

6.3.4 Призначення допусків форми та розташування поверхонь деталі
Отклонение от прямолинейности (непрямолинейность) — наибольшее расстояние от точек реального профиля до прилегающей прямой. Для деталей, изготовленных из тонкого листового материала, на чертеже при необходимости достаточно указать максимально допустимую вогнутость, выпуклость или непрямолинейность контурных поверхностей без указания направления, в котором погрешность поверхности должна контролироваться, так как и без того ясно, что контроль должен осуществляться только вдоль контурной поверхности. Также поступают во всех других случаях, когда поверхность имеет относительно небольшую ширину. Для широких поверхностей и во всех тех случаях, когда направление измерения непрямолинейности не является очевидным, конструктор, кроме указания допустимой непрямолинейности, должен дополнительно указать направление, в котором должны производиться контрольные измерения.
В некоторых случаях может возникнуть необходимость контроля отклонения от прямолинейности ребра детали, поперечное сечение которой подобно изображенному на фиг. 123. При отсутствии особых оговорок такой контроль осуществляется в плоскости, проходящей через биссектрису угла между гранями. Следует заметить, что и в этом случае непрямолинейность ребра является следствием погрешности формы поверхностей (граней).

Примеры элементов деталей, у которых целесообразно производить поверку непрямолинейности: рабочая поверхность лекальных линеек, направляющие станин металлорежущих станков, длинные детали из пруткового материала (шпильки, шпонки и т. п.).
В большинстве случаев для характеристики допускаемого отклонения формы плоской поверхности достаточно указать допустимую непрямолинейность в одном или в двух направлениях. Однако следует иметь в виду, что указание о допустимой непрямолинейности характеризует поверхность только частично. Для характеристики отклонения формы плоской поверхности в целом существует понятие отклонения от плоскостности.
В общем случае отклонение от плоскостности может измеряться непосредственно после приложения к измеряемой поверхности эталона геометрической плоскости (поверочной плиты). При этом также различают вогнутость и выпуклость как элементарные виды неплоскостности.
Иногда для работоспособности изделия важно максимальное прилегание реальной поверхности к геометрической плоскости, и не столь важна величина зазора в тех местах, где прилегание отсутствует. Соответствующие указания на чертеже записываются в виде требования о минимальной величине поверхности прилегания или в виде допущения максимальной величины неприлегания к плоскости в процентах от величины поверхности. В этом случае должен быть указан метод контроля прилегания поверхностей (в машиностроительной практике наиболее распространенным является метод контроля «на краску» или по оттиску копировальной бумаги).
Примеры элементов деталей, у которых целесообразно производить поверку неплоскостности: рабочие поверхности плоскопараллельных концевых мер длины (плиток), рабочие поверхности поверочных плит, рабочие поверхности столов металлорежущих станков, опорные поверхности машин, наружные поверхности шкафов, кузовов и других крупногабаритных изделий (для обеспечения их товарного вида).
К элементарным видам отклонений формы цилиндрической поверхности в поперечном сечении относятся овальность и огранка.
К элементарным видам отклонений формы цилиндрической поверхности в продольном сечении плоскостью, проходящей через ось, относятся конусность, бочкообразность, седлообразность и изогнутость. Кроме этих элементарных видов отклонений формы, возможно сочетание нескольких отклонений, а в некоторых случаях образующая цилиндрической поверхности может, представлять собой неопределенную волнистую линию и при этом различную для разных продольных сечений.
Иногда достаточно проверить величину непрямолинейности образующей подобно тому, как производится проверка непрямолинейности поверхности в определенном направлении. Непрямолинейность образующей включает в себя бочкообразность, седлообразность, изогнутость и любое произвольное искривление образующей.
В некоторых случаях необходимо дать общую характеристику допустимого отклонения формы цилиндрической поверхности в продольном сечении. В таких случаях указывается отклонение формы продольного сечения — наибольшее расстояние от точек реального профиля до прилегающего. Прилегающий профиль образуется двумя параллельными прямыми, расположенными вне материала детали так,. чтобы расстояние от наиболее удаленной точки реального профиля до прилегающего было наименьшим. Отклонение формы продольного, сечения характеризует совокупность всех элементарных отклонений формы продольного сечения.
Общим понятием, характеризующим любые отклонения формы цилиндрической поверхности, является отклонение от цилиндричности, включающее в себя все виды отклонений цилиндрической формы как в поперечном, так и в продольном сечениях.
Рассматривая конусность, бочкообразность и седлообразность как элементарные виды нецилиндричности, следует иметь в виду, что величины этих отклонений равны удвоенной величине нецилиндричности.
Примеры элементов деталей, у которых целесообразно производить поверку нецилиндричности или ее элементарных видов: поверхности валов и отверстий корпусов в местах посадки подшипников качения (обычно ограничивается суммарная величина овальности и конусности); рабочие поверхности шеек валов и подшипников скольжения; некруг -лость (обычно овальность) валиков, изготовленных из тянутого пруткового материала.
При необходимости ограничить отклонение конической формы, подобное бочкообразности, можно указать допустимое отклонение выпуклости для образующих. При необходимости ограничить отклонение конической формы, подобное седлообразности, можно указать допустимое отклонение вогнутости для образующих.
Если необходимо оговорить общее отклонение формы конической поверхности, то это может быть сделано в виде записи, содержащей сущность предъявляемых требований и методы контроля. Для большинства встречающихся в практике случаев контроль формы конической поверхности совмещается с контролем ее размеров (угла при вершине), что осуществляется проверкой плотности прилегания контрольного конусного кольца (для вала) или контрольной конусной пробки (для отверстия) к конической поверхности контролируемого изделия. Плотность прилегания определяется визуально, по отпечатку на окрашенной или покрытой мелом поверхности. Минимальное прилегание поверхности («пятно контакта»), выраженное в процентах или количеством пятен на единицу поверхности, а также требования к точности изготовления контрольного кольца или пробки, указываются на чертеже.
Правильность формы конической поверхности поверяется на валах Двигателей и механизмов, подлежащих сопряжению с соединительными муфтами или шестернями (отверстия соединительных муфт и шестерен подвергаются такой же поверке).
При необходимости ограничить отклонения формы сферической поверхности в меньших пределах, чем поле допуска радиуса сферы, на чертеже могут быть указаны овальность или некруглость сферы.
Отклонения формы и расположения поверхности могут быть при необходимости ограничены или предельными (допускаемыми) отклонениями, или допусками формы и расположения, которые подобно полю допуска размера определяют зону, в пределах которой должна находиться действительная поверхность при искажениях ее формы и расположения. В ряде случаев форма и расположение поверхности могут определяться формой линии и расположением линии или даже точки (например, расположение цилиндрической или конической поверхности отверстия определяется расположением его оси, расположение сферической поверхности может определяться расположением ее центра). В этой связи умесуно говорить также и о допусках формы линии, а также о допусках расположения линии и точки, хотя в большинстве случаев под этим подразумевается допуск формы и расположения соответствующих поверхностей. В некоторых случаях предельные отклонения формы и предельные отклонения расположения поверхности численно равны допуску формы (или, соответственно, допуску расположения). Однако в ряде случаев предельное отклонение формы или расположения не равно соответствующему допуску. Например, предельное отклонение расположения оси отверстия, равное 0,1 мм, представляет собой предельную величину радиального смещения оси от ее номинального положения в любом направлении. Если ту же допускаемую погрешность выразить допуском расположения, то такой допуск будет равен 0,2 мм. Это обстоятельство следует учитывать, например, при указании допустимой погрешности расположения линии и плоскости, а также требований к концентричности, соосности и симметричности.
Предельные отклонения формы и расположения поверхностей должны устанавливаться при наличии достаточных оснований, вытекающих из условий работы, изготовления и измерения детали.
При указании предельных отклонений формы и расположения конструктор должен учитывать как вероятность появления тех или иных погрешностей, так и возможность их измерения. С целью упрощения методов контроля вместо допускаемой комплексной погрешности может быть указан один или несколько допускаемых элементарных видов отклонений, которые являются решающими для правильной работы изделия. Так, например, практическое осуществление измерения отклонения от круглости связано со значительными затруднениями, так как кривизна прилегающей окружности должна изменяться с изменением действительного размера диаметра. Для большинства деталей контроль комплексного отклонения от круглости заменяется контролем элементарных видов отклонений формы, к которым относится овальность и огранка.
Однако конструктор должен учитывать, что возможный вид отклонения формы или расположения поверхности зависит от технологических приемов обработки, вида и состояния оборудования, а также других причин, которые он иногда не в состоянии заранее предвидеть. Поэтому, например, указание на предельно допустимую овальность. валика теряет свой смысл, если этот валик может быть подвергнут бесцентровой шлифовке, где всего вероятнее будет иметь место огранка; контроль такого валик.а по величине овальности может дать прекрасный результат, хотя поверхность валика будет далека от правильной цилиндрической формы. Только в тех случаях, когда по условиям работы важно, чтобы определенные виды отклонений формы (например, конусность) не превышали заданного предела, можно указать допустимые величины соответствующих элементарных отклонений формы поверхности. Во всяком случае, предельные значения для элементарных видов отклонений формы целесообразно оговаривать лишь в обоснованных случаях.
Если на чертеже указано предельное отклонение только для одного или нескольких элементарных видов погрешностей формы, то предполагается, что все другие погрешности формы находятся в пределах поля допуска соответствующего размера (диаметр, расстояние между плоскостями и т. п.).
В отдельных случаях может быть указано «одностороннее» предельное отклонение формы или расположения, например: предельная вогнутость поверхности может быть указана с оговоркой, что выпуклость этой поверхности не допускается; предельное отклонение от перпендикулярности поверхностей может.быть указано с оговоркой о том, что допускается только уменьшение прямого угла, и т. п.
Исходя из- того, что технологу предоставляется свобода выбора технологического процесса, и поэтому возможную разновидность погрешности формы и ^расположения поверхностей заранее нельзя предугадать, а также учитывая, что в большинстве случаев конструктор заинтересован в комплексном ограничении погрешностей формы и расположения поверхностей, целесообразно на чертежах, как правило, указывать общие предельные отклонения формы и расположения поверхностей, не предопределяя какой-либо определенный элементарный вид погрешности. Такие Предельные отклонения характеризуют общую величину отклонения формы или расположения без предопределения определенного метода контроля.
Для поверхностей вращения, образующие которых непрямолинейны или непараллельны базовой оси (например, конических), оговаривается биение в направлении, перпендикулярном к рассматриваемой поверхности.
Если для элемента указывается предельное смещение от номинального расположения, то размеры, определяющие номинальное положение, не должны иметь предельных отклонений.
В большинстве случаев допустимы погрешности формы и расположения поверхностей в пределах полей допусков размеров (например, непараллельность плоскостей в пределах поля допуска размера, определяющего расстояние между этими плоскостями). В таких случаях нет необходимости .на чертеже особо указывать предельные отклонения формы и расположения.
Необходимость указания предельного отклонения формы и расположения поверхности возникает в тех случаях, когда целесообразно ограничить соответствующую погрешность величиной, меньшей чем после допуска размера.
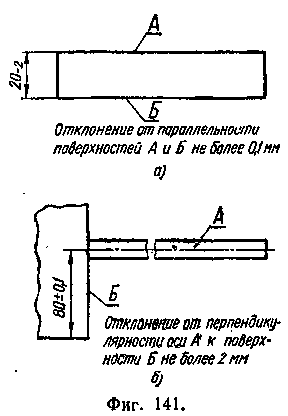
Для детали, показанной на фиг. 141, а, исходя из условий ее работы, может оказаться, что размер 20 может быть выполнен с относительно большими отклонениями от номинального размера (—2 мм), однако непараллельность поверхностей Л я Б может быть допущена не более 0,1 мм. Если предельное отклонение размера 20 уменьшить до 0,1 мм (изменить 20_2 на 20_0>1), то необходимость указания предельного отклонения от параллельности поверхностей А и Б отпадет, так как в этом случае непараллельность не может превысить величины 0,1 мм. Однако такое уменьшение предельного отклонения размера означает повышение точности изготовления детали, а это неизбежно приведет к увеличению ее стоимости. Следовательно, при выполнении рабочего чертежа конструктор не должен упрощать запись на чертеже за счет повышения требуемой точности изготовления, и если допуск размера может быть больше, чем предельное отклонение расположения поверхности, то соответствующие указания должны быть даны на чертеже раздельно, подобно указаниям на фиг. 141, а.
Целесообразность раздельного указания предельных отклонений размеров и расположения может иметь место и в тех случаях, когда по условиям работы детали отклонение расположения поверхности может быть больше, чем допуск размера. На фиг. 141, б показан такой пример, когда при относительно малой, величине предельных отклонений размера (80 ±0,1) предельное отклонение от перпендикулярности может значительно превышать поле допуска этого размера. Отсутствие в таком случае предельного отклонения от перпендикулярности означало бы его неоправданное сужение, поскольку зона допуска перпендикулярности должна была бы укладываться в поле допуска размера. Это также привело бы к необходимости изготовления детали с более высокой точностью, а следовательно, и к повышению ее стоимости.
Другой пример. Если для цилиндрического валика допускается изогнутость оси, выводящая его за пределы поля допуска диаметра, то предельное отклонение формы валика целесообразно указать на чертеже.
Таким образом, указание на чертеже предельных отклонений расположения поверхностей, также, как и предельных отклонений формы поверхностей, целесообразно в таких случаях, когда погрешности формы и расположения поверхностей должны быть менее или могут превышать поле допуска соответствующих размеров.
Умелое использование возможности указания на чертеже предельных отклонений формы и расположения позволяет конструктору сформулировать минимальные требования к точности изготовления предмета.
Ниже, на примере фиг. 142, показано, как следует понимать требование конструктора в зависимости от того, какие предельные отклонения указаны на чертеже.
Если на чертеже не указаны предельные отклонения формы и расположения поверхности Л, то реальная поверхность может иметь любую форму и любое расположение (например, непараллельность) в пределах поля допуска размера 30 (фиг. 142, а).
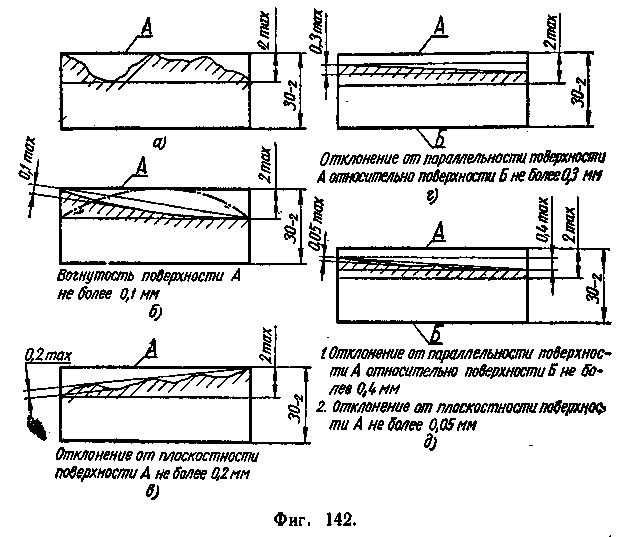
Если на чертеже указано предельное элементарное отклонение формы поверхности А (например, вогнутость), то соответствующая погрешность формы реальной поверхности не должна превышать указанное предельное отклонение, но в то же время эта поверхность может иметь любую иную форму (например, выпуклость) и любое расположение в пределах поля допуска размера 30 (фиг. 142, б).
Если на чертеже указано предельное комплексное отклонение формы по верхности А (например, неплоскостность), то любые разновидности отклонения формы (например, вогнутость, выпуклость и др.) реальной поверхности не должны превышать указанное предельное отклонение, но сама поверхность может занимать любое наклонное положение в пределах поля допуска размера 30 (фиг. 142, в).
Если на чертеже указано предельное отклонение от расположения поверхности А (например, непараллельность), то прилегающая поверхность может иметь любой наклон в пределах допускаемого отклонения от расположения, а реальная поверхность должна быть в пределах поля допуска размера 30 (фиг. 142, г).
Если на чертеже указаны разные предельные отклонения формы и расположения поверхности Л, то погрешности формы реальной поверхности не должны превышать предельное отклонение формы, прилегающая поверхность может иметь любой наклон в пределах допускаемого отклонения расположения, а реальная, поверхность должна быть в пределах поля допуска размера 30 (фиг. 142, д).