

26. Принципы постоянства базы и совмещения баз. Закрепление деталей. Последовательность операций.
Максимальной точности обработки можно добиться в том случаи, когда весь процесс обработки всех поверхностей ведется от одной установочной базы с одного установа.
Принцип постоянства базы состоит в том, что для выполнения всех операций при обработке деталей используют одну и ту же базу.
Если по кор-ру обработки сделать этого нельзя, и необходимо принять новую базу, то в качестве ее выбирают такую поверхность, которая максимально точно по сравнению с поверхностями, оказывающими наибольшее влияние на работу детали в узле.
При выборе баз различного назначения нужно стремиться к тому, чтобы использовать одну и ту же поверхность в качестве различных баз: чтобы установочная база служила измерительной базой или еще лучше, в том числе и сборочной базой, в этом состоит принцип совмещения баз.
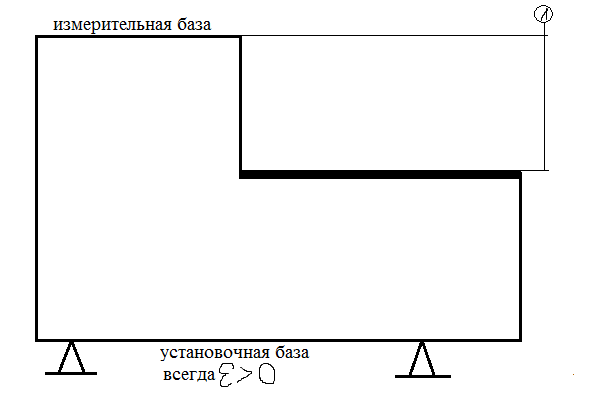

Размеры установочной базы должны обеспечивать неизменность положения заготовки при обработке, а так же надежное ее закрепление. На первых операциях в качестве установочной базы используют необработанные поверхности, поэтому выбирают такие, которые не имеют уклонов, облоя и др. грубых дефектов. Обработка заготовок на первой операции начинается с поверхностей, которые будут в дальнейшем служить чистовыми установочными базами.
После того, как обработана установочная поверхность, обрабатываются все остальные поверхности соблюдая определенную последовательность, при этом необходимо понимать, что обработка каждой последующей поверхности может исказить обработанные ранее поверхности из-за распределения внутренних напряжений, по этой причине на первых операциях тех процесса обрабатывают наименее точные поверхности или поверхности, под которыми могут быть скрытые дефекты в металле(шлак, поры, микротрещины и тд.)
После этого поверхности обрабатывают от менее точных, к наиболее точным, последней обрабатывают самую точную поверхность.
27. Способы установки деталей Правило шести точек.
При обработке на станках заготовка может быть установлена одним из следующих способов:
Установка заготовки непосредственно на столе станка или в универсальном приспособлении с выверкой его положения относительно рабочих органов станка и инструмента. Способ трудоемок, требует высокой квалификации рабочего и используется в единичном - среднештучном производстве.
Установка заготовки на столе станка по разметке. Разметкой называют нанесение на заготовку осей, линий, точек, определяющих положение обрабатываемых поверхностей. Разметка относительно неточна, требует высокой квалификации слесаря, от индивидуальных качеств которого значительно зависит точность. Используется при обработке крупногабаритных заготовок.
Установка заготовки в специальном приспособлении. Способ обеспечивает высокую точность установки всех заготовок при минимальной затрате времени. Широко применяется в крупносерийном и массовом производствах. Недостаток – высокая стоимость приспособления и высокая точность изготовления основных узлов (погрешность не больше 30% от допуска на размер этой операции).