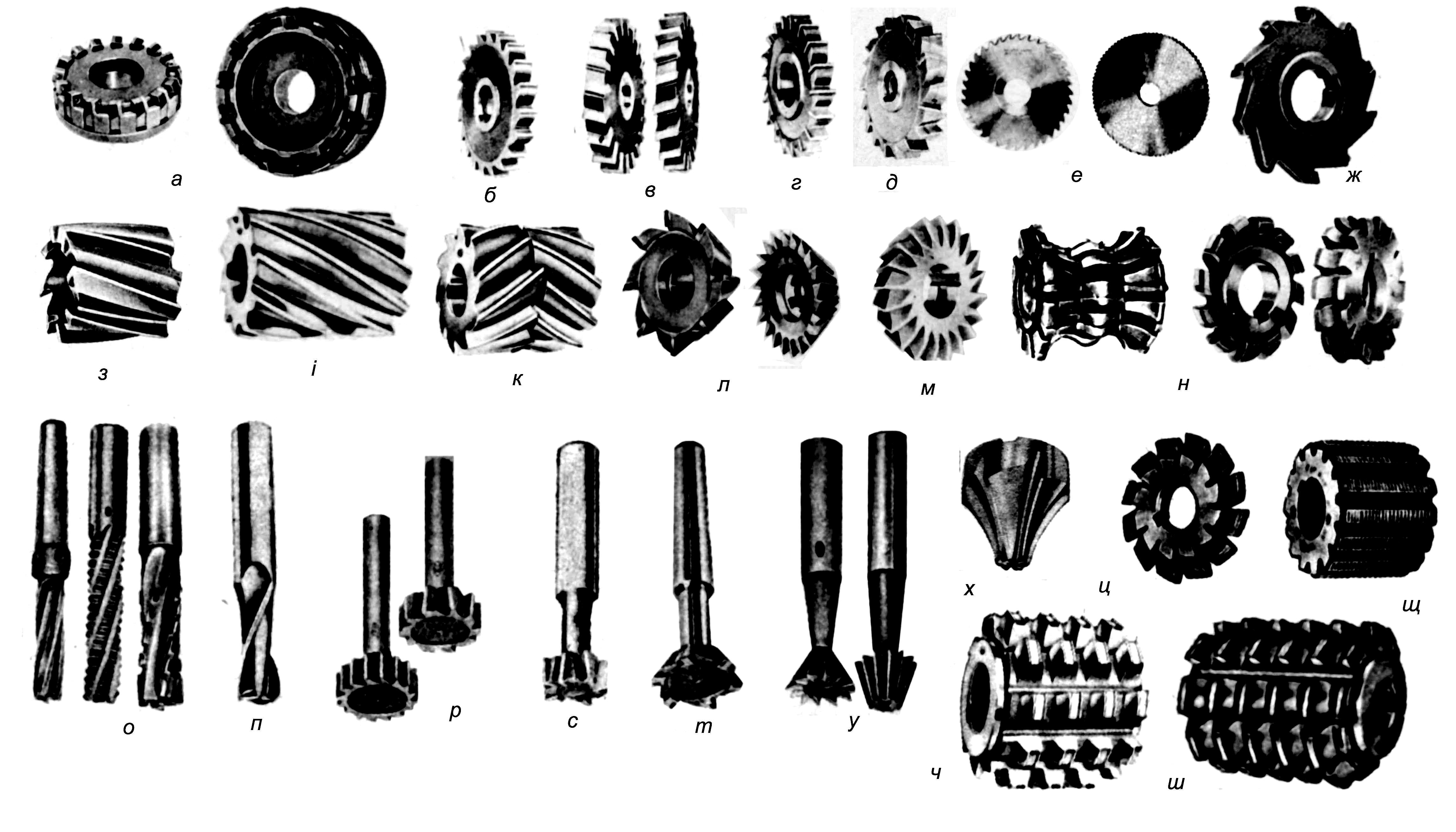
Рис. 2 – Типи фрез
а – торцева, б – дискова двохстороння з прямими зуб’ями, в – дискові двох стороні з нахиленими зуб’ями, г – дискова трьохстороння з прямими зуб’ями, д - дискова трьохстороння з різнонаправленими зуб'ями, е – дискові відрізна і прорізна, ж – дискова трьохстороння з нахиленими зуб’ями, з – торцева упорна, і – циліндрична, к – циліндрична складена, л – однокубові, м – двох кутова несиметрична, н – фасоні, о - кінцеві циліндричні, п – шпонкова хвостова, р – для пазів під сегментні шпонки, с – для Т-подібних пазів, т – однокубова для пазів, у – однокубові для знімання фасок, х – кінцева модульна фреза, ц – дискова модульна фреза, ч, ш – черв’ячні фрези, щ - різьбонарізна
Залежно від форми зуб'їв розрізнюють фрези з гострокінцевим і затилованим зубом.
Розрізнюють фрези за способом кріплення – суцільні і насадні; за напрямом зуба – праві й ліві; за поверхнею, для обробки якої вони призначені, – пазові, обрізні, фасонні та зуборізальні; за матеріалом різальної частини фрези – швидкорізальні та твердосплавні. За способом закріплення в шпинделі верстата фрези бувають насадні (закріплюють в оправках) й хвостові (кінцеві), а за коловим кроком зуб'їв – з рівномірним і нерівномірним кроком. За канавками, які відводять стружку, фрези поділяють на прямі та гвинтові. Залежно від призначення фрези бувають модульні та різьбонарізні: перші застосовують для нарізування зуб'їв зубчастих коліс, а різьбонарізні –для нарізування різі.
Конструктивно фрези виконуються суцільними, складеними та збірними (зі вставними ножами). Вставні ножі виготовляють зі швидкорізальної сталі марок Р6М5, Р6М5К5, Р14Ф4 тощо та твердих сплавів Т5К10, Т14К8, ВК6, ВК8 та ін. Корпус фрези виготовляють зі сталі 40Х і термічно оброблюють.
Допоміжні інструменти
Для обробки деталей фрезеруванням застосовують фрезерні верстати та різного типу фрези, які кріплять на верстаті. Залежно від конструкції фрези та виконуваної фрезерної операції способи кріплення фрез можуть бути різні (рис. 3). Зазвичай способи кріплення фрез можна поділити на дві групи:
безпосереднє кріплення фрез у шпинделі верстата;
кріплення на оправках (рис. 3,а), що кріпляться у шпинделі за допомогою серги (підвіски) або без неї.
Рис. 3 - Закріплення фрез
|
а - установлення оправки: 1 - шомпол, 2 - шпиндель верстата, 3 - оправка, 4 - сухар, 5 - установочне кільце, 6 - фреза, 7 - шпонка, 8 - підвіска (серга); б - закріплення кінцевих фрез з конічним хвостовиком: 1 - фреза, 2- перехідна втулка, 3 - торцева шпонка, 4 - шпиндель верстата, 5 – шомпол, в - закріплення кінцевих фрез з циліндричним хвостовиками; в - закріплення кінцевих фрез з циліндричним хвостовиком:6 – цанга, 7- гайка, 8 - корпус патрона; г - установлення торцевих насадних фрез з циліндричним посадочним отвором: 1 - фреза, 2, 10- гвинти, 3, 4 шпонки, 5 – оправка, 6 - шпиндель верстата, 7 – шомпол |
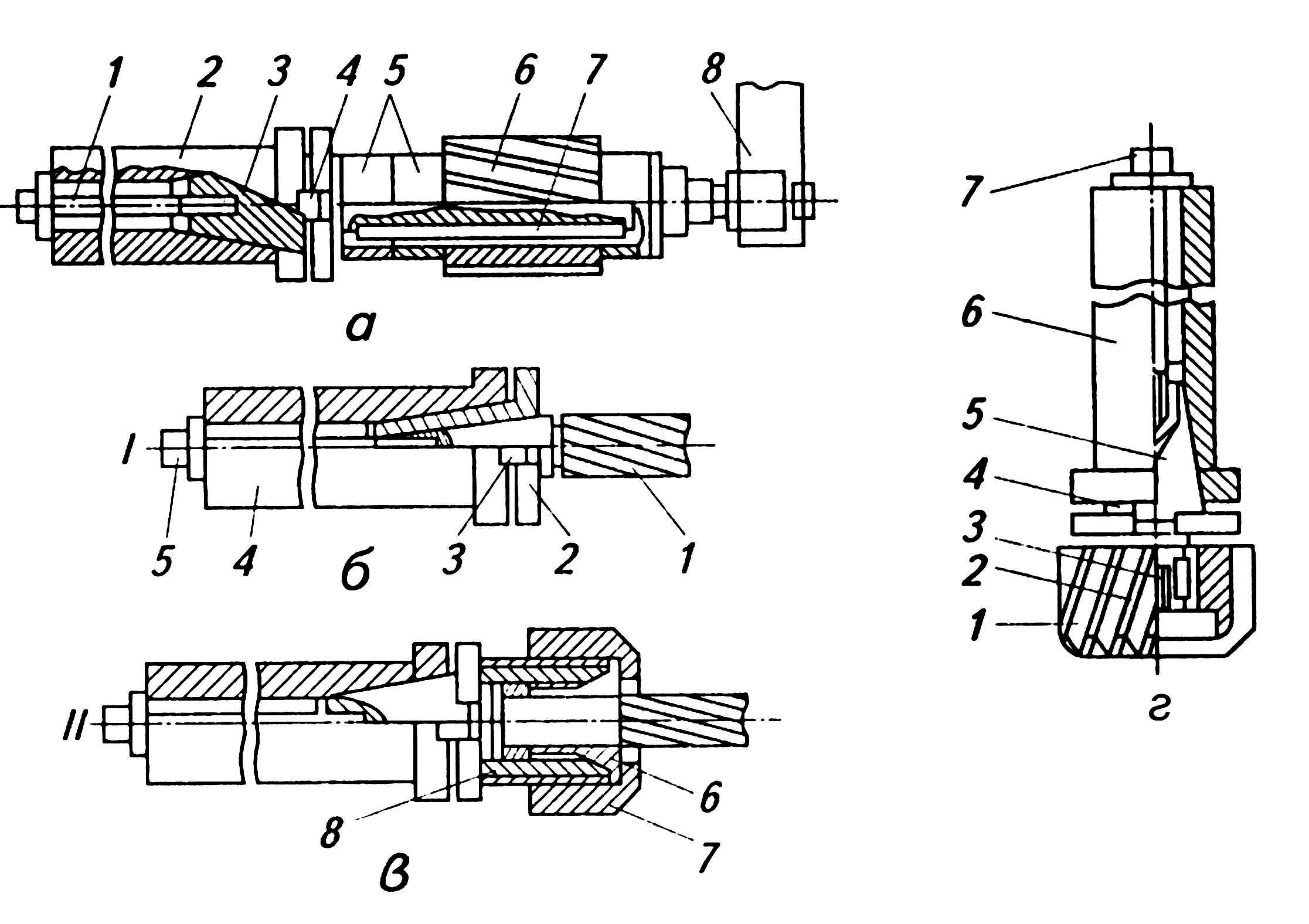
Кінцеві фрези закріплюють безпосередньо у шпинделі верстата залежно від форми хвостовика. Якщо він конусний і відповідає розмірам шпинделя, то фреза хвостовиком безпосередньо вводиться в отвір шпинделя і закріплюється довгим затискним гвинтом. У разі, коли конуси шпинделя і хвостовика фрези різні, застосовують перехідні конусні втулки (рис. 3,б).
Фрези з циліндричним хвостовиком і свердла кріплять за допомогою патрона (рис. 3,в).
Торцеві фрези закріплюють за допомогою кінцевих оправок (рис. 3,г).
Пристосування для закріплення заготовок на фрезерних
верстатах
Для закріплення заготовок на фрезерних верстатах застосовують універсальні та спеціальні пристрої.
У найпростішому випадку заготовку закріплюють безпосередньо на столі верстата. Для кріплення заготовки до стола користуються прихватами (рис. 4), які притискають болтами 2, заведеними в Т-подібні пази стола.
На рис. 4 показані різні форми прихватів і спосіб закріплення заготовки прихватом (рис. 4). Прихват 3 одним кінцем спирається на заготовку 1, а іншим на підкладку 4. Загортаючи ключем гайку, притискають один кінець прихвата до підкладки, а інший до заготовки.
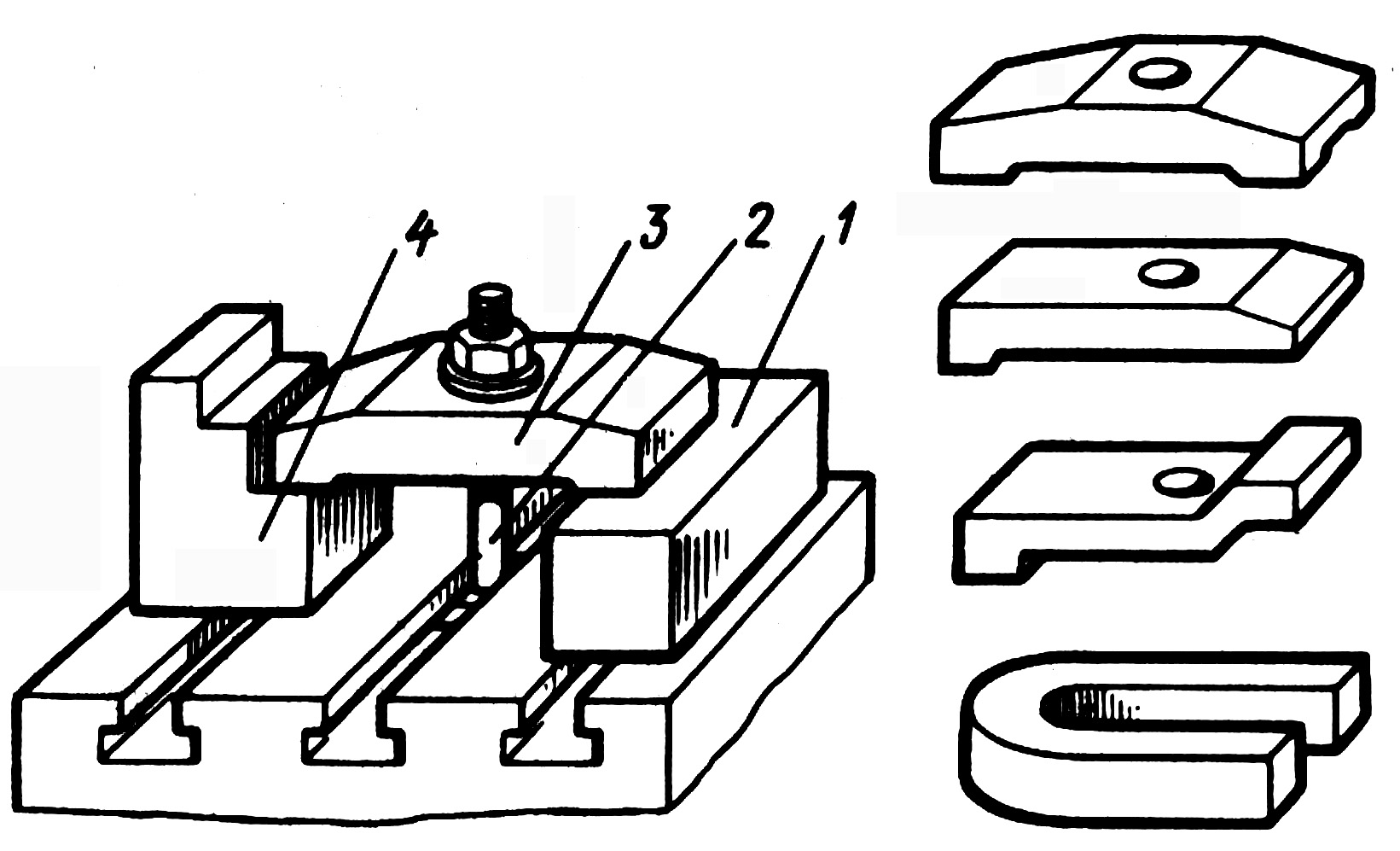
Рис. 4 - Прихвати для закріплення заготовок на фрезерному верстаті
Якщо при фрезеруванні заготовки, дві оброблювані сторони якої повинні бути розташовані під певним кутом, користуються кутовими плитами (косинцями), які можуть бути жорсткими (рис. 5), поворотними (рис. 5) і універсальними (рис. 5). Заготовку закріплюють на кутовій плиті за допомогою прихватів або струбцинок (рис. 6).
Циліндричні заготовки для фрезерування в них шпонкових канавок, пазів і лисок зручно закріплювати в призмах, які разом з оброблюваною заготовкою кріплять до стола верстата прихватами (рис. 7).
Рис. 5 - Кутові плити для закріплення заготовок на столі фрезерного верстата |
Рис. 6 - Закріплення заготовки на кутовій плиті |
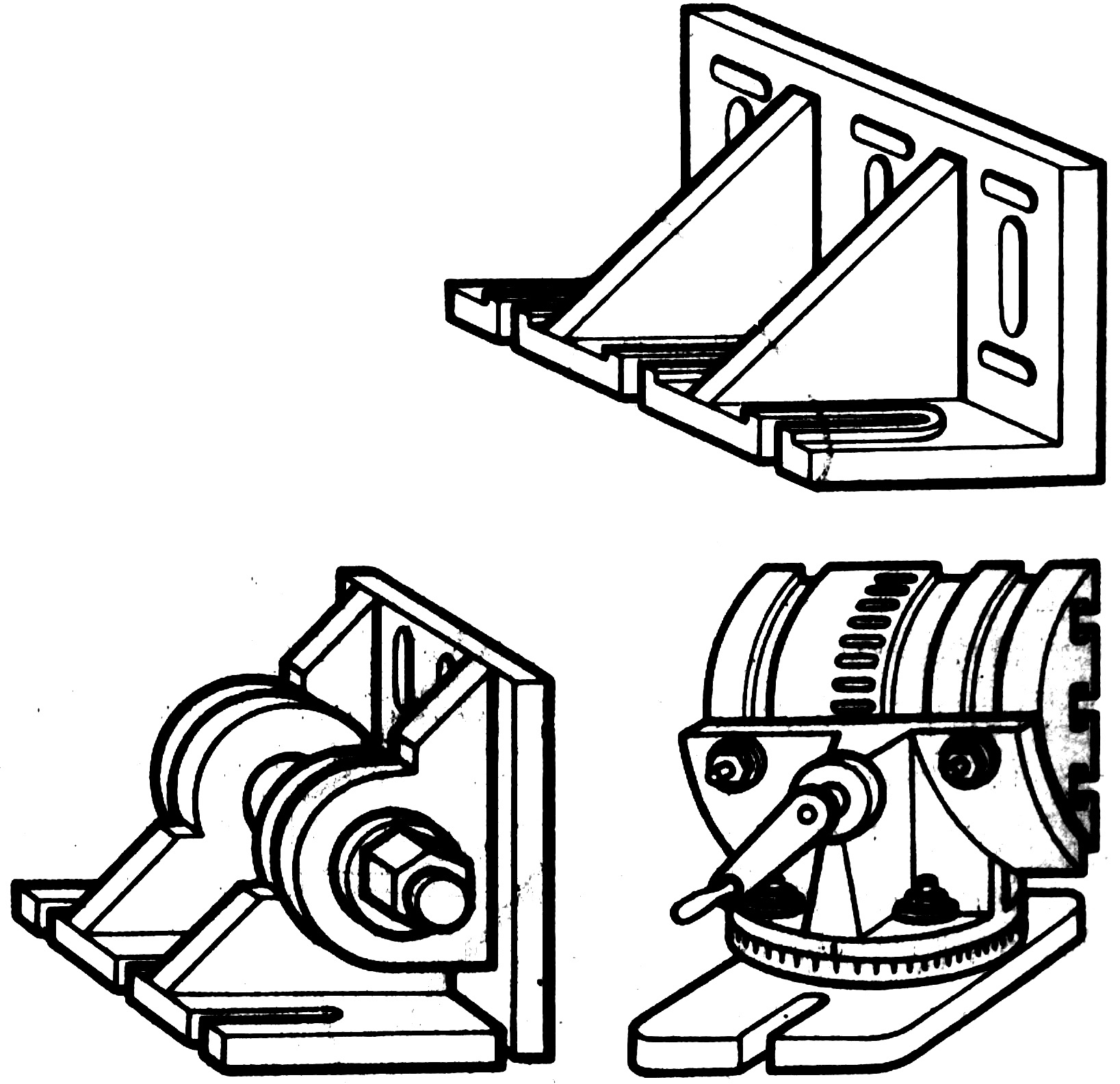
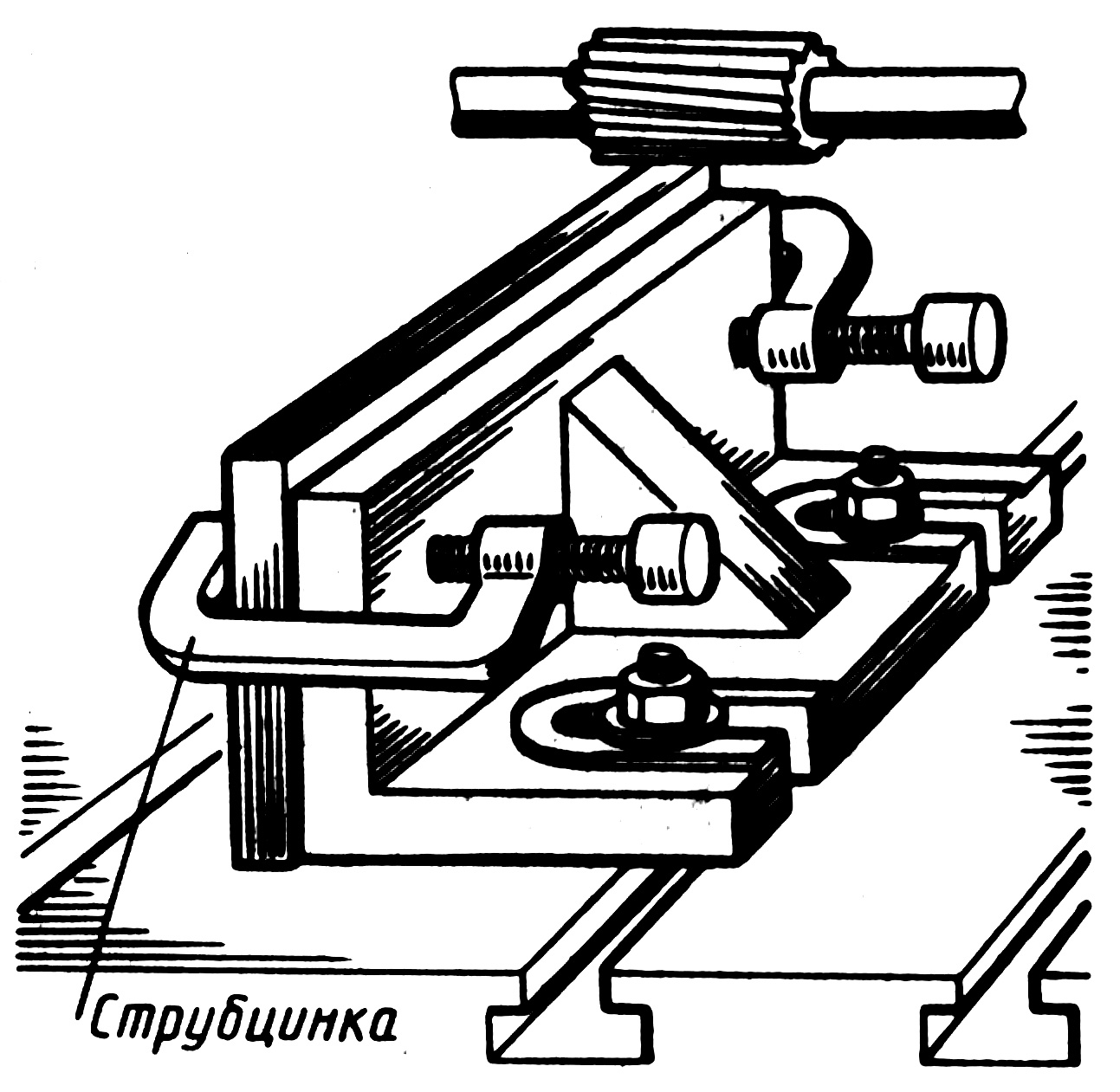
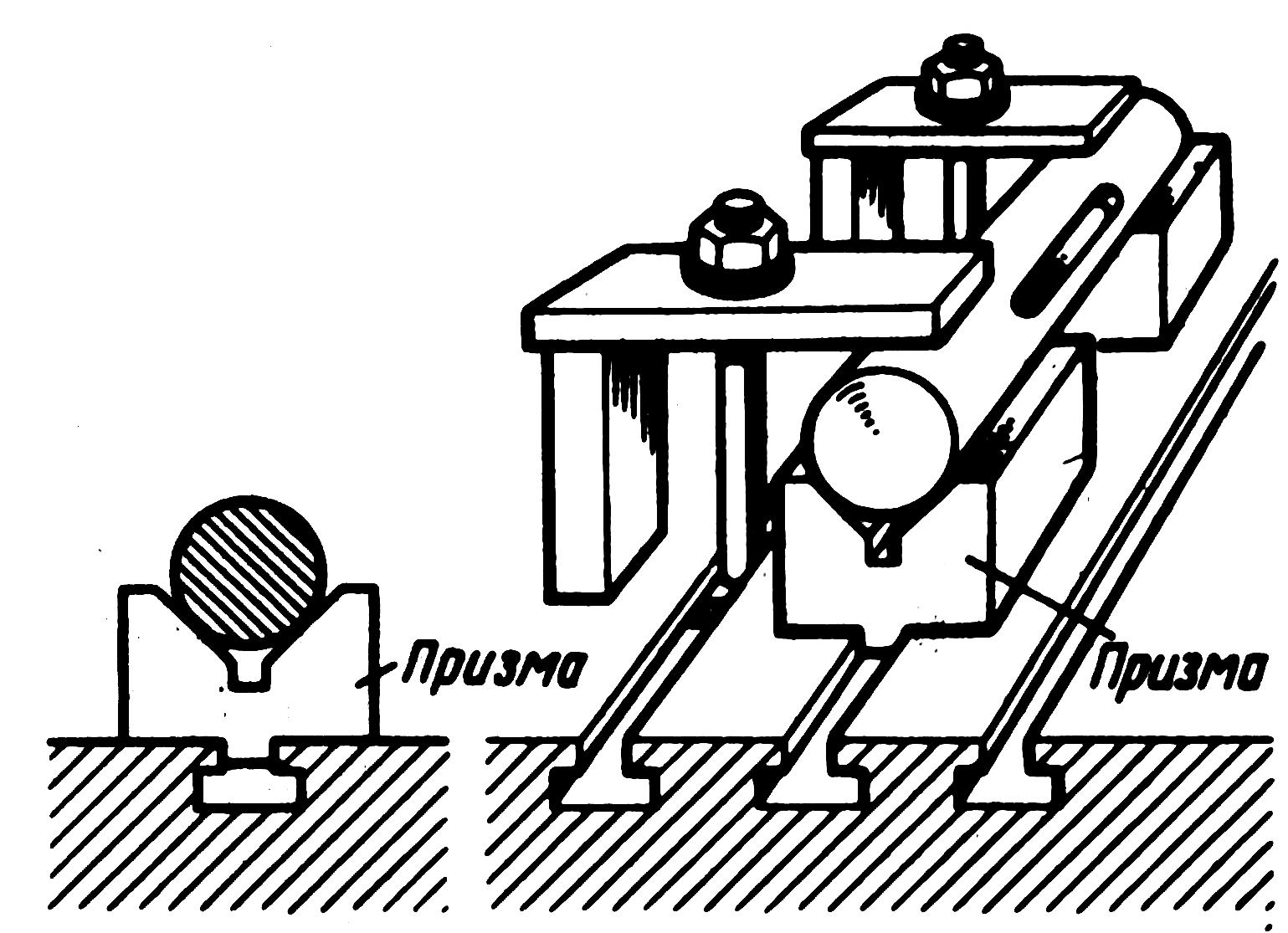
Рис. 7 - Закріплення вала в призмах
Для закріплення заготовок на фрезерних верстатах велике поширення одержали різні за конструкцією та розмірами машинні лещата (рис. 8). Машинні лещата можуть бути простими неповоротними (рис.8, а), поворотними (рис. 8, б), корпус яких можна повертати навколо вертикальної осі, універсальними (рис. 8, в), що дозволяють здійснювати поворот заготовки навколо двох осей, і спеціальними (рис. 8, г) для закріплення в призмі валів. Лещата своєю основою кріпляться болтами на столі фрезерного верстата. Спеціальні лещата можна встановлювати вертикально або повернувши на кут 90° у горизонтальній площині. Поворотні й універсальні машинні лещата мають поворотний корпус із градуйованою шкалою для фрезерування площин (скосів) під будь-яким необхідним кутом.
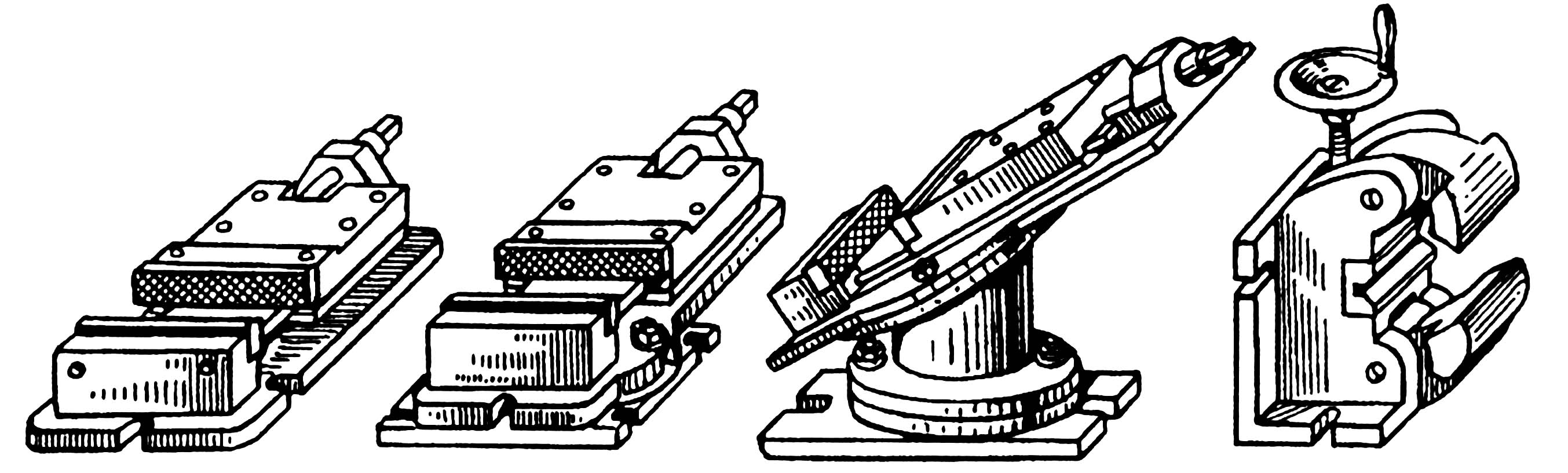
Рис. 8 - Лещата машинні
Також для встановлення заготовок використовують використовують столи. Які в свою чергу поділяються на не поворотні та на поворотні
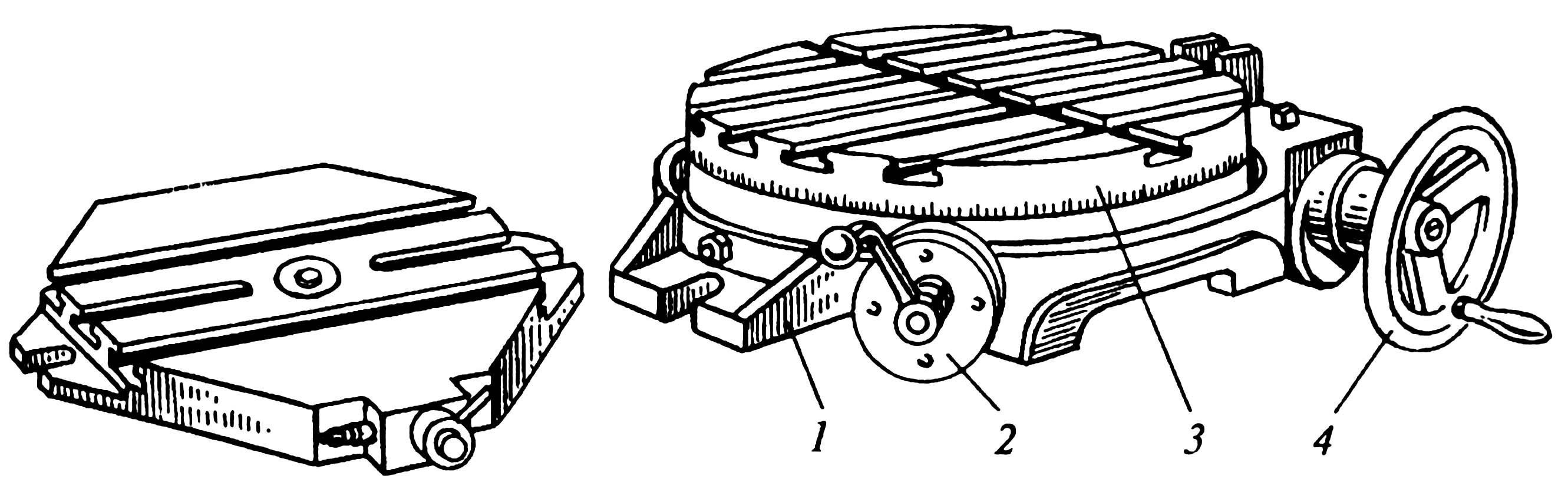
Рис. 9 – Столи
1 – кронштейн для кріплення стола на верстаті, 2 – стопор, 3 – шкала відліку кута повороту, 4 – рукоятка ручного повороту