10Разработка перехода
Решаемые задачи (основные)
Выбор инструмента
Определение режимов
Определение нормы времени
Инструмент
Основные свойства (определяемые в рамках САПР):
Вид
Материал (марка)
Геометрия
Вид инструмента: резец, фреза, сверло, зенкер, развертка, протяжка, абразивный инструмент (шлифовальные круги) и др.
Вид инструмента определяется видом обработки – для токарной – резец, для фрезерной – фреза и т.д.
Вид обработки определяется (в основном) ключевым словом, характеризующим действие, выполняемое в рамках перехода. Таким образом, определение вида инструмента может быть реализовано при помощи таблицы соответствия «действие перехода -> вид инструмента».
В ряде случаем вид инструмента нуждается в уточнении. Например, резец - проходной, отрезной, расточной и т.д., фреза – цилиндрическая, торцевая и т.д.
В общем случае ключевое слово и наименование объекта позволяет определить вид инструмента и даже разновидность. Например, для того, чтобы «подрезать торец» необходим инструмент «резец», разновидность – подрезной.
В некоторых случаях необходимо уточнение объекта. Например, «фрезеровать паз» - необходимо уточнить каков паз. В зависимости от этого его можно сделать фрезой концевая или дисковой.
Иногда один и тот же КТЭ может быть обработан различными инструментами. например, плоскость можно фрезеровать торцовой фрезой, цилиндрической, протяжкой или строганием. В таких многозначных случаях вид инструмента определяется совместно с другими свойствами переходов и операции в целом. Подобная многозначность эффективно преодолевается многовариантностью.
Марка материала:
быстрорежущая сталь ‑ У7, У8, У10, У12, Р6М5К5, Р6М5Ф2К8, Р9, Р9М4К8, Р18.
твердый сплав
вольфрамосодержащие ‑ ВК2, ВК3,ВК3М, ВК4В, ВК6М, ВК6 …
титановольфрамосодержащие ‑ Т30К4, Т15К6, Т14К8, Т5К10, Т5К12В.
титанотанталовольфрамовые — ТТ7К12, ТТ10К8Б
Вид обработки |
Обрабатываемый материалл |
||||
Углеродистая, легированная |
Закаленная |
Титан и сплавы |
Чугун |
Цветные металлы и сплавы |
|
Черновая, корка |
Т5К10, Т5К12, ВК4, ВК8 |
- |
ВК4, ВК8 |
ВК4, ВК6, ВК8 |
ВК4, ВК6, ВК8 |
Чистовая, получистовая |
Т15К6, Т5К10, Т30К4, ВК3, ВК6, ВК8 |
Т15К6, Т5К10, Т30К4, ВК4, ВК6, ВК8 |
ВК4 |
ВК3, ВК4, ВК6 |
ВК3, ВК4 |
Отрезание, точение канавок |
Т15К6, Т5К10, Р18 |
ВК4 |
ВК4, ВК8 |
ВК4, ВК6, ВК8 |
ВК3, ВК4 |
фрезерование |
Р6М5, Т15К6, Т14К8 |
Т30К4, Т15К6, ВК6, ВК8 |
ВК4, ВК6, ВК8 |
Р6М5, ВК6, 9ХС, Р18 |
Р6М5, Р18, ВК6, ВК4 |
Сверление |
Т5К12, ВК8, Т15К6 |
|
ВК8 |
Р6М5, ВК6, 9ХС |
Р6М5, ВК4, ВК6 |
Зенкерование |
Т5К10, ВК8, Р6М5 |
ВК4, ВК6, ВК8 |
ВК3, ВК4, ВК6 |
ВК3, ВК4, ВК6 |
ВК3, ВК4, |
То есть, марка материала инструмента = F (условия/вид обработки, обрабатываемый материал). Функция F задается перечислением.
Геометрия ‑ геометрические параметры инструмента:
передний угол, главный задний угол, угол заострения, главный угол в плане, вспомогательный угол в плане, задний вспомогательный угол в плане.

Рисунок 10.9
Таким образом, выход процедуры «выбор инструмента» - код вида инструмента, марка материала, углы режущей части
Режимы резания: глубина t, подача S, скорость, V.
Глубина резания определяется припуском, который был определен еще на этапе принципиальной схемы.
Подача. Основной фактор – шероховатость. При этом учитываются некоторые геометрические параметры инструмента, но тоже влияющие в конечном итоге на шероховатость
Параметр шероховатости поверхности |
Радиус при вершине резца, мм |
|||||
Ra |
0,4 |
0,8 |
1,2 |
1,6 |
2,0 |
2,4 |
0,63 |
0,07 |
0,10 |
0,12 |
0,14 |
0,15 |
0,17 |
1,25 |
0,10 |
0,13 |
0,165 |
0,19 |
0,21 |
0,23 |
2,5 |
0,144 |
0,20 |
0,246 |
0,29 |
0,32 |
0,35 |
Кроме того, учитываются диаметр резания, D, глубина резания, t, а также ряд поправочных коэффициентов, учитывающих вид обработки, обрабатываемый материал, обрабатывающий инструмент (и материал, и геометрию), способ закрепления заготовки.
S = S (Ra, r, D, t, вид обработки, обрабатываемый мат., способ закрепления)
Подачи даны для обработки материалов с S=700 - 900 МПа; для материалов с Sв=500-700 МПа значения подач умножать на коэффициент Ks=0,45; для материалов с Sв=900 - 1100 МПа - на Ks=1,25.
Выбранное значение подачи необходимо скорректировать с учетом прочности инструмента:
Толщина пластины, мм |
Глубина резания, мм, не более |
|||
4 |
7 |
13 |
22 |
|
4 |
1.3 |
1.1 |
0.9 |
0.8 |
6 |
2.6 |
2.2 |
1.8 |
1.5 |
8 |
4.2 |
3.6 |
3.6 |
2.5 |
10 |
6.1 |
5.1 |
4.2 |
3.6 |
Скорость резания, V
Скорость резания, допускаемую режущими
свойствами инструмента, рассчитываем
по эмпирической формуле:
где
![]() ‑ коэффициент, учитывающий условия
обработки, m, x, y - показатели степени.
Определяются как функция от (этап
обработки, обрабатываемый материал,
диапазон подач);
‑ коэффициент, учитывающий условия
обработки, m, x, y - показатели степени.
Определяются как функция от (этап
обработки, обрабатываемый материал,
диапазон подач);
Т - период стойкости инструмента;
t - глубина резания;
S - подача;
KV - коэффициент, учитывающий измененные условия обработки.
Коэффициент KV является произведение коэффициентов, учитывающих влияние материала заготовки Км, состояние поверхности Кп, материала инструмента Ки, углов в плане резцов Кφ, Кφ1 и радиуса при вершине резца Кr.
Скорость резания (главного движения), V. Определяется как функция от скорости подачи, S, стойкости инструмента, Т, глубины резания, t, а также ряда поправочных коэффициентов, учитывающих свойства обрабатываемого материала, материал и геометрию инструмента.
Стойкость инструмента – время его работы, чистое. Это экономический параметр, который задается, а не определяется. Инструмент время от времени надо менять. Замена – это остановка оборудования. Желательно, чтобы этих остановок было поменьше. Кроме того, следует стремиться к тому, чтобы эти остановки совпадали на большинстве переходов и даже операций.
Скорость обеспечивается вращением шпинделя, которое, в свою очередь, регулируется частотой вращения n. Эта частота должна быть такова, чтобы получающаяся скорость была не выше расчетной
![]()
Приравнивая два выражения, получаем условие, которому должны удовлетворять частота вращения и скорость:

Выбранные режимы должны быть скорректированы по жесткости и прочности инструмента, механизмов станка, заготовки, мощность резания не должна превышать мощности выбранного станка и т.д.
Мощность резания:

Мощность резания должна быть меньше мощности привода главного движения станка с учетом КПД:
![]()

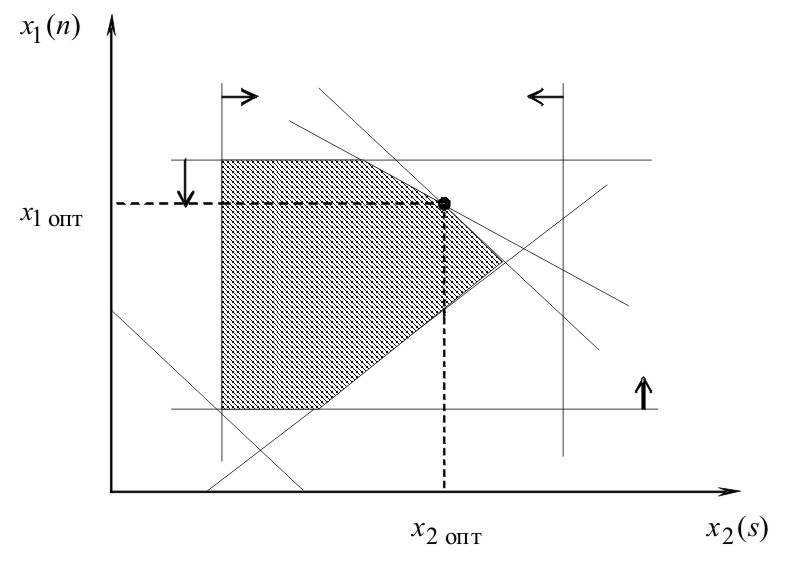
Используя формулы для определения предела прочности, максимальной нагрузки по жесткости резца, заготовки, прочности механизмов подач, шероховатости, можно получить остальные выражения технического ограничения в виде:
![]()
Кроме того, частота вращения шпинделя должна быть в некотором диапазоне:

Оценочная функция f0 = max(n×s).
Определение режимов резания можно свести к задаче линейного программирования.
Линеаризация

![]()
![]()