

5.1.Организационные типы производства и их технические характеристика.
Тип производства — это классификационная категория производства, выделяемая по признакам широты номенклатуры, регулярности, стабильности и объема выпуска продукции. Различаются три основных типа производства: единичное, серийное и массовое.
Единичное производство характеризуется малым объемом выпуска одинаковых изделий, повторное изготовление которых, как правило, не предусматривается. В серийном производстве изделия изготовляются периодически повторяющимися партиями. В зависимости от количества изделий в партии или серии и значения коэффициента закрепления операций (к3о) различают мелкосерийное, среднесерийное (серийное) и крупносерийное производство. Для мелкосерийного производства характерны значения Кзо = 21-40, для среднесерийного — от 11 до 20, а для крупносерийного — от 2 до 10.
Уровень специализации характеризуется коэффициентом закрепления операций:
![]() ,
(1)
,
(1)
где
![]() — число наименований технологических
операций, выполняемых за плановый период
(например месяц);
— число наименований технологических
операций, выполняемых за плановый период
(например месяц);
![]() ,
(2)
,
(2)
![]() —
расчетное
число загруженных рабочих мест цеха
(участка);
—
расчетное
число загруженных рабочих мест цеха
(участка);
![]() — плановая
трудоемкость изготовления i-й
позиции из номенклатурного плана
производства цеха (участка);
— плановая
трудоемкость изготовления i-й
позиции из номенклатурного плана
производства цеха (участка);
![]() —
объем
выпуска i-й
позиции за плановый период, шт.;
—
объем
выпуска i-й
позиции за плановый период, шт.;
![]() — число
номенклатурных позиций в плане
производства;
— число
номенклатурных позиций в плане
производства;
![]() — эффективный
(действительный) фонд времени за плановый
период, ч.
— эффективный
(действительный) фонд времени за плановый
период, ч.
Массовое производство характеризуется большим объемом выпуска изделий, непрерывно изготавливаемых в течение продолжительного времени. На большинстве рабочих мест выполняется одна постоянно повторяющаяся операция (Kзо=1).
К самостоятельному типу относится опытное производство. Его цель — производство образцов, партий или серий изделий для проведения исследовательских работ, испытаний, доводки конструкции и на основе этого — разработка конструкторской и технологической документации для промышленного производства. Изделия опытного производства не являются товарной продукцией и обычно не поступают в эксплуатацию.
В машиностроении практически нет предприятий с однородными по типу производственными процессами. В одном цехе или в разных цехах одного предприятия встречаются и единичные, и серийные, и массовые производства. Тип производства определяется преобладающим типом производственных процессов.
5.2. Непоточные методы производства.
Непоточное производство характеризуется следующими признаками:
все рабочие места размещаются по однотипным группам оборудования без определенной связи с последовательностью выполнения операций; например, на машиностроительных предприятиях это группы токарных, фрезерных, сверлильных, шлифовальных, строгальных станков, слесарных верстаков и др.;
на рабочих местах обрабатываются разные по конструкции и технологии изготовления предметы труда, так как их выпуск исчисляется единицами;
технологическое оборудование в основном универсальное, однако для обработки особо сложных по конструкции деталей, больших габаритов могут применяться станки с ЧПУ, "обрабатывающие центры" и т.п.;
4) детали перемещаются в процессе изготовления сложными маршрутами, в связи с чем возникают большие перерывы в обработке из-за ожидания их на промежуточных складах и в подразделениях отдела технического контроля (ОТК). После каждой операции деталь, как правило, поступает или на промежуточный склад цеха, или на рабочее место контролера ОТК. Еще большие перерывы наблюдаются при межцеховых ожиданиях (из механического цеха — в термический или гальванический, а затем обратно в этот же механический цех). Каждый рабочий получает деталь для выполнения последующей операции не с предыдущей операции, а с промежуточного склада или от контролера ОТК.
Непоточный метод применяется в основном в единичном и мелкосерийном производстве и характерен для экспериментального и ремонтно-механического цехов, цеха мелких серий и других специальных цехов предприятия (например, цехи с оборудованием ГПС — гибкие производственные системы и т.п.).
Разработка технологических процессов для каждого изделия и детали носит индивидуальный характер и выполняется обычно техчастью цеха по индивидуальным заказам.
Для рациональной организации непоточного производства заказы на изготовление деталей и изделий следует комплектовать по времени их обработки и осуществлять запуск деталей в производство группами (при таком способе этот метод организации производства иногда называют групповым и применяют в мелкосерийном типе производства).
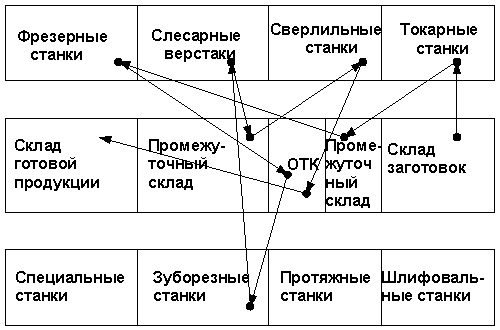
Рисунок 5.1 - Схема расстановки групп оборудования и движения одной из деталей в механическом цехе непоточного производства при технологической специализации производственных участков