3.4 Робочі креслення деталей
Кресленням деталі називається зображення деталі, на якому нанесені необходимые для ее изготовления и контроля размеры, предельные отклонения, обозначения шероховатости поверхностей, данные о материале, термической обработке, отделке и другие технические требования к готовой детали.
Деталь на робочому кресленні зазвичай змальовують в закінченому вигляді, тобто такий, якою вона повинна поступати на збірку. Таким образом, на чертежах деталей пружины показываются в свободном состоянии, заклепки — нерасклепанными, и т. п. По таких кресленнях розробляється весь технологічний процес виготовлення деталі і складаються технологічні карти, на яких деталі змальовують в проміжних стадіях виготовлення.
Основна мета читання креслення — з'ясувати відомості, що все містяться в нім, необхідні для виготовлення деталі (малюнок 5).
У сучасному виробництві у виготовленні кожної деталі беруть участь працівники різних професій. Кожен виробничник при читанні одного і того ж креслення з'ясовує те, що йому потрібне, і визначає свою участь у виготовленні деталі. Наприклад, перед виготовленням простий деталі з листового матеріалу технолог і робітник по кресленню встановлюють найбільш раціональний розкрій матеріалу, визначають шляхи економії матеріалу, встановлюють послідовність, розмітки і так далі.
Форма, размеры и шероховатость поверхности элементов детали (отверстий, отбортовок, развальцовок и т. п.), образуемых в результате обработки в процессе сборки, указываются на сборочном чертеже, по которому они выполняются.
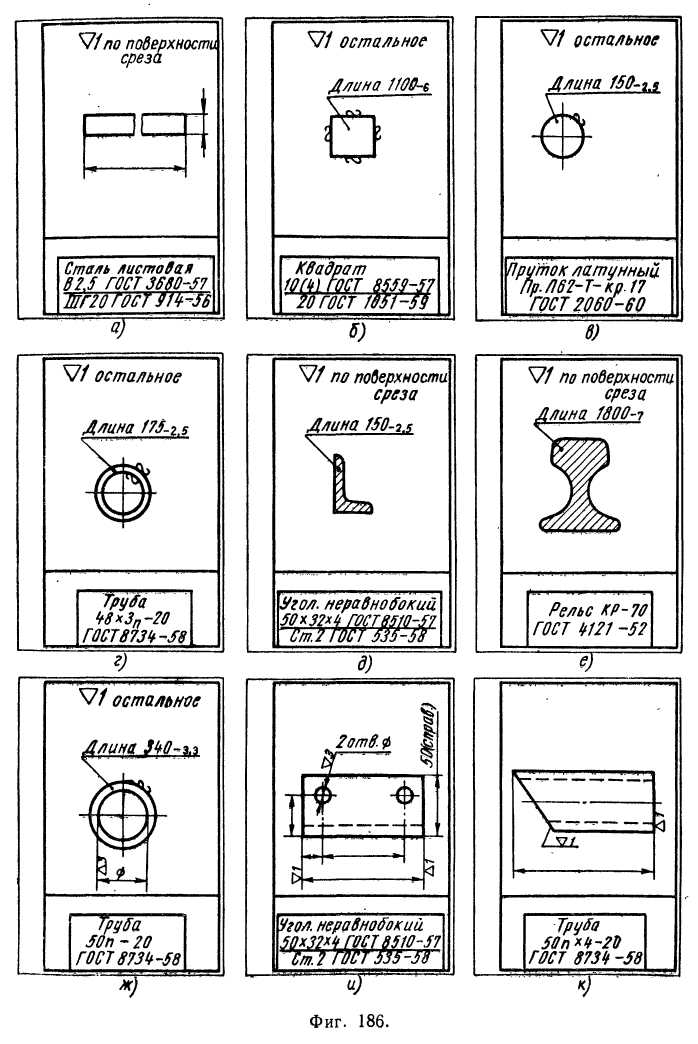
Требования к шероховатости должны указываться только для тех поверхностей, которые образуются по данному чертежу (для поверхностей, образованных резанием, ковкой, штамповкой, отливкой и т. п.). Размеры также указываются только те, которые должны быть получены по данному чертежу. Так, например, не следует наносить обозначения шероховатости на необрабатываемых поверхностях покупных деталей и деталей из сортового материала, а также не следует наносить размеры, определяющие необрабатываемые поверхности покупных деталей или деталей из сортового материала (лист, швеллер, уголок и т. п.) — (фиг. 186).
Количество изображений (видов, разрезов, сечений, выносных элементов) на чертежах деталей должно быть минимальным, но достаточным для пояснения формы и размеров.
Сокращению количества изображений может способствовать применение условных надписей, обозначений и знаков, а также указание обозначения сортового материала в соответствующей графе основной надписи. Для простейших случаев можно ограничиться даже одним изображением, если это не вызовет затруднений при изготовлении детали.
Примеры:
При выполнении чертежей деталей, изготовляемых из сортового материала (лист, квадрат, круг, труба, уголок, профильная медь, швеллер и т. п.) путем отрезки под прямым (фиг. 186, а — и) или косым (фиг. 186, к) углом к образующей, а также не подвергающихся обработке по профилю (фиг. 186, а — е, и, к) или подвергающихся только частичной обработке по профилю (фиг. 186, ж), можно ограничиться одним изображением. При этом обозначение профиля (сортамента) должно включаться в обозначение материала и указываться в графе «Материал» основной надписи, а размеры и обозначение шероховатости поверхностей, образуемых по данному чертежу, рекомендуется указывать как показано на фиг. 186.
При выполнении чертежей деталей — тел вращения (валики, втулки, трубки и т. п.) допускается ограничиваться одним изображением (видом, разрезом или сечением) при наличии размеров и обозначений, полностью определяющих форму тела (фиг. 187, в> г).
При выполнении чертежей деталей со сферической поверхностью допускается ограничиваться одним изображением (видом, разрезом или сечением) при наличии в обозначении сферической поверхности соответствующей надписи типа: Сфера ф 60 или Сфера R 20.
При выполнении чертежей деталей с квадратным сечением допускается ограничиваться одним видом или сечением, а квадрат в этом случае рекомендуется указывать как показано на фиг. 187, д, е.
При выполнении чертежей плоских деталей, имеющих постоянную толщину, допускается ограничиваться одним видом, а толщину детали указывать как показано на фиг. 187, а или ограничиваться одним сечением (фиг. 187, б).
Если форма и размеры детали в основном выяснены необходимым количеством изображений, но остались невыясненными некоторые отдельные элементы, то рекомендуется дополнять чертеж, как правило, только частичными изображениями — дополнительными или местными видами, местными разрезами, сечениями или выносными элементами.
С целью сокращения количества изображений можно часть детали, находящуюся между глазом наблюдателя и секущей плоскостью, изображать штрих-пунктирной утолщенной линией непосредственно на разрезе («Линия наложенной проекции»), а также применять сложные разрезы или сечения.
Если в окончательно обработанных деталях требуется сохранение центровых гнезд (например, в валах электрических машин для возможности обработки коллектора как в производстве, так и в эксплуатации), то центровые гнезда изображаются на чертеже по ОСТ 3725 с указанием всех необходимых размеров. Если же наличие центровых гнезд в окончательно изготовленных деталях недопустимо, то в технических требованиях на чертеже делается надпись: Центровые гнезда не допускаются. Если наличие или отсутствие центровых гнезд конструктивно безразлично, то центровые гнезда на чертеже не изображаются и никакими примечаниями не оговариваются. Если в таких случаях центровые гнезда нужны по технологическим соображениям, то соответствующие указания о центровке и о размерах центровых гнезд даются только в технологической документации; при этом размеры центровых гнезд не дрлжны превышать нормальных размеров, рекомендованных стандартом для данных размеров детали.
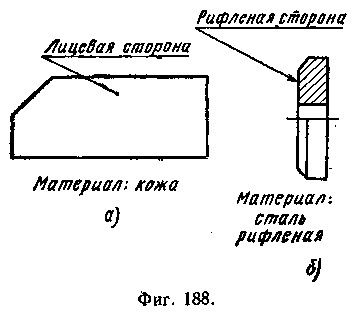
Детали, изготовленные из материала, имеющего лицевую и нелицевую стороны (кожа, некоторые ткани, рифленые стали и др.), как правило, вычерчиваются так, чтобы на главном изображении детали лицевая сторона материала была видимой. Детали из рифленой стали в виде исключения могут вычерчиваться на главном изображении так, чтобы рифленая (лицевая) сторона была невидимой, так как разметка таких деталей, каклгравило, производится с нелицевой стороны. Независимо от этого, если расположение лицевой стороны материала не является конструктивно безразличным, то на полке линии-выноски помещается надпись типа Лицевая сторона или в технических требованиях на чертеже должно быть указано, какая поверхность детали имеет лицевую сторону, например, Поверхность А должна иметь лицевую сторону материала. Указание о лицевой стороне на чертежах деталей практически необходимо в деталях несимметричных (фиг. 188, a), a также в случае, показанном на фиг. 188, б.
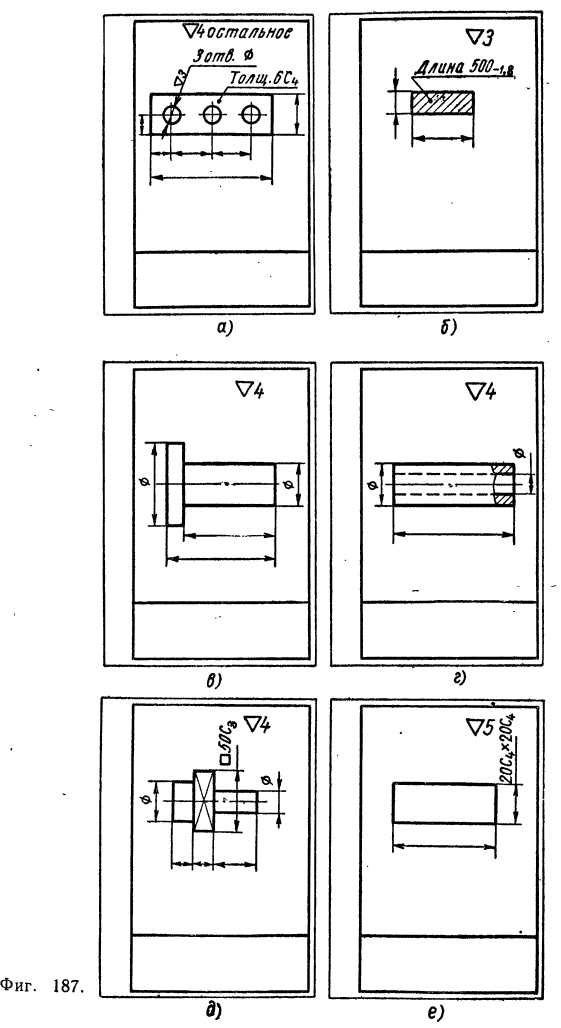

Рисунок 3 - Рабочий чертеж детали «Ніж жилувальний вовчка К7-ФВП-160 »
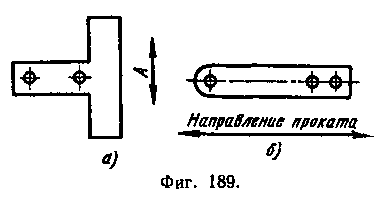
Если направление проката (для металлических деталей, изготовляемых из листа или ленты), направление основы (для деталей из текстильного материала) или направление слоев (для деталей из слоистых материалов типа гетийакс, текстолит и т. п.) не является безразличным, то в технических требованиях на чертеже это направление должно быть оговорено записью типа: Направление проката материала по стрелке А (фиг. 189, а) или Направление слоев материала параллельно плоскости А.
Допускается запись о направлении давать не в технических требованиях на чертеже, а непосредственно вблизи стрелки (фиг. 189, б) или на полке линии-выноски от стрелки.
Направление волокон, слоев, основы и проката следует указывать двухсторонней стрелкой (фиг. 189).