

Грузоподъёмное устройство
Так как масса детали составляет больше 8 кг, для обслуживания рабочих мест необходимо применение грузоподъёмного устройства.
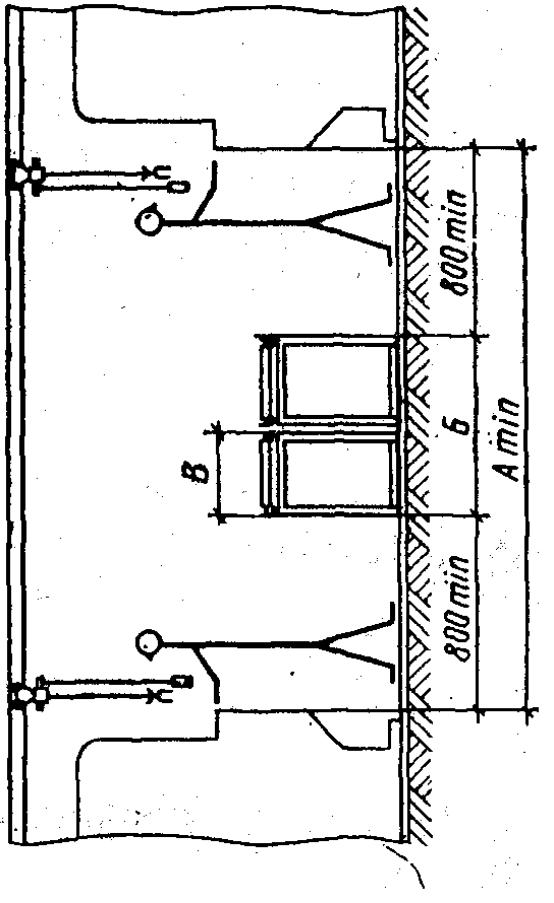
При поточной форме производства и небольшой массе и габаритах изготавливаемой детали, наиболее рационально использовать консольные краны (с электоталью). Грузоподъёмность составляет 0,25…3 т. Высота подъёма до 6 м. Вылет стрелы 3…6 м. Среднее время крановой операции 1 мин.
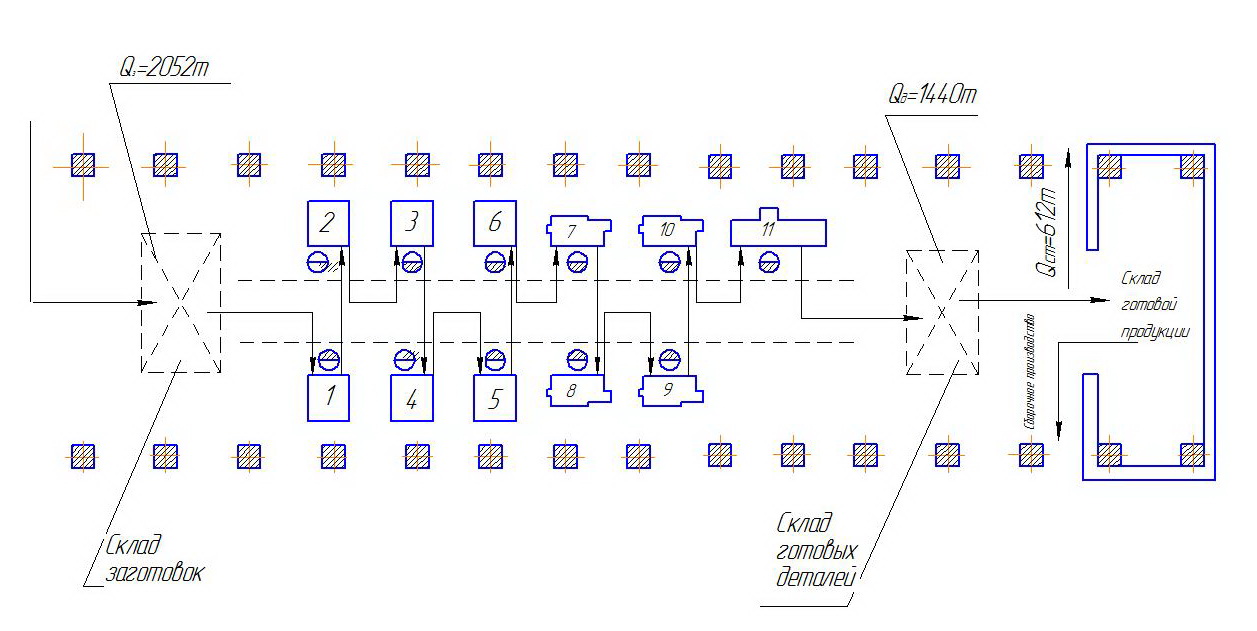
Представим схему движения грузопотока:
Проектирование системы уборки стружки
Рассчитаем количество стружки получаемое за час на поточной линии:
![]()
Где qс – выход стружки в кг/час;
Qз – масса заготовки 17,1 кг;
Qд – масса детали 12 кг;
N – годовой выпуск 120000 шт в год;
Fэ – эффективный годовой фонд времени оборудования 4015 час.
Подставив в формулу известные величины, получим:
![]()
Исходя из полученого значения массы получаемой стружки, целесообразно применение механизированной системы уборки стружки (М).
При такой системе уборки, стружку собирают у станков в тару и доставляют в отделение её сбора и переработки.
Так как на участке большинство станков – фрезерные (а так же один протяжной станок), то будет образовываться преимущественно стружка группы 1 - элементообразная (мелкая крошка, кусочки, высечка). Но в то же время количество сверлильных станков, так же значительно, поэтому элементообразная стружка 2-й группы имеет значительный объём.
Зная группу получаемой стружки (1 и 2), в качестве транспорта для перемещения стружки, принимаем скребковый конвеер.
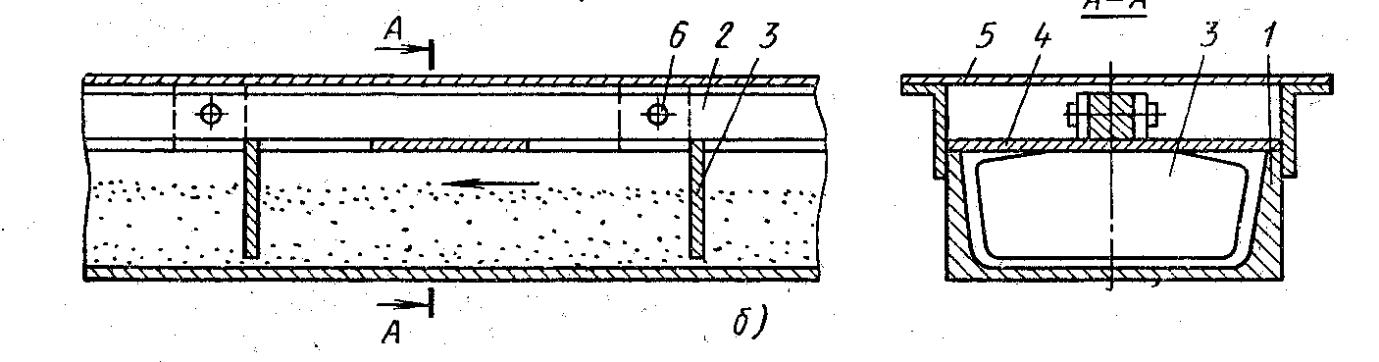
Данный ковер состоит из желоба 1, штанки 2 с шарнирно-закреплёнными на ней скребками 3, направляющей планки 4 и крышки 5. При движении штанги в направлении стрелки скребки, упираясь своей тыльной стороной в штангу, занимают вертикальное положение и перемещают (сдвигают) лежащую впереди стружку.
Малые поперечные размеры, позволяют размещать скребковые конвееры между станками и вдоль линии станков, а так же легко заглублять их в полу, что позволяет производить перемещение стружки через проезды и проходы, не загромождая их.
Проектирование вспомогательных отделений
7.1 Проектирование складского хозяйства
Складское хозяйство состоит из комплекса складов разного функционального назначения. Непосредственно в цехе целесообразнее всего размещать площадки для хранения минимального запаса (2 – 3 дня) заготовок. Эти площадки устанавливают в каждом пролёте в начале станочного отделения.
Размеры площадок для складирования заготовок:
![]()
где, t – время хранения деталей на складе, t=3 дня (2. табл. 2.8 с. 31);
g – допускаемая
загруженность пола,g=3![]() ;
;
k – коэффициент использования площади, k=0,4;
Д – число рабочих дней в году, 253 дня;
Qз - масса заготовок, обрабатываемых на участке в течение года, определяется по формуле:
![]()
где N – программа выпуска деталей, N=120000шт;
Gз – масса заготовки, 17,1 кг;
Подставив в уравнение известные величины, получим:
![]()
![]()
Площадь участка для складирования готовых деталей:
![]() ;
;
где t – время хранения деталей на складе, t=3 дня (2. табл. 2.8 с. 31);
g – допускаемая загруженность пола,g=3 ;
k – коэффициент использования площади, k=0,4;
Qд - масса готовых деталей, обрабатываемых на учатске в течении года: определяется по формуле:
![]()
где Gд – масса готовой детали, 12 кг; подставив ранее найденные значения в формулу, получим:
![]()
![]()
Площадь склада готовой продукции:
![]() ,
,
Где Q - масса всех готовых деталей обрабатываемых в цеху в течении года. Принимаем Q= 7200 т.
Подставим необходимые значения в формулу и получим:
![]()
Размещается склад готовой продукции в конце цеха смежного с контрольным отделением. Ограждается металлическими сетками.