

5.5. Элементы расчета поточных линий
Применяемые транспортные устройства в поточном производстве делятся на бесприводные (скаты, рольганги, склизы-желоба и др.) и приводные. Приводные устройства делятся на подъемно-транспортные механизмы (мостовые краны, кран-балки, электрокары, автопогрузчики и др.) и конвейеры. Бесприводные и подъемно-транспортные механизмы применяются на прямоточных линиях.
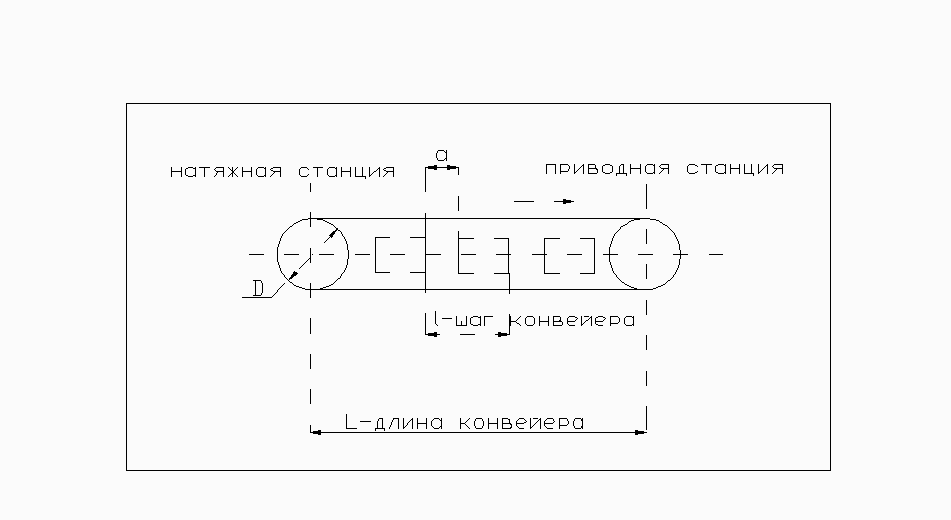
Рисунок 5.2 – Схема поточной линии
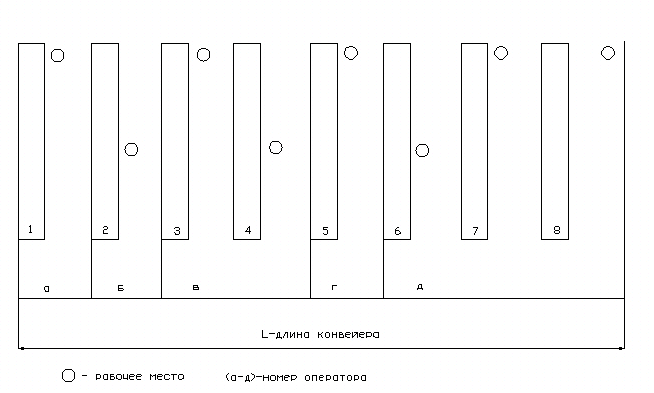
Рисунок 5.3 – Схема планировки
Приводная
станция
При проектировании поточной линии производят расчет ряда показателей ее работы. Исходным показателем является такт r поточной линии — интервал времени, через который периодически производится выпуск определенной продукции. В общем виде его величина определяется по формуле:
![]() ,
(3)
,
(3)
где
![]() — плановый фонд времени работы линии
за расчетный период (смена, сутки, месяц,
год) с учетом регламентированных
перерывов, мин или ч;
— плановый фонд времени работы линии
за расчетный период (смена, сутки, месяц,
год) с учетом регламентированных
перерывов, мин или ч;
N — объем выпуска продукции за тот же период, шт.
Пример. За смену (8 ч) на линии для отдыха рабочих предусмотрены два перерыва по 10 мин. План выпуска — 115 шт. Величина такта равна:
![]() (4)
(4)
Такт
с учетом регламентированных перерывов
![]() и планируемого уровня брака (
и планируемого уровня брака (![]() ,%):
,%):
 ,
(5)
,
(5)
где
![]() - кол-во рабочих смен;
- кол-во рабочих смен;
В
тех случаях, когда передача деталей с
операции на операцию осуществляется
транспортными партиями рассчитывается
ритм поточной линии
![]() :
:
![]() ,
(6)
,
(6)
Обратная
такту величина называется темпом,
т.е.
количеством продукции, которая сойдет
с поточной линии за 1 ч ас работы:
![]() ,
или
,
или
![]() ,
(7)
,
(7)
где
![]() — время,
выраженное в часах.
— время,
выраженное в часах.
Число
рабочих мест
![]() на
на
![]() операции
определяется отношением длительности
операции
операции
определяется отношением длительности
операции
![]() к
такту
к
такту
![]() :
:
![]() ,
(8)
,
(8)
Общая
численность рабочих, занятых на поточной
линии, равна количеству рабочих, занятых
на каждой операции. Затем определяют
шаг конвейера
![]() — расстояние между центрами двух смежных
рабочих мест. Его величина зависит от
габарита обрабатываемой (собираемой)
продукции.
— расстояние между центрами двух смежных
рабочих мест. Его величина зависит от
габарита обрабатываемой (собираемой)
продукции.
Важным
показателем работы поточной линии
является скорость движения конвейера
![]() .
Для
непрерывно-поточной линии она определяется
делением шага конвейера на такт, т.е.
расстояние, равное шагу, конвейер
проходит за время, равное такту:
.
Для
непрерывно-поточной линии она определяется
делением шага конвейера на такт, т.е.
расстояние, равное шагу, конвейер
проходит за время, равное такту:
![]() ,
(9)
,
(9)
Общая
длина конвейера
![]() равна
количеству деталей, находящихся на
конвейере, умноженному на его шаг:
равна
количеству деталей, находящихся на
конвейере, умноженному на его шаг:
![]() ,
(10)
,
(10)
где
![]() -
число рабочих мест;
-
число рабочих мест;
![]() -
расстояние между двумя ближайшими
местами;
-
расстояние между двумя ближайшими
местами;
- шаг конвейера.
5.6. Виды заделов на поточных линиях, их расчет
Задел – это то, что сделано про запас. На ПЛ различают заделы межлинейные (запасы заготовок или материалов, комплектующих перед ПЛ, запасы готовых деталей или изделий после ПЛ); линейные (технологические, транспортные, оборотные, резервные или страховые). Ниже рассматриваются только линейные заделы.
Линейные заделы (Zлi) – это совокупность деталей, которые находятся непосредственно на поточной линии. Линейные заделы: на ОНПЛ технологические (Zтех) и транспортные (Zтр); резервные или страховые (Zр). ОППЛ – технологические (Zтех) и оборотные (Zоб); резервные или страховые (Zр).
Технологический задел (Zтех) – это совокупность деталей, которые находятся в каждый данным момент времени в стадии выполнения над ними технологических операций. На ОНПЛ технологический задел численно равен количеству принятых станков линии (Спij), кратно увеличиваясь на многошпиндельных станках, на число одновременно обрабатываемых деталей, и добавляется на число рабочих мест контролеров ОНПЛ. На ОППЛ технологический задел определяется как и на ОНПЛ, а полученная величина уменьшается на число совместителей в смену.
Транспортный задел (Zтр) – это совокупность деталей, которые находятся в каждый данным момент времени в процессе транспортировки в рабочей зоне поточной линии. Транспортный задел на ОНПЛ численно равен количеству принятых станков линии (Спij) и может увеличиваться на две единицы (доставка заготовки на первую операцию от материальной кладовой и готовой детали с операции технического контроля на кладовую готовых деталей).
Оборотный задел (Zоб) – это совокупность запасов деталей между операциями (рабочими местами), работающих с различной производительностью. Оборотные заделы на ОППЛ образуются на смежных ( j и j + 1) операциях, которые не синхронизированы (tj / Cj tj +1/ Cj +1). Для смежных операций изменение оборотных заделов по интервалом Tj, j +1 исчисляется по формуле:
Zj, j +1 = Tj, j +1 [(Cj / tj) - (C j +1 / tj +1)], (11)
где Tj, j+1 - период времени работы ОППЛ, когда на двух смежных (j, j+1) операциях число работающих рабочих мест неизменно, мин.;
Cj, Cj+1- число единиц работающего рабочих мест на j-й и (j +1) - й операциях;
tj, tj+1 - норма оперативного времени на j-й и (j+1)-й операциях.
Для определения Tj, j +1 строится стандарт-план. Стандарт-план ОППЛ – это совокупность графиков за цикл оборот (смена, сутки) с отражением работы рабочих мест по операциям и выделением периодов в работе смежных операций, когда на них число работающих рабочих мест было неизменно. Цикл (период) оборота ОППЛ –это время ее работы, через которое состояние ОППЛ повторяется в том же порядке.
Стандарт-план ОППЛ и последующий расчет оборотных заделов выполняется в следующем порядке:
Определяется период (цикл) оборота.
На каждой операции по принятым рабочим местам с учетом их расчетной величины и возможностей многостаночного обслуживания закрепляются рабочие. Для не полностью загруженным станкам по различным операциям (не более 3-х) в пределах сменного фонда предлагаются варианты совмещения работ.
Установление порядка выполнения работ по операциям и перехода между ними совместителей с приоритетом очередности более производительных операций.
Выделение периодов времени (Tj, j+1), когда на смежных (j, j+1) операциях число работающих рабочих мест неизменно и определение для них величин изменения оборотных заделов ( Zj, j+1).
Построение для смежных операций динамики оборотных заделов и проверка их сбалансированности на начало и конец цикла оборота.
Определение для каждого периода (Tj, j +1) среднего уровня оборотного задела Z j, j +1, в том числе его суммарной величины для ОППЛ Zоб = Z j, j +1.
Резервный (страховой) задел (Zр) – это создаваемый на наиболее ответственных и загруженных рабочих местах и контрольных пунктах запас изделий (деталей), находящихся в технологической готовности для их возможного использования в случае возможных сбоев. Величина резервного задела на указанных рабочих местах ПЛ на практике устанавливается в пределах 3-5 % от размера сменной выработки ПЛ. При работе ПЛ по методу «Тоета» «точно в срок» резервный задел не предусматривается.