


Зміст
Вступ…………………………………………………………………………..........Розділ 1 Основні відомості про лиття у піщано-глинисту форму…………….
1.1 Загальна характеристика деталі та виливка…………………………………..
1.2 Обґрунтування вибору способу лиття у піщано-глинисту форму та стисла технологія ливарної форми………………………………………………………..
Розділ 2 Технологія одержання виливка у піщано-глинистій формі,
формування та складання ливарної форми………………………………………
2.1 Характеристика ливарної форми, обладнання для її виготовлення……………………………………………………………………....
Характеристика формувальних та стрижневих сумішей……………………
Технологія одержання виливка піщано-глинистій формі (формування та складання ливарної форм, температурні параметри нагріву металу для заливання фоми)……………………………………………………………………
Висновок……………………………………………………………………………
Список використаної літератури………………………………………………….
Додатки
Вступ
.
Сутность процесів ливарного виробництва є лиття, при якому виготовляють фасонні заготовки деталей шляхом заливки розплавленого металу в заздалегідь приготовану ливарну форму, порожнина якої має конфігурацію заготовки деталі. Після затвердіння й охолодження металу в формі отримують виливок-заготовку деталі.
Основним завданням ливарного виробництва є виготовлення ливарних сплавів виливків, що мають різноманітну конфігурацію з максимальним наближенням їх форми і розмірів до форми і розмірів деталі (при литті неможливо отримати виливок, форма і розміри якої відповідає формі і розмірам деталі).
Інструментом ливарного виробництва є ливарна форма пристосування утворить робочу порожнину, при заливці якої розплавленим металом і після охолодження отримують виливок.
За ступенем використання форми ділять на: разові; напівпостійні; постійні;
Разові форми служать для виготовлення тільки одного відливання і виготовляють їх із кварцового піску.
Напівпостійні форми - це форми в яких отримують кілька виливків (до 10-20), такі форми виготовляють з кераміки.
Постійні форми - форми, в яких отримують від кількох десятків до декількох сотень тисяч виливків. Такі форми виготовляють звичайно з чавуну або сталі.
Різні за формою, розмірами і точності виливки з різних сплавівнеможливо найбільш економічно отримати одним і тим же способом.
1 Основні відомості про лиття у піщано-глинисту форму
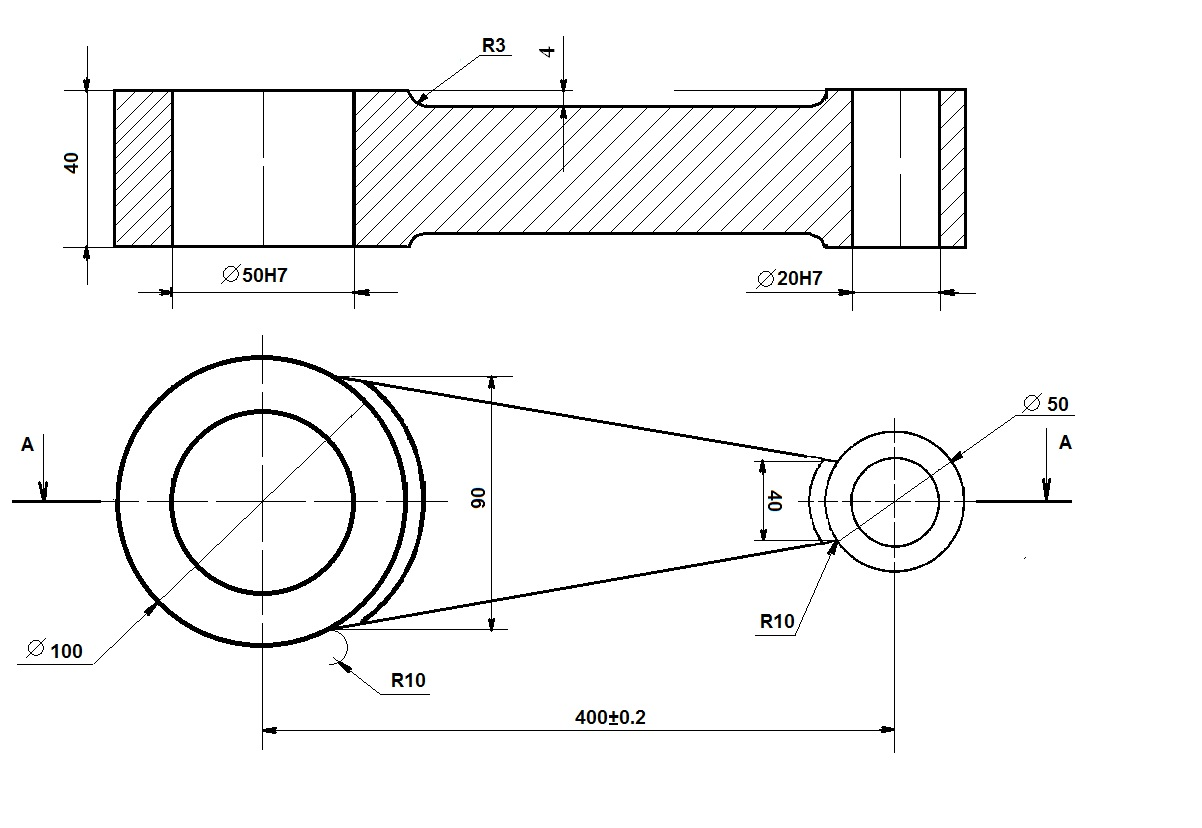
1.1 Загальна характеристика деталі та виливка
У даній курсовій роботі для одержання деталі шатуна марки 40ХН2МА обирається спосіб лиття у піщано-глинисту форму ( у разову піщано-глинисту форму).
Шатун (гонок) — деталь, розташована між поршнем і колінчастим валом або кривошипом у кривошипно-шатунних механізмах. Зважаючи на наявність обмеженого простору усередині поршня, кінець, у який вставляється поршневий палець, менший, ніж той, що під'єднується до колінчастого вала, і ці кінці називаються верхньою (поршневою) і нижньою (кривошипною) головками шатуна, відповідно Тіло шатуна зазвичай має Н-подібний перетин, який забезпечує максимально можливий опір бічному згинанню, при мінімальній масі шатуна.
Нижня
головка шатуна може бути цілісною (така
конструкція використовується в тому
випадку, якщо сам колінчастий
вал має
розбірну конструкцію) і розбірною із
знімною частиною, що має назву - кришка
нижньої головки шатуна.
Заготовки
шатунів отримують
штампуванням в
закритих штампах. Вони можуть бути
відштамповані разом з кришкою або
окремо, як самостійні деталі. Заготовки
шатунів із розбірною нижньою голівкою
штампуються зазвичай із напівотвором
у нижній голівці. Кришка
шатуна штампується окремо. Інколи шатун
штампується заодно з кришкою, котра у
подальшому відрізається.
Шатуни
в більшості виготовляють із сталі 40Х
та 40ХН.
Ливарне виробництво , одна з галузей промисловості, продукцією якої є відливання, отримувані в ливарних формах при заповненні їх рідким сплавом. Методами литва виготовляється в середньому близько 40% (по масі) заготовок деталей машин, а в деяких галузях машинобудування, наприклад у верстатобудуванні, доля литих виробів складає 80%. Зі всіх вироблюваних литих заготовок машинобудування споживає приблизно 70%, металургійна промисловість — 20%, виробництво санітарно-технічного устаткування — 10%. Литі деталі використовують в металообробних верстатах, двигунах внутрішнього згорання, компресорах, насосах, електродвигунах, парових і гідравлічних турбінах, прокатних станах, з.-х.(сільськогосподарський) машинах автомобілях, тракторах, локомотивах, вагонах. Значний об'єм литих виробів, особливо з кольорових сплавів, споживають авіація, оборонна промисловість, приладобудування. Л. п. поставляє також водопровідні і каналізаційні труби, ванни, радіатори, опалювальні казани, пічну арматуру і ін. Широке вживання відливань пояснюється тим, що їх форму легко наблизити до конфігурації готових виробів, чим форму заготовок, вироблюваних ін. способами, наприклад ковкою. Литвом можна отримати заготовки різної складності з невеликими пріпуськамі, що зменшує витрату металу, скорочує витрати на механічну обробку і, кінець кінцем, знижує собівартість виробів. Литвом можуть бути виготовлені вироби практично будь-якої маси — від декількох г до сотень т, із стінками завтовшки від десятих доль мм до декількох м. Основні сплави, з яких виготовляють відливання: сірий, ковкий і легований чавун (до 75% всіх відливок по масі), вуглецеві і леговані стали (понад 20%) і кольорові сплави (мідні, алюмінієві, цинкові і магнієві). Сфера застосування литих деталей безперервно розширюється.
Ливарні властивості сплавів На всі сплави однаково легко заповнюють ливарну форму. Це залежить від ливарних властивостей сплавів. До основних ливарних властивостей сплавів відноситься:
текучість;
усадка;
ліквація.
Текучість – це властивість сплаву текти по ливарній формі, легко заповнювати всі порожнини і утворювати чітку якісну відливку. Текучість залежить від таких факторів:
хімічного складу сплаву;
від температури заливки сплаву в форму;
від стану ливарної форми.
Усадка – це властивість сплаву (відливки) зменшуватись в об’ємі при охолодженні. Усадка відливки приводить до:
виникнення усадочної раковини;
виникнення мікро тріщин на поверхні відливки;
пористості відливки.
Усадочна раковина – це заглиблення у верхній частині відливки, яка утворюється при кристалізації. Щоб усадочна раковина не привела до браку відливки, то усадочну раковину необхідно розташувати над відливкою. Для цього у ливарній формі передбачений випор. Ліквація – це неоднорідність хімічного складу по товщині відливки. Її можна зменшити довготривалим відпалюванням. Вона приводить до зниження механічних властивостей відливки.
Сплав 40ХН2МА застосовується для виготовлення суцільнокатаних кілець , колінчастих валів , клапанів , шатунів , кришок шатунів , відповідальних болтів та інших кріпильних деталей , спеціального кріплення , шестернею , кулачкових муфт , дисків та інших важконавантажених деталей , для виробництва валків для холодної прокатки металів , для виготовлення деталей трубопровідної арматури , деталей авіабудування ( валів ротора , колінчастих валів , валів редуктора , шатунів двигуна повітряного охолодження , відповідальних болтів , шпильок , деталей гвинта , масивних і силових деталей РД) , що працюють при температурі до +500 °. Примітка Сталь конструкційна високоякісна хромонікельмолібденових .
Сталь 40ХН2МА порівняно зі сталлю 18ХНВА менш легирована , але містить більше вуглецю і нечутлива до відпускної крихкості.
Хімічний склад сплаву 40ХН2МА
С |
Cr |
Cu |
Mn |
Mo |
Ni |
S |
Si |
0,37-0,44 |
0,6-0,9 |
≤ 0,30 |
0,5-0,8 |
0,15-0,25 |
1,25-1,65 |
≤ 0,025 |
17-0,37 |
Таблиця 2 - Фізичні характеристики стали 12Х2Н4А
Температура |
Модуль пружності |
Коефіцієнт теплопровідності |
Коефіцієнт теплоємності |
Густина |
Т, °С |
МПа |
(І, Вт/(м °С) |
(С, Дж / (кг · ° С) |
кг/м3 |
20 |
215 |
39 |
|
7850 |
100 |
211 |
38 |
490 |
|
200-300 |
201-190 |
37-37 |
506-522 |
|
400-500 |
177-173 |
35-33 |
536 |
|
600-700 |
|
31-29 |
565 |
|
800 |
|
127 |
|
|
Технічні умови шатуна:
поверхня повинна відповідати твердості 240-285НВ;
задирки, дефекти і забоїни не допускаються;
заготівлі обов’язково очищають від окалин;
зсув осі отвору щодо деталі не повинен перевищувати 1,5 мм