35.Сутність процесу пресування, його види та переваги і недоліки.
Пресування - цепроцесобробкиматеріалівзовнішнімтиском, піддієюякоговідбуваєтьсязмінаїхвластивостей. Пресуваннявикористовується як для створенняоднорідних систем, так і для їхрозділення. Розрізняютьтаківидипресування: відтискання, формування (штампування), власнепресування (брикетування), екструзія.
Відтискання - цепроцесвідділеннярідинивідволого-місткихпродуктів. Використовується для відділеннярідин як більшцінного компонента (отриманнясоків), так і меншцінного (відділеннясироваткивідсиру). Формування (штампування) - цепроцеснадання продукту певноїгеометричноїформи. Власнепресування (брикетування) - цепроцес, призначений для ущільненнясипкихпродуктівабо будь-якихрозрізненихчастинокущільненіагрегати з допомогоюзв'язуючихрідин та відповідноготиску. Екструзція - цепроцеспротисканняматеріалукрізьпрофілювальніголівки за відповідних температур ізнаданням продукту необхідноїформи.
38.Сутність електрошлакового зварювання, схема процесу та її опис.
Сутністьпроцесуполягає в тому, щотепловуенергію, необхідну для розплавлення основного і присадочного металу, дає теплота, щовиділяється в об'ємішлаковоїванни при проходженні через неї струму.
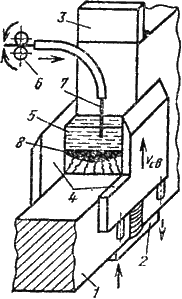
Зварювані заготовки 1 встановлюють у вертикальному положенні. У замкнутийпростірміжводоохолоджуванимиміднимиповзунами 4 і вертикально установленимикрайкамивиробівзасипають флюс і подаютьелектроднийдріт 7 за допомогоюспеціальногомеханізмуподачі 6. На початку процесузбуджують дугу, флюс плавиться і утворюєтьсяелектропровідний шлак 5. Шлак шунтує дугу, вона гасне, вихідналанцюгджерелаживленнязамикається через шлак. Струм, проходячи через шлак, розігріваєйого, цепризводить до раславленію кромок основного металу і електрода. Розплавстікає вниз і утворюєзварювальну ванну 8, вичавлюючи шлак вгору, і твердне. У початковому і кінцевомуділянках шва утворюютьсядефекти: на початку шва - непроварикрайок, в кінці шва - усадочная раковина і неметалевівключення. Тому зварюванняпочинають і закінчують на спеціальних планках 2 і 3, якіпотімвидаляютьгазовоїрізкою.
39.Суть процесу зварювання під флюсом, схема процесу та її опис.
Подача
і переміщенняелектродного дроту
механізовані. Автоматизованіпроцесизапалювання
дуги і заварки кратера наприкінці шва.
Дуга 10 горитьміж
дротом 3 і
основнимметалом 8. Стовп
дуги і металева ванна рідкогометалу 9 з
усіхбоківщільнозакриті шаром
флюсу 5 товщиною
30 ... 50 мм. Частина флюсу плавиться і
утворюєтьсярідкий шлак 4, щозахищаєрідкий
метал відповітря. Якістьзахистукраще,
ніж при ручного дугового зварювання. У
мірупоступальногорухуелектродаметалева
і жужільнаваннитверднуть з
утвореннямзвареного шва 7, покритого
твердою шлаковоїкіркою 6. Дрітподають
у дугу за допомогоюмеханізмуподачі 2. Струм
до електродупідводять через струмопровід 1.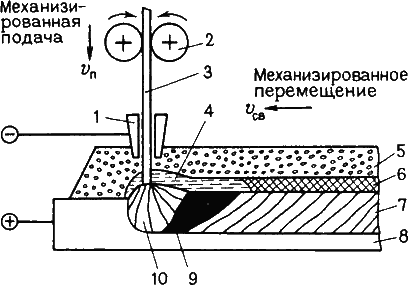
40.Електродугове зварювання та його основні схеми.
Електродугове зварювання – це процес з'єднання металевих заготовок шляхом розплавлення їх кромок теплом електричної дуги з наступною сумісною кристалізацією розплавленого металу.
33.Схема штампування на горизонтально кувальній машині, намалювати та описати.
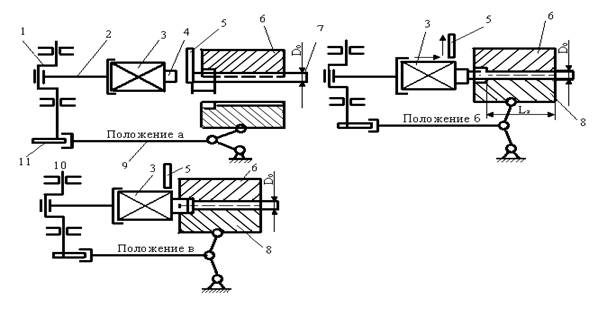
Рис. 1. Схема штампування на горизонтально-кувальноїмашині (вид зверху)
Заготівлю-пруток 7 закладають у затискнучастинаструмканерухомоїматриці 6 і подають вперед до упору 5. Частина прутка довжиноюLв, щовиходить за межі затискноїчастиниструмка, називаєтьсявисаджуєтьсячастиною заготовки. Такерозташуваннямеханізмівмашини, частин штампу та заготівліпередуєвключеннюмашини на робочийхід і позначено на схемі, як Положення а. Включенняммашини на робочийхідмеханізми і частини штампа наводятьсяпослідовно до Положень б и в. У початковійстадії повороту колінчастого вала 1 кулачок 11 через ролик 10 приводить в рухмеханізм 9. Затискниймеханізмпереміщуєматрицю 8 в робочеположення і здійснюєщільнийзатиск заготовки про довжинуLз. Післяцьоговпритул 5 відходить, а пуансон 4 приходить в зіткнення з торцем прутка 7 (Положення б).Приподальшомурусі пуансона деформуєтьсявисаджуємосячастина прутка, заповнюючипорожнинуструмка (положення в). При зворотномуходімашини з порожниниструмкавидаляється пуансон 4, потімвідходитьматриця 8, а упор 5 встановлюється у вихіднеположення. Як тількипочинаєтьсявідхідрухомийматриці, штампувальниквиймає пруток з висадженимкінцемзіструмка і перекладає у наступнийструмок. Цикл повторюється.
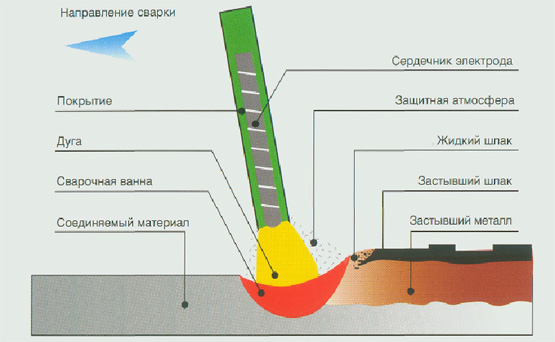
37.Сутність електродугового зварювання, схема процесу та її опис.
Електродугове́ зва́рювання — зварювання плавленням, при якому нагрів та розплавлення кромок з'єднуваних частин виробів відбувається електричною дугою.
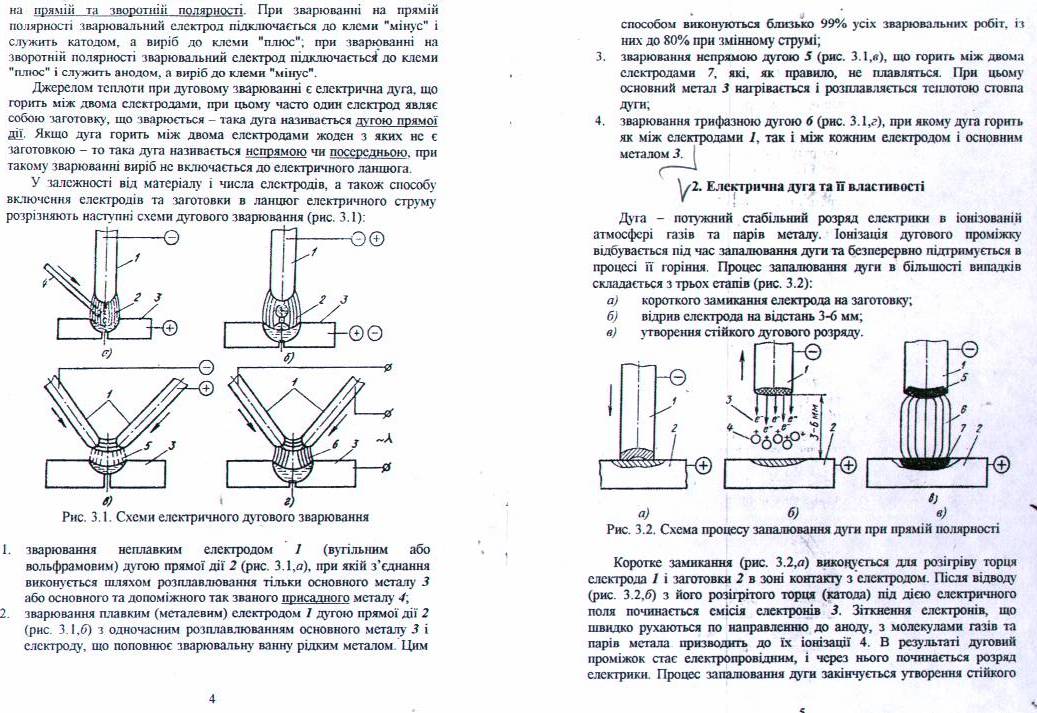
Дуговий розряд збуджується між зварюваними виробами та електрод із вмиканням виробу в коло зварювального струму (дуга прямої дії); між двома електродами без вмикання виробу в коло зварювального струму (дуга побічної дії); між двох електродів і виробом (комбінована дуга). Розрізняють дугове зварювання плавким (металевим) електродом, при якому електрод дає додатковий (електродний) метал для заповнення шва, і неплавким електродом (вугільним, графітовим, вольфрамовим), при якому потрібен додатковий присадковий метал, що подається в зону дуги.