

Экзаменационный билет № 4
Устройство сварочного выпрямителя и его характеристики.
|
Сварочный выпрямитель - это источник постоянного сварочного тока. Сварочный выпрямитель содержит силовой трансформатор, силовые полупроводниковый вентили и устройство регулирования сварочного тока. Классификация сварочных выпрямителей производится по второй из 3-х основных функций источника питания (горение, регулирование, преобразование). Все сварочные выпрямители по способу регулирования сварочного тока можно разделить на регулируемые трансформатором, регулируемые тиристорами и регулируемые дросселем насыщения. |
Особенности сварочных выпрямителей
Такие приборы служат для сваривания изделий, выполненных из высоколегированной или низкоуглеродистой стали, а также цветных металлов и их сплавов. Они же позволяют выполнять сварку обратной полярности. Как правило, сварочный выпрямитель включает в себя блок управления и понижающий трансформатор. Конструктивно выпрямительный блок может быть исполнен по однофазной либо трехфазной схеме. Последняя разновидность более популярна, поскольку обладает лучшими технологическими параметрами, отличается экономичностью.
Надо сказать, что в процессе сваривания могут быть использованы разные по типу электроды. Если сварка производится в среде защитных газов, то допустимо применение неплавящихся элементов.
Выпрямители могут быть профессиональными (сверх 300А), полупрофессиональными (до 300А), бытовыми (до 200А).
В зависимости от конструктивных особенностей силовой части рассматриваемые агрегаты могут относиться к одному из видов:
тиристорные;
инверторные;
регулируемые трансформатором;
устройства с дросселем насыщения;
приборы с транзисторным регулятором.
Кроме того, такие аппараты в зависимости от вольтамперных параметров могут быть устройствами с жесткими, пологопадающими, крутопадающими характеристиками.
О свойствах сварочных выпрямителей
Обычно сварочный выпрямитель обладает следующими преимуществами перед аналогами другого вида:
высоким КПД;
отменной надежностью и эксплуатационной простотой;
низким уровнем разбрызгивания металла;
глубоким проваром;
небольшим весом;
равномерной нагрузкой фаз при функционировании.
Минусами подобных устройств служат:
чувствительность к перепадам напряжения;
относительно высокая цена;
восприимчивость к длительным коротким замыканиям.
Рабочий сварочный выпрямитель полезно время от времени осматривать, устраняя мелкие неполадки. При этом следует проверить контакты, оценить функционирование вентилятора (работая на двух фазах, он способен быстро выйти из строя). Выпрямитель нужно оберегать от сырости. Можно раз в месяц очищать аппарат, продувая его чистым, сухим воздухом.
Характеристики процесса автоматической сварки под флюсом. Оборудование и материалы.
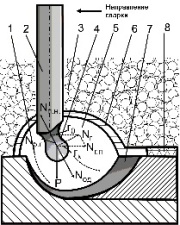 Сварку
под флюсом выполняют электродом 2,
который плавится, закрытой дугой 1,
которая горит под слоем гранулированного
флюса 3 в пространстве флюсогазовой
полости 5, которая образуется в результате
выделения испарений и газов в зоне дуги.
Сверху сварочная дуга ограничена плёнкой
расплавленных шлаков 6, снизу - сварочной
ванной 7. В процессе сварки давление
газов и испарений в полости возрастает.
Наступает момент, когда плёнка
расплавленных шлаков прорывается и
излишек газов выделяется в окружающую
атмосферу (процесс удаления газов
периодически повторяется).
Сварку
под флюсом выполняют электродом 2,
который плавится, закрытой дугой 1,
которая горит под слоем гранулированного
флюса 3 в пространстве флюсогазовой
полости 5, которая образуется в результате
выделения испарений и газов в зоне дуги.
Сверху сварочная дуга ограничена плёнкой
расплавленных шлаков 6, снизу - сварочной
ванной 7. В процессе сварки давление
газов и испарений в полости возрастает.
Наступает момент, когда плёнка
расплавленных шлаков прорывается и
излишек газов выделяется в окружающую
атмосферу (процесс удаления газов
периодически повторяется).
высокоэффективная защита сварочной ванны (наличие изолированного пространства) от кислорода и азота воздуха (в швах, выполненных под флюсом, содержание азота не превышает 0,008%);
объем сварочной ванны больше, чем при ручной дуговой сварке, дольше и время пребывания ее в расплавленном состоянии, которое оказывает содействие более полному прохождению химических реакций между жидким металлом и шлаками;
стойкая зависимость между режимом сварки и химическим составом расплавленного металла, которая позволяет с достаточной точностью и стабильностью получать заданный состав металла шва;
легирование шва марганцем и кремнием путем восстановления их из оксидів MnO и SіO2, которые содержатся в флюсе