

Министерство образования Нижегородской области
Государственное бюджетное образовательное учреждение
среднего профессионального образования
«Выксунский металлургический колледж»
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
по дисциплине: «Экономика организации»
Пример расчета тема: «Технико-экономическое обоснование выбора варианта технологического процесса изготовления детали втулка»
Подготовила: преподаватель
Горячева И.В.
Выкса 2014
Содержание
1. Введение.
2. Обоснование совершенствования технологии
3. Обоснование и характеристика типа производства. Определение потребности в оборудовании.
4. Проект производственного участка
5. Экономическое обоснование технических решений предлагаемых в проекте
6. Расчет удельных капитальных вложений
7. Расчет технологической себестоимости
8. Расчет удельных приведенных затрат и выбор варианта
9. Расчет годового экономического эффекта
10. Технико-экономические показатели проекта
11. Выводы и рекомендации
12. Список литературы
1. Введение
Основой проектирования технологических процессов являются те требования, которым должна удовлетворять готовая деталь и которые вытекают из ее назначения и условий работы.
Эти требования могут быть удовлетворены (выполнены) разными путями, поскольку современный рынок предлагает широкий выбор различного оборудования, приспособлений, инструмента, а также технолог может применить различные варианты изготовления и обработки детали, в одинаковой степени обеспечивающие выполнение поставленных требований, т.е. одна задача может иметь больше чем одно технологическое решение.
Отсюда возникает необходимость выбрать такой вариант технологического решения, который позволил бы добиться нужного результата в наиболее короткие сроки, с наименьшими затратами материала, труда и средств, т.е. экономически наиболее целесообразный.
Целью данной курсовой работы является выбор оптимального варианта из нескольких рассматриваемых и расчет годового экономического эффекта от принятого к внедрению варианта техпроцесса.
Основными направлениями совершенствования техпроцесса являются:
1) Замена метода обработки той или иной поверхности детали, что влечет за собой замену оборудования и инструмента;
2) Замена универсального оборудования универсальным с учетом типа производства;
3) Концентрация операций с использованием станков с ЧПУ и обрабатывающий центр;
4) Замена приспособлений и инструмента на более прогрессивный.
В данном курсовом проекте выбираем четвертое направление совершенствования: замена инструмента на более прогрессивный.
А именно, меняется оборудование для отрезной операции, а также используется другой инструмент-резец из минералокерамики.
Варианты техпроцесса сопоставимы, т.к. не отличаются номенклатурой выпускаемой продукции, объемом выпуска, при этом обеспечивается достижение одинакового качества продукции, условий и степени безопасности труда. В курсовом проекте используются данные одинаковой степени достоверности, одинаковые методы расчета и точность расчетов.
Обоснование совершенствования технологии
Для сравнения предлагается принять технологический процесс изготовления втулки. Предлагается заменить метод отрезания заготовки, что влечет за собой замену оборудования и режущего инструмента на отрезной операции, а именно использование абразивно-отрезного станка 8Т222У вместо отрезного круглопильного станка 8641. Помимо этого, предлагается использовать другой инструмент на всех последующих операциях (резец проходной упорный Т15К6 ГОСТ 188790-73 заменяем на резец из минералокерамики ВОК-71).
Перед нами возникает необходимость выбрать такой вариант технологического решения, который позволил бы добиться нужного результата в наиболее короткие сроки, с наименьшими затратами материала, труда и средств, т.е. экономически более целесообразный.
Правильно выбрать вариант технического решения задачи можно только в том случае, когда сравниваемые варианты сопоставимы.
Сравниваемые варианты считаются сопоставимыми, если не отличаются составом (номенклатурой) выпускаемой продукции, объемом выпуска и сроками получения, при этом обеспечивается обеспечение одинакового качества продукции, условий и степени безопасности труда.
В таблицах 1 и 2 представлены варианты технологического процесса механической обработки втулки для базового и проектного варианта соответственно.
Втулка — деталь машины, механизма, прибора цилиндрической или конической формы (с осевой симметрией), имеющая осевое отверстие, в которое входит сопрягаемая деталь.
В зависимости от назначения применяют втулки подшипниковые, закрепительные, переходные и др.
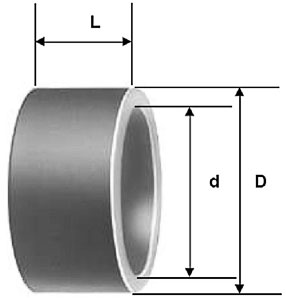
Рис.1. Втулка.
Базовый вариант технологического процесса механической обработки втулки
Таблица 1
Базовый вариант: заготовка труба 42*5; L=38-0,5
Труба
005 Отрезная Оборудование: отрезной круглопильный 8641 Т0=0.04 мин, Тшт-к=0,448 |
||||||||||||||
N |
Переход |
D или В |
L (мм) |
I (мм) |
S (мм/об) |
N (об/мин) |
V (м/мин) |
Оснастка |
Т0 (мин) |
|||||
1 |
Установить трубу, закрепить |
|
|
|
|
|
|
Тиски ГОСТ 6886-71 |
|
|||||
2 |
Отрезать заготовку, выдерживая размер 38(-0.5) |
42 |
38 |
1 |
35
|
30,3 |
4 |
Пила сегментная дисковая |
0,04 |
|||||
3 |
Снять деталь |
|
|
|
|
|
|
|
|
|||||
010 Токарная Оборудование: токарный станок 1И611П Т0=0,774 Тшт-к=2,47 |
||||||||||||||
N |
Переход |
D или В |
L (мм) |
I |
S (мм/об) |
N (об/мин) |
V (м/мин) |
Оснастка |
Т0 (мин) |
|||||
1 |
Установить деталь, закрепить |
|
|
|
|
|
|
Патрон 7100-0005 ГОСТ 2675-80 Патрон 7100-0005 ГОСТ 2675-80 |
|
|||||
2 |
Подрезать торцы с переустановкой в размер 37-0,3 |
42 |
37 |
1 |
0,21 |
2100 |
280 |
Резец проходной упорный Т15К6 ГОСТ 18879-73 |
0,055 |
|||||
3 |
Расточить отверстие D 34,5+0.1 |
34,5 |
37 |
1 |
0,08 |
1000 |
100 |
Резец проходной упорный Т15К6 ГОСТ 18879-73 |
0,51 |
|||||
4 |
Притупить острые кромки |
|
|
|
|
|
|
Напильник 2820-0012 ГОСТ 1465-80 |
0,072 |
|||||
5 |
Промывка |
|
|
|
|
|
|
|
|
|||||
6 |
Термообработка цементация, глубина h 0,7..0,9 |
|
|
|
|
|
|
|
|
|||||
7 |
Подрезать торцы с переустановкой в размер 34,5-0,2 |
42 |
34,5 |
1 |
0,21 |
2100 |
280 |
Резец проходной упорный Т15К6 ГОСТ 18879-73 |
0,055 |
|||||
8 |
Точить фаску 2±0,2, выдерживая угол 10º±1º |
42 |
2 |
1 |
0,21 |
2100 |
280 |
Резец 2103-0017, Т15К6 ГОСТ18879-73 |
0,01 |
|||||
9 |
Притупить острые кромки |
|
|
|
|
|
|
Напильник 2820-0012 ГОСТ 1465-80 |
0,072 |
|||||
10 |
Промывка |
|
|
|
|
|
|
|
|
|||||
015 Шлифовальная Оборудование: станок круглошлифовальный 3У12АФ11 Т0=0,14 мин, Тшт-к=1,08 |
||||||||||||||
N |
Переход |
D или В |
L (мм) |
I (мм) |
S (мм/об) |
N (об/мин) |
V (м/мин) |
Оснастка |
Т0(мин) |
|||||
1 |
Установить пруток, закрепить |
|
|
|
|
|
|
Оправка ЦК 7113-6557-01 |
|
|||||
2 |
Шлифовать диаметр 40(+0,119;+0,089) технологически |
40 |
34,5 |
2 |
0,45 |
1200 |
35 |
Круг 400*40*127 25 А 16СТ1 К1 ГОСТ 2424-83 |
0,14 |
|||||
3 |
Снять деталь |
|
|
|
|
|
|
|
|
|||||
Проектный вариант технологического процесса механической обработки втулки
Таблица 2
Проектный вариант: заготовка труба 42*5; L=38-0,5 Труба 005 Отрезная Оборудование: 8Т222У Т0=0.008 мин, Тшт-к=0.423 |
|
|||||||||||||||||||||||||
N |
Переход |
D или В |
L (мм) |
I (мм) |
S (мм/об) |
N (об/мин) |
V (м/мин) |
Оснастка |
Т0 (мин) |
|
||||||||||||||||
1 |
Установить трубу, закрепить |
|
|
|
|
|
|
Тиски ГОСТ 6886-71 |
|
|
||||||||||||||||
2 |
Отрезать заготовку, выдерживая размер 38(-0.5) |
42 |
38 |
1 |
40 |
130 |
17 |
Диск отрезной армированный |
0,008 |
|
||||||||||||||||
3 |
Снять деталь |
|
|
|
|
|
|
|
|
|
||||||||||||||||
010 Токарная Оборудование: токарный станок 1И611П Т0=0,295Тшт-к=1,9 |
|
|||||||||||||||||||||||||
N |
Переход |
D или В |
L (мм) |
I |
S (мм/об) |
N (об/мин) |
V (м/мин) |
Оснастка |
Т0 (мин) |
|||||||||||||||||
1 |
Установить деталь,закрепить |
|
|
|
|
|
|
Патрон 7100-0005 ГОСТ 2675-80 |
|
|||||||||||||||||
2 |
Подрезать торцы с переустановкой в размер 37-0,3 |
42 |
37 |
1 |
0,3 |
2500 |
400 |
Резец минерало-керамика ВОК-71 ГОСТ 18879-73 |
0,028 |
|||||||||||||||||
5 |
Расточить отверстие D 34,5+0.1 |
34,5 |
37 |
1 |
0,2 |
2000 |
300 |
Резец минерало-керамика ВОК-71 ГОСТ 18879-73 |
0,092 |
|||||||||||||||||
3 |
Притупить острые кромки |
|
|
|
|
|
|
напильник 2820-0012 ГОСТ 1465-80 |
0,072 |
|||||||||||||||||
4 |
Промывка |
|
|
|
|
|
|
|
|
|||||||||||||||||
5 |
Термообработка цементация, глубина h 0,7..0,9 |
|
|
|
|
|
|
|
|
|||||||||||||||||
6 |
Подрезать торцы с переустановкой в размер 34,5-0,2 |
42 |
37 |
1 |
0,3 |
2500 |
400 |
Резец минералокерамика ВОК-71 ГОСТ 18879-73 |
0,028 |
|||||||||||||||||
7 |
Точить фаску 2±0,2, выдерживая угол 10º±1º |
42 |
2 |
1 |
0,3 |
2500 |
400 |
Резец минералокерамика ВОК-71 ГОСТ 18879-73 |
0,003 |
|||||||||||||||||
8 |
Притупить острые кромки |
|
|
|
|
|
|
Напильник 2820-0012 ГОСТ 1465-80 |
0,072 |
|||||||||||||||||
9 |
Промывка |
|
|
|
|
|
|
|
|
|||||||||||||||||
015 Шлифовальная Оборудование: станок круглошлифовальный 3У12АФ11 Т0=0,14 мин, Тшт-к=1,08 |
|
|||||||||||||||||||||||||
N |
Переход |
D или В |
L(мм) |
I (мм) |
S (мм/об) |
N (об/мин) |
V (м/мин) |
Оснастка |
Т0(мин) |
|
||||||||||||||||
1 |
Установить пруток, закрепить |
|
|
|
|
|
|
Оправка ЦК 7113-6557-01 |
|
|
||||||||||||||||
2 |
Шлифовать диаметр 40(+0,119;+0,089) технологически |
40 |
34,5 |
2 |
0,45
|
1200 |
35 |
круг 400*40*127 25 А 16СТ1 К1 ГОСТ 2424-83 |
0,14 |
|
||||||||||||||||
3 |
Снять деталь |
|
|
|
|
|
|
|
|
|
||||||||||||||||
Основное время по операциям Т0, мин
Таблица 2.1
перация |
Базовый вариант |
Проектный вариант |
Отрезная |
0,04 |
0,008 |
Токарная |
0,774 |
0,295 |
Шлифовальная |
0,14 |
|
Технологический процесс обработки детали по базовому варианту
Таблица 3
Шифр операции |
Наименование операции |
Наименование и модель оборудования |
Наименование применяемой оснастки |
Время, мин |
Разряд работы |
||
tосн |
tп-з. |
tшт |
|||||
005 |
Отрезная |
Отрезной круглопильный 8641 |
Пила сегментная дисковая |
0,04 |
19 |
0,43 |
3 |
010 |
Токарная |
Токарный станок 1И611П.
|
Резец проходной упорный Т15К6 ГОСТ 18879-73 |
0,774 |
14 |
2,4 |
4 |
В рамках курсовой работы экономическое обоснование техпроцесса сводится к сравнению и выбору в результате экономического расчета по существенно измененным операциям, по которым и дается характеристика в виде таблиц (таблица 3,4).