

Применяемое технологическое оборудование
Устройство крутильной машины сигарного типа.
Принцип действия.
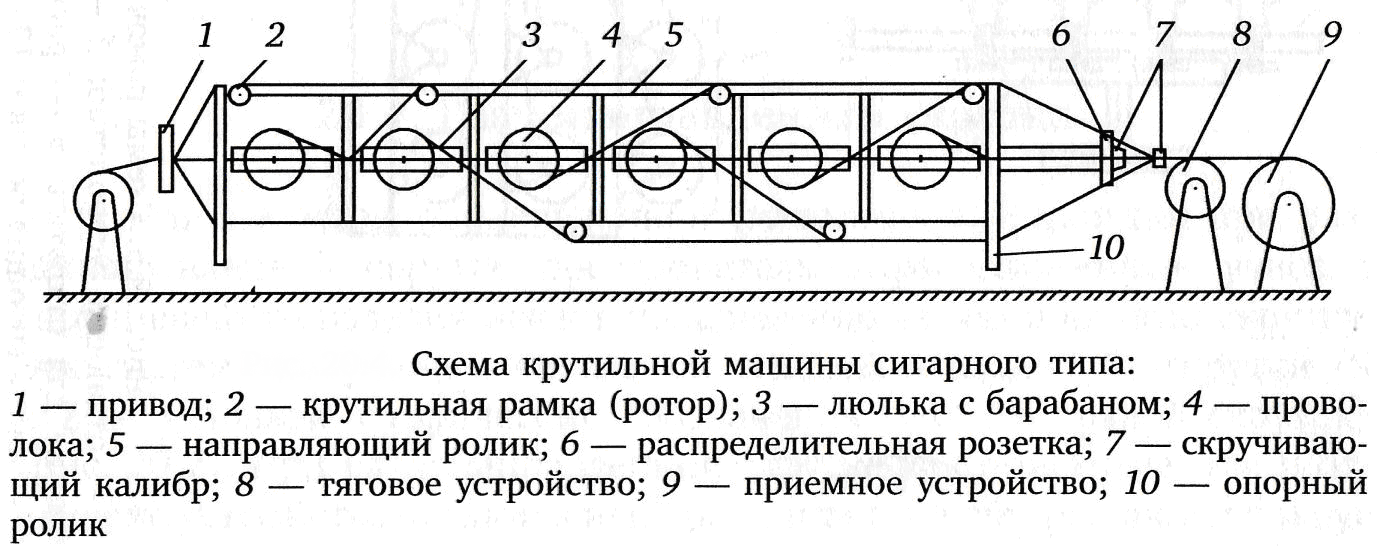
Крутильная машина представляет собой литой цилиндр сигарообразного вида, откуда и получила свое название. Внутри цилиндра в подшипниках находятся люльки, в которых устанавливаются катушки с проволокой. Основное отличие сигарных машин состоит в том, что люльки с отдающими катушками при работе машины не участвуют во вращении, а лишь слегка покачиваются, в то время как вращается корпус сигары. Таким образом, скрутка проволок происходит при помощи тела сигары, в котором расположены глазки и направляющие ролики по которым проходит проволоками. При скрутке проволок положение катушек неизменно и это заставляет проволоки провертываться в глазках и роликах, через которые они проходят. Таким образом, скрутка на этих машинах происходит без открутки.
Скорость вращения таких машин очень высока и достигает 300 – 600 об/мин у больших сигар и 850 – 1400 об/мин у малых. Катушка с центральной проволокой располагается сзади машины. При работе машины центральная проволока движется вперед, проходя внутри машины. Проволоки же с каждой катушки проходят через полые оси своих люлек, затем – через ролики, расположенные во вращающейся части сигары, и поступают к калибру, где и происходит скрутка жилы. После калибра скрученная жила направляется, при необходимости, через уплотняющие ролики, затем попадает на тянущее устройство, обвивает его 3 – 4 раза и заходит на приемный барабан.
Сигары строятся различных размеров на 6, 12, 18, 24 и более отдающих катушек. Сигары с большим количеством катушек иногда строятся составными из секций. Причем отдельные секции могут работать как самостоятельно, так и вместе с остальными. Сигары оборудованы устройствами для автоматической остановки машины в случае обрыва или схода отдельных проволок. Перед калибром, в котором происходит скрутка, устанавливается металлическое кольцо, изолированное от корпуса. В случае обрыва проволоки конец ее касается кольца и замыкает цепь автомата.

Методы работы.
Перед началом работы необходимо проверить микрометром диаметр заготовки на отдающих катушках на соответствие требованиям технической документации. Намотка заготовки на катушках должна быть ровной, без перехлёстывания витков. Катушки не должны иметь механических повреждений.
Включить электропитание, освещение, подачу воздуха. Привести окна сигары в верхнее "зарядное положение" кратковременным нажатием кнопки "Толчок" на пульте управления машиной. Установить переключатель блокировки на пульте управления в крайнее левое положение для того, чтобы заблокировать случайное включение крутильной машины.
Установить промежуточную ось с фланцами в центральное отверстие катушки. Произвести установку катушек в приемные карманы. Зафиксировать промежуточную ось предохранительной чекой.
Прикрепить жилу к динамометру и регулировочным винтом произвести регулировку тормозов отдающих устройств.
После зарядки всех катушек вывести проволоку через ролики и направляющие втулки в распределительную розетку.
Установить калибр в калибродержатель. Установить шаг скрутки согласно ТД, для чего установить ручки переключения коробки передач согласно нужной позиции.
Установить необходимые конусы на шипы выдвижных пинолей приемного устройства и закрепить их.
При помощи кран-балки, стропа или траверс произвести строповку приёмного барабана и установить его между пинолями приемного устройства. Ввести пиноли в центральные отверстия барабана, используя колёса ручной подачи. Зафиксировать пиноли, затянув резьбовой фиксатор (резьба левая).
Закрепить технологический трос-протяжку на приёмном барабане, протянуть его через тянущее устройство до места свивки и соединить со скручиваемой заготовкой. Отрегулировать шаг раскладки на приёмном устройстве, установить границы раскладки. Отрегулировать зазор между направляющими роликами так, чтобы жила свободно проходила между ними. Закрыть защитные ограждения крутильной машины.
Установить переключатель блокировки в крайнее правое положение. Обнулить счетчик длины. Подать звуковой сигнал. На пульте управления нажать на кнопку ПУСК.
После разгона машины, уточнить положение калибродержателя, установив точку свивки проволок (изолированных ТПЖ) путём перемещения калибродержателя.
После пробной свивки (20-30 м) остановить машину. Замерить штангенциркулем диаметр заготовки и рулеткой шаг скрутки, а также произвести визуальный осмотр скрученной заготовки. При скрутке изолированной жилы, на поверхности сердечника не должно быть рисок, задиров, перехлёста жил. При скрутке изолированной ТПЖ поверхность не должна иметь потёртостей, задиров, перехлёстов, центральная жила не должна выходить на поверхность сердечника.
В случае обрыва изолированной ТПЖ или проволоки после уплотняющего устройства сварка не производится. Скрученный сердечник с двух сторон от обрыва бандажируется лентой ПВХ липкой, о чем делается запись в сопроводительном ярлыке с указанием места обрыва по счетчику длины.
При обрыве проволоки при скрутке провода сварку производить на машине ХС-360 или МСС-901. Расстояние между местами сварки одной или отдельных проволок при скрутке провода должно быть не менее 15 м.
В случае обрыва проволоки из сплава алюминия при изготовлении нулевой несущей жилы для проводов марки СИП сварку проволок не производить. ТПЖ с двух сторон от обрыва бандажируется лентой ПВХ липкой, о чем делается запись в сопроводительном ярлыке, где указывается место обрыва по счетчику мерной длины.
Во время работы машины необходимо следить за раскладкой заготовки на приёмном барабане. Раскладка должна быть ровной, без перепутывания витков. Намотка скрученной заготовки на приёмный барабан должна быть плотной. Необходимо следить за сходом проволоки (изолированной жилы) с отдающих катушек. Не должно быть инерционного схода проволок (изолированной жилы) с катушек, а так же их перехлёста.
Остановить машину. Убрать натяжение на приёмном устройстве, нажав кнопку "СТОП". Откусить кусачками конец провода, закреплённый внутри барабана в начале процесса скрутки. Скрепить лентой ПВХ липкой в пучок конец заготовки. По окончании скрутки провода наложить бандаж из ленты ПВХ липкой на конец провода и закрепить его на внутренней стороне щеки барабана.
При изготовлении УТПЖ для проводов марки СИП барабаны с жилой упаковывать пленкой. Упаковку производить в один слой с перекрытием, что составляет три оборота пленкой вокруг полного барабана. Опустить приёмный барабан, извлечь пиноли из центральных отверстий барабана колёсами ручной подачи. Сдать готовую продукцию.
Устройство крутильной машины клетьевого типа.

Принцип действия.
Эти машины бывают одно-, двух-, трех- и четырехклетьевые. Основной частью их являются клети, на которых расположены катушки с проволокой. Число катушек определяется числом проволок в повиве, накладываемом на данной клети. Соседние клети вращаются в разные стороны с различными скоростями, причем чем меньше клеть, тем больше скорость ее вращения.
Для придания прочности всей конструкции и облегчения вращения в середине каждой клети устроен бандаж, который опирается на шкивы. Каждая катушка снабжена тормозным устройством.
Для контроля тормозного усилия и равномерного натяжения всех проволок тормозное устройство снабжается динамометром. В процессе работы проволока с каждой катушки проходит через отверстие в люльке, затем через направляющие втулки распределительной розетки поступает в калибр. Здесь проволока скручивается и жиле придается необходимая форма. Если скрутка происходит в несколько повивов, калибры устанавливают после каждой клети. Калибры крепятся в калибродержателе. Калибр состоит из двух составных частей.
Если жила подлежит уплотнению, ролики для каждого повива устанавливаются непосредственно за калибрами. Распределительная розетка бывает различных конструкций. Розетка может состоять из направляющих роликов, расположенных по окружности. Некоторые розетки представляют собой круглые слегка вогнутые шайбы с направляющими втулками.
Скрученная жила попадает на тянущее устройство. Обогнув его 3 – 4 раза, жила поступает на приемный барабан.
Очень важно, чтобы скрученная жила поступала всегда к определенному месту тянущего колеса, и накладывалось непосредственно на него, а не на ранее образовавшийся виток. Для этого имеется отводное устройство, которое постепенно сдвигает витки к другому краю колеса. Приемное устройство машины снабжено автоматическим раскладчиком жилы.

Методы работы.
В соответствии ТД при помощи рычагов переключения установить требуемые линейную скорость протягивания провода, число оборотов клетей и направление их вращения.
Провести кратковременный пуск машины и проверку ее на работоспособность. После этого машину остановить. Перед загрузкой машины произвести проверку заготовки (проволоки). Намотка проволоки на катушки должна быть ровной, плотной, без ослабления, перехлестывания, западания, залипания витков и других дефектов, вызывающих затруднение или механические повреждения при ее размотке. Катушки не должны иметь механических повреждений, перекосов бортов, острых кромок и других дефектов, могущих привести к механическим повреждениям проволоки. Необходимо проверить диаметры проволок на катушках на соответствие КЭ.
Произвести загрузку машины катушками с проволокой. Для исключения дисбаланса заправку клетей осуществлять равномерно, т.е. так, чтобы каждую последующую катушку размещать диаметрально противоположно уже установленной. С помощью полуавтоматического клещевого захвата и поворотного тельферного устройства вставить катушки в приемные карманы так, чтобы не повредить пиноли.
Проволоки с катушек (сердечник) провести через направляющие втулки до калибра. Отрегулировать тормозное усилие на катушках.
Вставить нижнюю часть разъемного калибра в калибродержатель. Переместить калибродержатель в осевом направлении так, чтобы все проволоки повива можно было уложить в направляющий канал калибра. Затем проволоки закрыть верхней частью разъемного калибра, который зафиксировать прижимным устройством калибродержателя.
После первого калибра проволоки закрепить к заправочному тросу другой конец «протяжки» закрепить на тянущем колесе. Машину привести в действие в режиме кратковременных пусков и, перемещением калибродержателя в осевом направлении, установить точку скрутки. В приемное устройство установить пустой барабан.
C пульта управления кнопкой “ПУСК” включить главный приводной двигатель крутильной машины. После разгона машины уточнить положение калибродержателей, остановить машину и произвести измерения шагов скрутки и параметров скрученной заготовки на соответствие их ТД.
Отрегулировать шаг и ширину раскладки жилы на приемном барабане. При обрыве проволок осуществить сварку проволоки на сварочном аппарате. На строительной длине не допускается более четырех сварок. Расстояние между местами сварки должно быть не менее 15 м.
Во время работы машины необходимо следить за раскладкой провода на приемном барабане. Раскладка должна быть ровной, без набегания витка на виток и без больших промежутков между ними.
Устройство крутильной машины рамочного типа.

Принцип действия.
Всем рамочным машинам присущи два общих преимущества, отличающих их от других крутильных машин. Первое – быстроходность, обусловленная отсутствием больших вращающихся масс. Частота вращения крутильной рамки ограничивается лишь ее конструктивной прочностью, совершенством формы и степенью балансировки и достигает нескольких тысяч оборотов в минуту. Второе преимущество заключается в возможности производить двойную скрутку за один оборот крутильной рамки. Это возможно при условии, что направления поступательного прямолинейного движения скручиваемой заготовки при входе на рамку и сходе с нее взаимно противоположны.
В зависимости от того, обеспечивают ли конструкции рамочных машин возможность использования данного свойства, их делят на машины одинарной и двойной скрутки.
Рамку выполняют из сплошных или полых стержней, равномерно распределенных по окружности и жестко связанных между собой. Отличие машин двойной скрутки от машин одинарной заключается в том, что внутри рамки расположена одна приемная тара. В машинах одинарной скрутки рамка вращается вокруг отдающего устройства, а в машинах двойной скрутки рамка вращается вокруг тянущего и приемного устройств.
Машина двойной скрутки.

Методы работы.
Установить контейнеры с проволокой в отдающее устройство. Заправить проволоки в отдающем устройстве. С помощью динамометра отрегулировать натяжение проволок. Включить электропитание, освещение, подачу воздуха.
Включить электропривода машины, нажав кнопку перезагрузки после аварийного останова, расположенную на главном пульте оператора.
На экране работы ввести следующие параметры: диаметр продукта, мм; шаг скрутки, мм; диаметр керна приёмного барабана, мм.
Открыть дверь на главном ограждении. Расположить рамку таким образом, чтобы она не мешала установке приёмного барабана. Подключить шланг подачи сжатого воздуха к пневмоприводу управления пинолями, расположенному на люльке. Закатить приёмный барабан между пинолями. С помощью подъёмного стола поднять барабан до уровня, когда пиноли смогут войти в осевые отверстия на барабане. Управляя пневмоклапанами, ввести пиноли в осевые отверстия барабана до упора. Вставить поводок в поводковое отверстие на барабане. Отключить шланг подачи воздуха к пневмоприводу управления пинолями.
Заправить протяжку. Закрыть дверь на главном ограждении, нажав соответствующую кнопку, расположенную на панели оператора.
Перевести переключатель режимов работа/охрана на пульте в положение РАБОТА. Открыть дверь ограждения блока формирования жилы. Для этого перейти на экран роликов и нажать клавишу “ОТКРЫТЬ ОГРАЖДЕНИЕ ВАЛКОВ”. Клавишу удерживать нажатой до полного открывания двери.
Установить формирующие ролики в соответствующие станции. Установить калибры в калибродержатели. Заправить и протянуть проволоки, соединив их с протяжкой.
Произвести скрутку в автоматическом режиме до тех пор, пока полностью настроенная жила не дойдёт до приёмного барабана. Остановить машину. Удалить с приёмного барабана настроечный конец. Конец жилы закрепить на приёмном барабане.
Запустить машину, нажав на пульте кнопку “ПУСК”. В процессе работы необходимо следить: за сходом проволоки с отдающего устройства, за тем, чтобы конструктивные параметры изделия и технологические режимы соответствовали ТД.
В случае обрыва проволоки до формирующих роликов произвести сварку на аппарате сварочном ХС-360. Затем необходимо проконтролировать, что место сварки прошло до приёмного барабана без обрыва. В случае обрыва проволоки на сварке место обрыва обмотать лентой липкой ПВХ, а на ярлыке ТПЖ указать длину и число получившихся отрезков.
В случае обрыва жилы необходимо связать жилу, узел обжать разводным ключом и обмотать армированным скотчем. При этом узел должен свободно проходить по всему маршруту. На ярлыке ТПЖ указать длину и число получившихся отрезков.
При достижении заданной длины машина остановится в автоматическом режиме. Открыть дверь на главном ограждении, нажав соответствующую кнопку, расположенную на панели оператора. Расположить рамку таким образом, чтобы она не мешала снятию приёмного барабана. Обрезать жилу в районе между траверсой раскладки и приёмным барабаном, оставив конец достаточной длины, чтобы закрепить его на пустом барабане.
Упаковать жилу пленкой стретч. Упаковку производить в один слой с перекрытием, что составляет три оборота пленкой вокруг полного барабана.
С помощью подвесной панели управления поднять подъёмный стол до барабана. Вывести поводок из поводкового отверстия на барабане. Управляя пневмоклапанами, вывести пиноли из осевых отверстий барабана. С помощью подъёмного стола опустить барабан до уровня пола. Выкатить барабан с жилой на площадку возле машины.
Машина одинарной скрутки.

Методы работы.
Включить электропитание крутильной машины. Включить компрессор. Убедиться в том, что давление воздуха в системе воздухоснабжения крутильной машины находится в пределах 6 bar.
Установить дуги в горизонтальное положение. Открыть вручную ограждение калибродержателя и защитные кожуха секций. Подключить воздушные шланги к клапанам управления перемещением пинолей. Развести пиноли. Установить барабаны с жилой в люльки. Ввести пиноли в осевые отверстия барабана до упора. Барабан должен быть расположен так, чтобы жила подавалась на скрутку с барабана сверху. Отсоединить воздушные шланги от клапанов.
Вручную произвести заправку машины через направляющие ролики дуг, направляющие ролики и втулки. Вывести все жилы за калибродержатель. Все скручиваемые жилы за калибродержателем собрать в пучок, который зафиксировать с помощью липкой ленты или скотча.
В калибродержатель установить разъемный калибр. Закрыть заградительную решетку и защитные кожуха.
Установить приемный барабан на приемное устройство. На пульте управления приемным устройством в соответствии с ТД установить шаг раскладки и натяжение сердечника.
Закрепить технологический трос на приемном барабане, протянуть его через тянущее устройство до места свивки и соединить со скручиваемой заготовкой. На пульте управления установить шаг скрутки, диаметр заготовки. Установить натяжение ТПЖ на отдающих устройствах и включить датчики обрыва ТПЖ.
Кнопкой "Вкл. линии" включить машину в работу и начать процесс скрутки. Рукояткой потенциометра "Линейная скорость" плавно довести линейную скорость скрутки до значения, указанного в ТД. Величина скорости и оборотов высвечиваются на мониторе пульта. Отрегулировать положение калибродержателя так, чтобы скрутка происходила на входе в калибр.
Во время работы машины необходимо следить за раскладкой сердечника на приемном барабане. Раскладка должна быть плотной и ровной, без перепутывания витков. Во время работы следить за тем, чтобы скручиваемый провод не провисал между приемным барабаном и тянущими колесами. Для устранения провисания увеличить натяжение сердечника на приемном устройстве.
При достижении заданной длины необходимо прекратить скрутку. За калибродержателем хомутом кабельным стянуть жилы в месте обрезки провода. Довести место обрезки до приемного барабана и сменить его. При остановке машины в результате срабатывания одного из датчиков обрыва, выяснить причину остановки. При обрыве жилы вывести оборванную жилу до места обрыва (за калибродержатель), липкой лентой или скотчем закрепить ее на проводе. Липкой лентой пометить место обрыва. Довести место перестыковки до приемного барабана и сменить приемный барабан. Отделить (отрезать) скрученный провод от нескрученных жил на расстоянии ~ 500 мм от хомута кабельного.
Устройство крутильной машины общей скрутки с вращающимся приемным устройством.

Принцип действия.
Несущий каркас, в котором расположены приемный барабан с раскладчиком называется люлькой. Тянущее устройство вращается одновременно с приемным. При этом следует различать вращение всего приемного устройства относительно оси скрутки и вращение приемного барабана вокруг собственной оси. Приемный барабан вращается в двух направлениях: вокруг оси скрутки и вокруг собственной оси. К преимуществам машины относится: неограниченность размеров отдающей тары, удобство ее перезаправки. На этих машинах можно скручивать различные кабели, поэтому они считаются универсальными. Возможна скрутка с откруткой. Но есть один недостаток, связанный с инерционностью, обусловленной наличием больших вращающихся масс. Частота вращения этих машин ограничена.

Методы работы.
C помощью мостового крана и траверса для строповки барабанов установить приемный барабан перед приемным устройством. Подсоединить разъем электропитания пульта загрузки приемного устройства. С пульта загрузки приемного устройства установить пиноли приемного устройства в горизонтальное положение, установить лифт на уровне пола, вкатить барабан и зажать пиноли, опустить лифт, отсоединить разъем электропитания пульта. Закрепить технологический трос на приемном барабане, протянуть его через тянущее устройство до калибродержателя.
Перед началом работы необходимо проверить при помощи штангенциркуля заготовку на отдающих барабанах на соответствие требований ТД.
С помощью мостового крана и траверсы установить отдающие барабаны на отдающие устройства. После установки всех отдающих барабанов вывести жилы (кордель) через ролики направляющих стоек, через роликовую стойку:
- для круглых жил через направляющую розетку до калибродержателя,
- для секторных жил в соответствии через корректирующие и закручивающие (направляющие) ролики до калибродержателя.
Приводы отдатчиков переключить в положение "с откруткой" при скрутке круглых жил и "без открутки" при скрутке секторных жил.
При необходимости заправить рабочую и резервные ленты ПЭТ-Э, ПП в лентообмотчик Протянуть жилы через калибродержатель за лентообмотчик.
Установить формирующий и направляющие калибры в калибродержатели предварительно сложив секторные жилы в круговой цилиндр. Положение жил в сердечнике зафиксировать с помощью липкой ПВХ ленты или скотча в трех местах на расстоянии 200 мм друг от друга.
Диаметр формирующего калибра выбрать согласно ТД, а диаметр направляющих калибров на 1-2 мм больше диаметра формирующего калибра.
Закручивающие ролики установить в положение "ноль градусов". Закрепить сведенные жилы на технологическом тросе путем механической скрутки. При перестыковке сведенные жилы крепить к концу скрученного сердечника в разбежку, каждую жилу в отдельности путем механического крепления скруткой. Лишние длины жил и оголенные участки жил необходимо удалить (отрезать).
По показаниям манометра на пульте отдающего устройства установить натяжение жил согласно ТД. Жилы не должны свободно провисать, а так же иметь натяжение больше допустимого, что может привести к вытяжке жил.
Для обеспечения нормальной работы машины необходимо задать нужную информацию путем манипуляций с кнопками сенсорного экрана. Следует ввести величину шага скрутки, активизировать работу счетчика длины, датчика линейной скорости, аварийных сигналов.
Нажатием кнопки "Пуск", включить машину. Число оборотов механизма тяги и скрутки установить в пределах 2 - 3 об/мин.
Для круглых жил отрегулировать положение калибродержателя так, чтобы избежать смятия, задиров и разрезания изоляции калибром.
Для секторных ТПЖ установить калибродержатель по линейке на отметке 350 - 400 мм. Произвести затяжку роликами. Затяжка не должна приводить к порче изоляции. Углы закрутки секторных жил довести до значений, указанных в ТД. Увеличение углов закрутки производить постепенно, добавляя 30 - 45 градусов на один - два шага скрутки. Секторные жилы должны сходить с отдающих барабанов без закручивания. В случае закручивания жил, развернуть отдающие устройства до ликвидации закручивания.
После захода сердечника на приемный барабан свести блок направляющих роликов, отрегулировать шаг раскладки, установить ширину раскладки. Плавно увеличить число оборотов кабестана до величины, приведенной в ТД. При достижении заданной длины остановить машину и снять барабан со скрученным сердечником с приемного устройства.