

Виды припусков:
Общим припуском на обработку называется слой металла, удаляемый с обрабатываемой поверхности в процессе выполнения всего процесса обработки с целью получения готовой детали.
Если в техпроцессе обработка одной поверхности проходит в несколько операций, то общий припуск делится на операционные припуски.
Е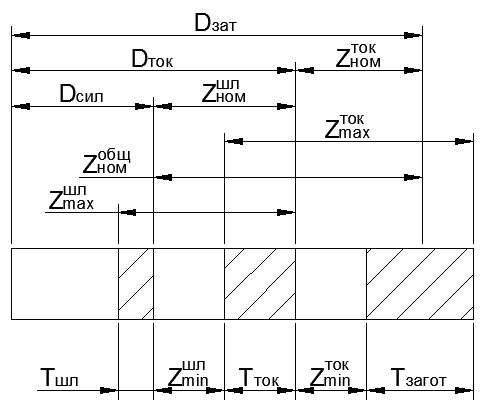 сли
операция включает в себя несколько
переходов или проходов, то операционных
припуск в этом случае будет равен сумме
промежуточных припусков на переходы
или проходы.
сли
операция включает в себя несколько
переходов или проходов, то операционных
припуск в этом случае будет равен сумме
промежуточных припусков на переходы
или проходы.
Схема расположения припусков (z) и допусков (T) на обработку поверхности вала за 2 операции: токарную и шлифовальную.
 – общий припуск
на обработку.
– общий припуск
на обработку.
 ,
,
 – операционные припуски на токарную
и шлифовальную операцию.
– операционные припуски на токарную
и шлифовальную операцию.
Согласно схеме
общий припуск на заготовку равен: 
Общий припуск на
обработку равен сумме отрезанных
припусков: 
Согласно схеме
максимальный припуск на обработку на
какой-то иной операции определяется
по формуле: 
Припуск – слой металла, имеющий номинальный размер и допуск на этот размер.
Номинальный
операционный припуск равен сумме
минимального припуска и допуска на
предыдущую операцию. 
Формулы показывают, что расширение допуска на предшествующих операциях неизбежно вызывает увеличение припуска для последующих операций, снижает их производительность, и наоборот, приуменьшении припуска на обработку для данной операции приходится повышать точность (уменьшать допуск) для предыдущей операции. В связи с этим при назначении операционных припусков и допусков следует принимать во внимание: 1. операционный припуск должен быть не слишком большим, чтобы не удорожать данную операцию за счет съема большого слоя металла, но и не слишком малым, чтобы не удорожать предыдущую операцию из-за повышения ее точности; 2. операционный допуск должен быть достаточно широким, чтобы данная операция легко выполнялась, но не слишком широким, т.к. увеличение допуска для данной операции вызывает увеличение припуска для последующих операций.
34. Факторы, влияющие на величину припуска.
На величину минимального припуска в общем случае влияет ряд факторов, которые можно объединить в три крупных, а минимальный припуск рассчитать по формуле:


 – слой
металла, который необходимо удалить с
поверхности для устранения неровностей
и дефективного поверхностного слоя
металла оставшихся после предыдущей
операции.
– слой
металла, который необходимо удалить с
поверхности для устранения неровностей
и дефективного поверхностного слоя
металла оставшихся после предыдущей
операции.
Для
тел вращения (двухсторонняя обработка)
 .
.
Для
односторонней обработки
 .
.
 – слой
металла, удаляемый с поверхности для
компенсации погрешности
формы и пространственных отклонений
в расположении обрабатываемых
поверхностей.
– слой
металла, удаляемый с поверхности для
компенсации погрешности
формы и пространственных отклонений
в расположении обрабатываемых
поверхностей.
 – слой
металла, удаляемый с поверхности для
компенсации погрешности
установки, т.к.
и
векторные величины имеют значение и
направление, то складываются они
геометрическим по
… квадратного
поля.
– слой
металла, удаляемый с поверхности для
компенсации погрешности
установки, т.к.
и
векторные величины имеют значение и
направление, то складываются они
геометрическим по
… квадратного
поля.
Составление
минимального припуска
 ,
,
 ,
и
приводится в справочниках для конкретных
условий обработки. Во всех случаях
минимальный припуск должен быть больше
толщены стружки которую может снять
режущий инструмент.
,
и
приводится в справочниках для конкретных
условий обработки. Во всех случаях
минимальный припуск должен быть больше
толщены стружки которую может снять
режущий инструмент.