

28.Операції холодного штампування, їх сутність та схеми
Виготовлення
виробів холодним об'ємним штампуванням
Холодне
видавлювання – це одержання штамповок
при пластичній течії металу в порожнині
штампа. При холодному видавлюванні на
відміну від пресування заготовкою є не
зливок, а штучна заготовка з прутка, а
виробом є не видовжений профіль, а
найчастіше готова деталь, що потребує
лише незначної механічної обробки.
Пластичне деформування видавлюванням
відбувається в умовах нерівномірного
стискування і забезпечує високий ступінь
деформації. Для м’яких, пластичних
металів (алюміній) ступінь деформації,
що дорівнює відношенню площ перерізу
заготовки і деталі, може перевищувати
10000%. Проте видавлювання потребує високого
тиску: для алюмінію – до 0,7 ГПа, для
сталей – до 3 ГПа.
Розрізняють
пряме, зворотне і комбіноване видавлювання
залежно від напряму руху пуансона 5
(рис. ІV.30а) і витоку металу при формоутворенні
деталі 3 крізь отвір у нерухомій матриці
7. Пряме видавлювання застосовують для
виготовлення стрижнів з потовщенням
(болти, клапани тощо), зворотне – для
порожнистих деталей з дном (корпуси
туб, стакани тощо). Комбіноване
видавлювання, схему якого наведено на
рис. ІV.30, й, супроводжується течією
металу в різних напрямах. Для видалення
деталей зі штампа застосовують виштовхувач
2 і знімач 4.
Холодну
висадку застосовують для виготовлення
широкого асортименту деталей у масовому
виробництві: болтів, гайок, шпильок,
гвинтів, шурупів, цвяхів та ін. Вихідною
заготовкою є дріт або прутки діаметром
0,5...38 мм. Холодну висадку деталей
здійснюють за 1, 2, 3 і більше переходів
(ударів) залежно від форми висаджувальної
частини і її розмірів. Відношення довжини
цієї частини до діаметра не повинно
перевищувати 2,5 при висадці за 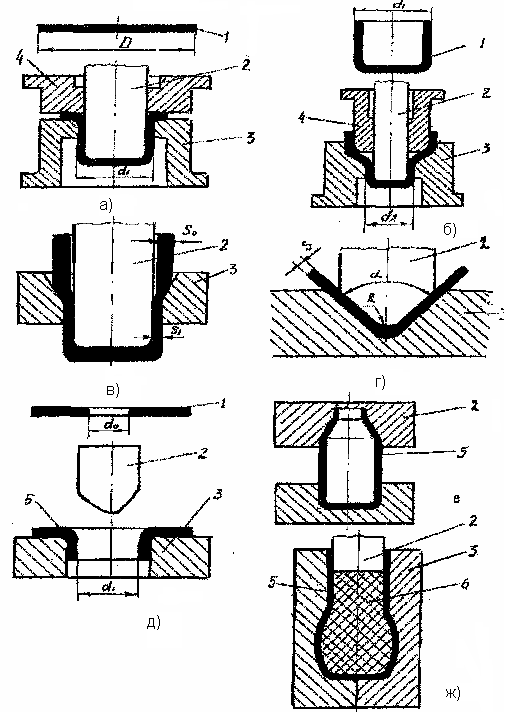 1
удар і 8 при висадці за 3 удари.
Схему
висадки заклепки на холодновисаджувальному
автоматі показано на рис. IV.30б. Автомат
має механізми подачі, відрізування і
перекладання заготовки з лінії подачі
на лінію висадки, а також механізми
висадки і виштовхування. Дріт або пруток
роликами 6 висувається крізь матрицю 7
до упора 8. Далі матриця переміщується
з одночасним відрізуванням деталі від
заготовки на позицію висадки. Висадка
заклепки 10 здійснюється пуансоном 9, а
виштовхується вона з матриці виштовхувачем
11.
1
удар і 8 при висадці за 3 удари.
Схему
висадки заклепки на холодновисаджувальному
автоматі показано на рис. IV.30б. Автомат
має механізми подачі, відрізування і
перекладання заготовки з лінії подачі
на лінію висадки, а також механізми
висадки і виштовхування. Дріт або пруток
роликами 6 висувається крізь матрицю 7
до упора 8. Далі матриця переміщується
з одночасним відрізуванням деталі від
заготовки на позицію висадки. Висадка
заклепки 10 здійснюється пуансоном 9, а
виштовхується вона з матриці виштовхувачем
11.
Рисунок 16 - Формозмінні операції листового штампування:
1 - вихідна заготовка; 2 - пуансон; 3 - матриця; 4 - притискувач;
5 - виріб; 6 - гумовий вкладиш. а, б - витягання; в - редукування;
г - згинання ;д - розбортування ; е -обтискання; ж - формування.
29.Обладнання та інструмент, що використовуються для холодного листового штампування; принцип дії кривошипно-шатунного преса.
 Листовим
штампуванням називають метод виготовлення
плоских і об'ємних тонкостінних деталей
з листового, стрічкового і штабового
матеріалу. Товщина вихідної заготовки
звичайно не перевищує 5 мм (у рідких
випадках більше 5 мм, при цьому
застосовується гаряче листове
штампування). Матеріалом для штампування
є сталь і сплави кольорових металів.
Листовим
штампуванням називають метод виготовлення
плоских і об'ємних тонкостінних деталей
з листового, стрічкового і штабового
матеріалу. Товщина вихідної заготовки
звичайно не перевищує 5 мм (у рідких
випадках більше 5 мм, при цьому
застосовується гаряче листове
штампування). Матеріалом для штампування
є сталь і сплави кольорових металів.
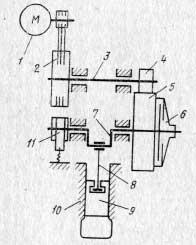
Від електродвигуна 1 через ремінну передачу шків 2 , що сидить на валу 3 , приводиться в рух .
Мале зубчасте колесо 4 передає цей рух великим зубчастому колесу 5 , вільно обертається на головному кривошипному валу 7 . Фрикційних муфт 6 (з пневматичним включенням ) можна зчіплювати колеса 5 з кривошипним валом 7 і приводити його в рух. Шатун 8 перетворює обертання колінчастого вала в возвратнопоступательное переміщення повзуна 9 по напрямних станини 10
Для зупинки кривошипного вала при вимкненому муфті зчеплення служить гальмо 11 , робота якого сблокирована з роботою фрикційної муфти.
Кривошипні кувальні преси виготовляються з різним номінальним зусиллям на повзуні . Процес кування розчленовується на окремі прості операції, виконання яких послідовно здійснюється за допомогою змінного подкладного інструменту , встановленого в універсальних блоках на кривошипних ковочноштамповочних пресах або крівошіпноколенних чеканочних
.30.Види штампів, принцип роботи штампа простої дії та його схема.
Розрізняють відкриті штампи, у яких зазор між робочими елементами зменшується в процесі деформації заготовки, і закриті штампи, в яких цей зазор не змінюється. У відкритих штампах метал при деформації частково витісняється у зазор, утворюючи облой, що видаляється у подальшому в спеціальних обрізних штампах. Для реалізації поступового наближення форми заготовки до форми деталі у відкритих штампах роблять декілька порожнин (рівчаків), в яких заготовка послідовно деформується за відповідне число ходів рухомої частини штампа (штампи послідовної дії)[1]. Інколи ці рівчаки виготовляють в окремих штампах для виконання однієї чи кількох однойменних технологічних операцій на одній позиції за один хід рухомої частини штампа (штампи простої дії)[1], і тоді заготовка послідовно передається від одного штампа до іншого.
За технологією штампування бувають:
штампи для холодного штампування;
штампи для гарячого штампування.
За видом обладнання, на якому використовуються штампи вони бувають:
молотові штампи;
штампи для пресів;
інші.

На рис. 18 показано штамп простої дії для вирубки кружків. Нижня частина штампа болтами прикріплюється до стола преса. До нижньої плити 6 за допомогою матрицетримача 7 і гвинтів прикріплюється матриця 5. На матрицю кладуть дві напрямні пластини 10, а на них знімач 12. У нижній плиті 6 закріплені дві напрямні колонки 8. Верхня половина штампа змонтована на верхній плиті 2, за допомогою пуансонотримача 3 до неї прикріплений пуансон 1. Хвостовик 4 служить для прикріплення верхньої половини штампа до повзуна преса. Верхня плита 2 має дві втулки 9 для напрямних колонок.
Процес штампування здійснюється так. Штаба матеріалу 13 подається в зазор під знімач і пуансон вирізує з неї першу деталь. При цьому заготовка щільно лягає на пуансон і разом з ним піднімається до знімача 12, який скидає штабу з пуансона, потім штаба просувається до упора 11.
31.Принцип роботи штампа суміщеної дії та його схема.
Можливості суміщення обмежуються складністю конфігурації штампуються вироби і міцністю робочих частин штампа. Зазвичай число суміщенихоперацій не перевищуєтрьох, значнорідшезустрічаютьсяштампи, щосуміщаютьчотириоперації.
 Рисунок
20
- Штамп суміщеної дії:
Рисунок
20
- Штамп суміщеної дії:
1 - матриця вирубки; 2 - упор; 3 - знімач; 4 - виштовхувач; 5 - пуансон вирубки і матриця витяжки; 6 - штаба; 7 - пуансон витяжки
34.Види остаточної обробки поковок на ковальсько штампувальному обладнанні.